TAPE 78/AI/01
THIS TAPE HAS BEEN RECORDED ON SEPTEMBER 21ST 1978 IN THE ENGINE HOUSE AT BANCROFT SHED WHILE THE ENGINE IS RUNNING ON A NORMAL WORKING DAY. THE INFORMANT IS STANLEY GRAHAM WHO IS THE ENGINEER AT THE MILL.
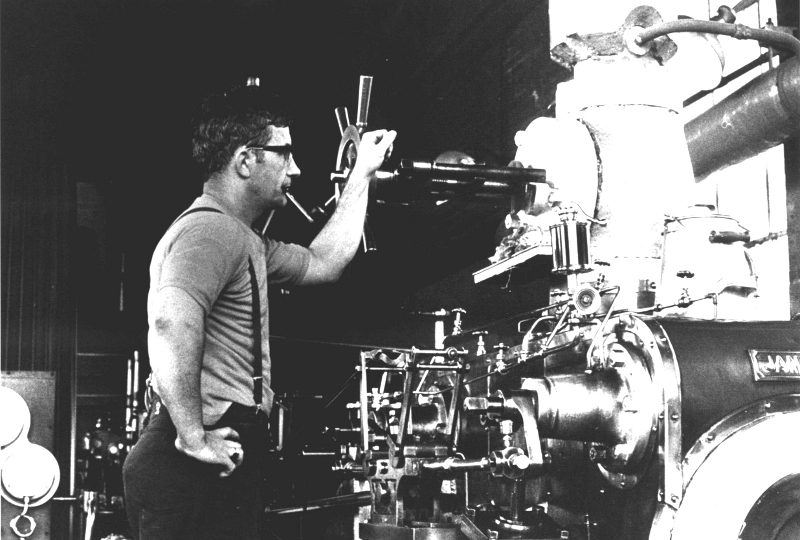
Stanley in 1976 ready for stopping time at Bancroft.
Now the reason why I am making this tape today, here, is that today is Thursday 21st of September. On Tuesday 19th September we finally got the word that we have been expecting for a long time now that this mill is going to weave out on December 22nd. In other words, we are all going to be redundant, out of a job. This is no shock but it’s very sad. I think everybody feels the same way about it. It's a shame, Bancroft is a happy place to work at, and it seems that happy places to work at can’t make money these days.
(50)
What I intend to do this morning ... I should say that it’s seven minutes past eight, we have just started up, the shed light’s in, in other words there is a fair load on the engine, we are running at about 120 pound of steam, there's not much weaving load on because we have only got about 200 looms running, 220 looms running, but the shed light’s putting 100 or 120hp on to the drive and anybody who is an expert on Corliss valves will be able to tell by the noise in the background that the valves are running on about 50% cut off. The engine's probably turning out about 300-350 hp at the moment. Now, as I say, the reason for making this tape this morning is because everything’s fresh on our mind about redundancy and from now on the load will go down on the engine and the plant and if we don’t do a recording of some of the sounds in the mill now I’m afraid we won't get them because these things'll catch up on us faster than we think.
I should just explain one or two things about the actual mechanics of weaving a shed out. It has to be understood that weaving like any other
(l00)
manufacturing process is as it were a pipeline, raw materials are going in at one end and finished cloth coming out at the other. When I say finished cloth, grey cloth in our case, which in the terms of the trade is unfinished cloth, but we are actually manufacturing cloth. Now obviously we have to contract for our raw materials and people also contract with us to supply then with cloth so it isn't possible to just shut the doors and go home and say ‘That’s it, Bancroft's finished.’ We have to honour our yarn contracts, and we have to honour our cloth contracts as well. So in effect what this means is that Bancroft will now - as we say in the trade - start to weave out. In other words, as cloth contracts finish, as orders are fulfilled, machine’s will be shut down and they won't start up again. As the number of looms drop, so the number of weavers will drop. We still have some sets to tape but as soon as those sets have been taped, obviously the taper will go. So we are now entering a period of rapid decline which will last about three months and we shall weave out on or about 22nd of December. It may be
(150)
a day or two earlier. Who knows, we might have a little more to do, I don't know but it will be something like that. We shall finish up, the mill will in effect be run by three or four men, the last tackler and possibly one weaver will be weaving out. Jim the manager will still be here because he has got his twelve week notice and of course I shall still be here to provide motive power. I shall make sure the fire beater's also here as well. I can see the situation arising where the management will say that due to the decreased load, we don’t need a fire beater. Well in actual fact this is wrong, because as the load decreases on the engine it becomes more difficult to run In many ways the easiest engine to run is a fairly heavily loaded engine because you have no problem about suddenly fluctuating load as there is plenty of capacity and plenty of power going out. But on very small loads you only need somebody to shut down one small thing and you could probably lose 25% of your load, which can mean your governor flying out. When I say the governor flying out, it moves in such a violent way that the safety gear overrides everything and shuts the steam off to the engine and stops it. However, I shall surmount these difficulties by
(200)
running the engine at a lower pressure as we go on. Obviously there is a point where you reach a pressure, there in not much point running actually at below 80psi. pressure because you start to burn more coal. But what we’ll do is just go for a little walk and listen to some of the sounds of a Lancashire mill running. Now, unfortunately we can’t record the tapes because they aren't running. It's possible that they will run at some future date but in actual fact the noise that the tapes make is not very striking, it’s only a rumble of gears and an occasional click. The striking things really are the sound of the stokers on the boiler, obviously the sound you can hear in the background is the engine, and the weaving shed itself. A Lancashire loom is a very noisy thing. A lot of firms have spent a lot of money trying to quieten them down. Some of the modern looms are even more noisy, it's impossible to work in some weaving sheds without ear defenders, in other words ear pads or muffs or ear plugs to physically stop the sound getting into your ears. I have a friend who inadvertently went into one of these sheds and spent about two hours in there one morning and finished up it made him physically sick. Lancashire looms don’t have that
(250)
effect an you but they do make a lot of noise and it is a very striking place when you first go in. In point of fact nobody wears ear defenders in a Lancashire weaving shed, it isn't bad enough for that but it should be said at the same time that most weavers finish up with some impairment to their hearing after five, ten, fifteen, twenty years in the shed. Now
(10 min)
Bancroft Shed was built originally to take over 1000 looms. This was what was referred to when it was built, as a 1000 loom shop. This was reckoned to be a nice sized unit, a good, profitable size unit. There is actually room in the shed for about l,150 looms. At the moment in that shed there'll be about 450 to 500 and of these only just over 200 are running so the noise is nowhere near what it would have been in the old days when all the looms were running at the same time. There is one advantage to this, it will mean that we can walk up under the shaft and listen to the shafting itself, the line shaft, the main shaft which goes from the second motion pulley right the way up the mill, 300 feet up the mill and everything else is driven off it. And we'll be able to walk up that and, due to the fact that there are no looms at that side of the shed we'll be able to listen to the noise of the power going up the shaft. Actually, the noise is caused by the
(300)
fact that the gearing is cast iron and is not as accurate as it would be made nowadays under ideal conditions. A good gear running under ideal conditions is virtually silent. Our gears shout their purpose out to the world. They, nobody can describe them as silent. It's worth mentioning here that in the old days this wasn’t seen as any great disadvantage and you would often hear an engineer say "Oh they'll be all right, leave them alone. They'll sort it out between themselves in the finish.” In other words they’d wear into each other. One interesting point about the gears, for anybody who is listening to this tape who is technically minded, they have a hunting tooth in, in other words they are not, they don't have the same number of teeth in. This means that the teeth aren’t mating with exactly the same tooth every revolution. If you had two big gears and they each had 100 teeth in, the same teeth would mate with the same teeth each time and you get a lot of localised wear. If you put a hunting tooth in one, in other words put 101 teeth in one gear and 100 in the other, or 99 in one and 100 in the other, this is called putting a hunting tooth in. It's easy to see, if you just think about it that the teeth would be moving round and meeting a different tooth each time. This evens out wear, localized wear and eventually you do get a quieter running gear. But I’m afraid the theory doesn’t always work, there was a famous pair of bevels in Earby that, well you could hear them from one end of the main street in Earby to the other for years at Victoria Shed, and they never did quieten themselves down until the mill was finished. Anyway that’s enough about gearing, what we'll do first is have a quiet walk down and listen to the stokers running in the boiler house.
(350)

The boiler front and stoking floor.
Well we're outside now, in the boiler house yard. I don’t know whether you can hear the birds singing but it’s a grand morning, blue skies, just a little bit of smoke coming out of the chimney but not much and in a second or two I shall just walk across to the boiler house# and we'll listen to the sound of the stokers running away. The boiler at Bancroft Shed is a single Lancashire boiler, it’s 30 ft x 9 ft - which is a big boiler by anybody’s standards- and is fired by coal. Now, in the old days, when they put a boiler in, when I say in the old days - up to probably about 1880, boilers were all hand fired, what we call handball, banjo work. The fire beater just kept shovelling coal in as and when it was needed in order to keep the steam up. This is one of the reasons why in the old days there was so much smoke from factory chimneys, because in order to shovel coal into the fire it was necessary to open the firebox door obviously. And when you open the firebox door, you allow a lot of cold air to get into the fire which upsets the combustion conditions, in other words hand firing of a boiler automatically leads to imperfect combustion. If you have got a fire that’s running just right with just the right amount of air going in both beneath the bars and over the bars to burn smokeless - the noise you can just hear
(15 min) (400)
in the background probably is the auger that's putting coal up to the stokers. If you have just got the exact amount of air going in to the firebox to burn smokeless, in other words to burn efficiently because that’s what smokeless burning is, it's efficient burning, it's obvious if you open the [firebox] door you are going to upset all those conditions and you have got to get smoke. In fact as we are running now with the stokers, if we were to allow excess air to go over the top of the fire we would get smoke straight away. In point of fact that is one of our difficulties. Over the last few months Barnoldswick has become a smokeless area. Now in actual fact this made no difference to us in certain respects as industry has been running smokeless, or has been governed by rules about producing smoke, for a matter of, I’m not sure what the exact date is, but a matter of 20 or 25 years and domestic fires weren’t covered by these regulations. In other words we could be prosecuted for making black smoke whereas nobody with a domestic fire could be prosecuted for making smoke out of their house chimney. Now a few months ago Barnoldswick, or our area of Barnoldswick was made into a smokeless zone. Now this meant that the domestic fires weren’t allow to make smoke. Now nobody had really bothered about the odd bit of smoke coming out of Bancroft chimney before but as soon as the domestic fires were stopped from making smoke people began to ask questions why was Bancroft allowed to make smoke when nobody else could. Now, these stokers that we have on - the proper name for them is the Proctor wide ram unit coking stoker - now they are, in point of fact a very good stoker, they are fairly reliable, a bit heavy on spares but they are not a bad stoker at all
(450)
as long as you have got a fairly heavy load on. In other words, the efficiency of the stoker depends on the length of the fire in the firebox. Now our fire bare here are 6 ft internally, in other words the firebed itself in each tube of the boiler in 6 ft long by about 3 ft wide. Now under the conditions that we run under now - obviously with only 200 looms instead of 1000 looms and one tape instead of three tapes and less electrical load we don’t need to fire as heavy as they used to do in the old days. Now again it's obvious if you think about it, this boiler was big enough to carry the load of the shed when it was running as a 1000 loom shop so now it's severely under loaded. In other words the fires are running very light. Now with this type of stoker which has walking bars in which the bars move in such a way that they quietly move the fire down the box away from the stoker, the coal’s burning as it goes - until eventually it drops over the end of the bars into the ashpit as totally burnt clinker and ash. The efficiency of your fire depends on having your bars full right to the back of fire. In other words the coal wants complete combustion, in other words turn into clinker and ash, nothing but clinker and ash just as it reaches the back of the fire bars otherwise you get a dead patch at the back of the bars, which is thin and allows excess air through. So that what you are doing is allowing excess air into your combustion chamber, which spoils combustion condition, and it is in point of
(20 min)
fact almost impossible to run Proctor coking stokers on a light load, that is a short fire and run them smokeless. Now this is our trouble, we have realized this for a long time and well 18 months ago I pointed out to the
(500)
management that great savings could be made by altering the method of firing. Now, the easy way to do it would have been to go over from the wide ram unit coking stoker to underfired stokers. Now the underfired stoker is a different principle altogether, it is a firebrick pot inside the combustion chamber completely sealed off from the outside, and coal is forced up a tube by an auger into the pot where it is ignited by burning coal which is already there and the correct amount of air for the amount of coal that you are putting through is blown up into this pot as well. So in other words you can put the exact amount of air that you want with the exact amount of coal that you want in order to promote ideal combustion conditions in that furnace. Which means, in effect that you could run, at any level of load, smokeless. Which also means that you can run more efficiently, save coal and in point of fact if we’d fitted these underfired stokers we could have shown a saving of probably about 10%. It's worth noting that the government is aware of this sort of thing and there is at present a scheme whereby if you can show that an improvement you intend to make to your plant is going to show a saving of 10% or more on energy cost the government will give you a 25% grant towards it, and I'm sure that we could have qualified for this grant. The cost of putting these stokers in would have been, at this time about £8000, that included the stokers, the necessary brickwork and necessary electrical work. We could have put them in complete for about £8000. At the time when I put this suggestion up I was told that we hadn’t any money. Anyway early on this year, I first put this up in about 1977. Earlier this year I pointed out to them that we did have the money because we had 200 tons of coal in stock up the yard which at about £35 a ton, which is about £7000 and I pointed out to them that if we
(550)
burned the stock it would put the coal account £7000 in credit which, together with any grants or anything that we could get hold of would enable us to put these stokers in, actually for no money at all. And in point of fact if we had put them in and ordered the same amount of coal for the next year, 12 months later we would have, when I say ordered the same amount of coal, ordered the same amount that we would with the Proctor stokers. We’d finish up with brand new stokers, and our 200 ton of coal in stock again up the yard. Because we are burning about 1000 tons a year, and our savings would have been at the very least, 10%, and there you are, we could have had the stokers for nothing. But that's all water under the bridge now and we are running out for the last three months on the old Proctor Stokers, we are still making just a little trace of smoke, but I have no doubt that the smoke people will leave us alone now. And even people like that don't kick a dog when it's down, and we are certainly down. Now, we'll just walk across now into the boiler house itself. In the old days the stokers would be driven by pulleys from the shafting, in fact the shafting is still in but nowadays we run them with electric motors (sound of the stokers running). [I probably mention this again later (it's 35 years since I made this tape!) but when I ponted out that we had £7,000 sat in the yard it was news to the management and they told me to burn the stock and it became obvious that they were just realising the asset. As I told John Plummer, my firebeater, I was the biggest fool in Barlick because in effect I had closed the mill!]
(600)(25 min)
That's the sound of the stokers running. The moaning noise you can hear is hydraulic gear boxes which are driven by electric motors which move the ram which forces the coal in and the bars which go backwards and forwards. The hissing noise in the background is under fire steam which is a small quantity of steam blown through pipes under the fire bars, not as some people think to improve the draught or cool the fire bars, but simply to promote a chemical effect in the bed of burning coal which means that the clinker won't stick to the bars. It also improves the combustion of the coal. Water on coke, which is in effect what it is in there of course, produces water gas which is in itself flammable. It's a debatable point whether we should be blowing steam underneath, I’ve often thought that it's a very inefficient way of doing it, it seems to me that atomised water could do just as well. And if you work out what the steam costs you that you are blowing under the bars for a year it's fantastic. It's amazing what this is in a ½ inch pipe. This is cracked right down, but it's amazing what a ¼ inch orifice will use in a year and steam is a very valuable commodity. I don't know whether you can hear a rumbling noise in the background, I'll just walk down the side of the boiler. The boiler is separated from the shed by a 6ft wide passage and a very thick brick wall. This brick wall is the wall on which the brackets are mounted which carry the transmission shaft up the side of the mill. I'm getting down the back of the boiler here now, we are getting away from the noise of the stokers. I'm walking down the side of the economisers now which are a nest of cast iron tubes which stand in the flue at the back of the boiler and the feed water for the boiler is pumped through these tubes which of course pre-heat it and gives us a saving on the boiler. This is exactly the same principle as putting
(650)
hot water in the kettle at home, it boils quicker and you use less power.

The top of the economiser.
I’ll just turn the level up a little bit here and see if you can hear the shaft (sound of lineshaft rumbling). That low rumble is something which you can get used to working in a power driven steam mill like this, it's the sound of the vibrations from the gearing being transmitted through the wall. It's a very comforting sound in many ways because you know that if that gearing's rumbling like that your wage is going on. Of course in about three months that gearing will fall silent and no matter. There is a possibility that the engine might be used for generating electricity, if anybody buys the mill that would be the economic thing to do but one thing is certain, that the shafting will be done away with. So that noise won't be heard any more.

The boiler top.
The boiler house is a dirty place, there’s no getting away from it. It’s no good saying it isn’t because we are burning coal. Coal's dusty dirty stuff. We whitewash once a year for two reasons, one to keep it clean, and the other is that if we whitewash the settings of the boiler, the brickwork round the boiler, it does seal up a lot of little cracks and stop air leaks which again leads to more efficient combustion. We walking back now to the front of the boiler. The firebeater is often regarded as the lowest form of life in the mill next to the loom sweeper because he is generally mucky. He can’t help that but the fact is that without a good firebeater the engineer's lost. The firebeater is the start of the process, he is burning coal to make steam which powers and heats everything in the mill, it’s used for the processes, everything. A bad firebeater can soon waste half a ton of coal a day, he can make everybody else's efforts, economic production, just
(700)
absolutely useless. This fact has never been realised at Bancroft. The firebeater has never been paid a wage which measures up with his responsibilities. It should also be said that he is working with something which is very, very dangerous. A Lancashire boiler is in effect, a tank 9 ft across and 30 ft long with about 6000 gallons of superheated water in it and steam at anything up to160 lbs pressure. A boiler is in effect a big bomb. In the old days they used to say that in a boiler this size running at 140psi there was enough energy to lift the boiler and its contents 7000 ft into the air. Which isn’t a bad way of describing the power that’s locked up in there. You realise this when you blow the boiler off, in other words let the steam off it when you are going to do any maintenance. The noise is fantastic, a 3” pipe blowing steam at 140psi directly into the atmosphere is in many ways a frightening thing. And when you come to consider it takes about 20 minutes to blow off, if you imagine all that energy being released in a matter of a fraction of a second, if the casing of the boiler ever fractured or there was an accident, it gives you some idea of the destruction and damage that can be caused. Anyway, we'll go out of the boiler house now and back into the engine house. The boiler house is of course right next to the engine house. This is deliberate, the shorter the steam pipe to the engine, the better. As a matter of interest at Bancroft Shed we always considered that they were working under difficulties here. For some reason I don’t know what it was, I think that there was perhaps bad bearing ground next to the engine house. Because the boiler house should have been built the opposite way around to what it is. It should have been built so that the back of the boiler was as close to the engine house as possible in order to keep the pipe short, the steam pipe to the engine short. But in fact they built it the other way and there are certain indications in the warehouse and in the bottom of the bunker that there is perhaps some form of spring water coming up or something like that which would have made it dangerous to site a boiler over
(750)
it. Because obviously a boiler on brick settings, you want it on firm ground. And I think they realised this when they built it and that's why the boiler house is built as it is. It’s actually detached from the engine house. The engine house itself is a beautiful building built of dressed stone with rubble face, sawn lintels, big windows down either side and a very big window at the end. In the cellar the engine beds are absolutely solid. Of course they have got to be. I have heard it said that the engine house actually costs more than the engine but in fact this isn't true from our own researches in Barnoldswick. We have found out that this wasn’t actually true. It was amazing how cheaply an engine house could be built. It seems that labour was so cheap in those days and that materials could be bought cheaply because of course that was locally cut and dressed stone. The mortar of which they were built was local lime ground up with ashes from the local mills and everything was obtainable locally and there was plenty of cheap labour and it meant that the actual fabric of the building was one of the cheapest things to put up. The engine of course had to be bought from away and installed, even in those days fairly skilled men and of course that was more expensive. So now we'll have a walk down into the
(35 min) (800)
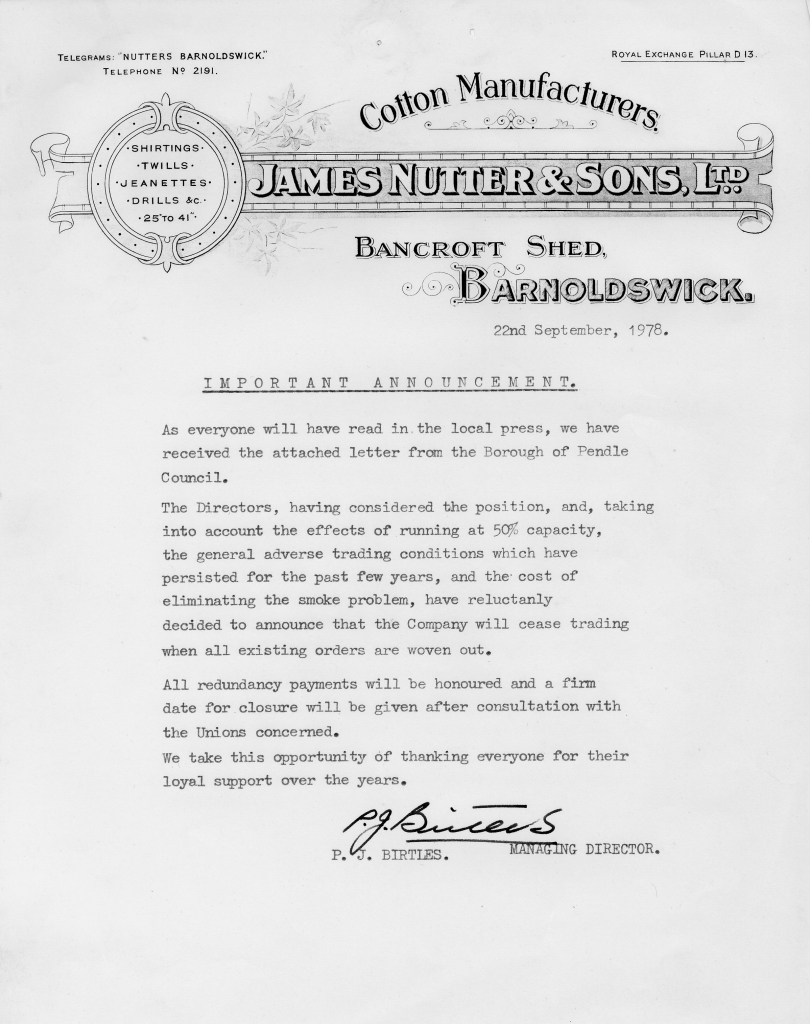
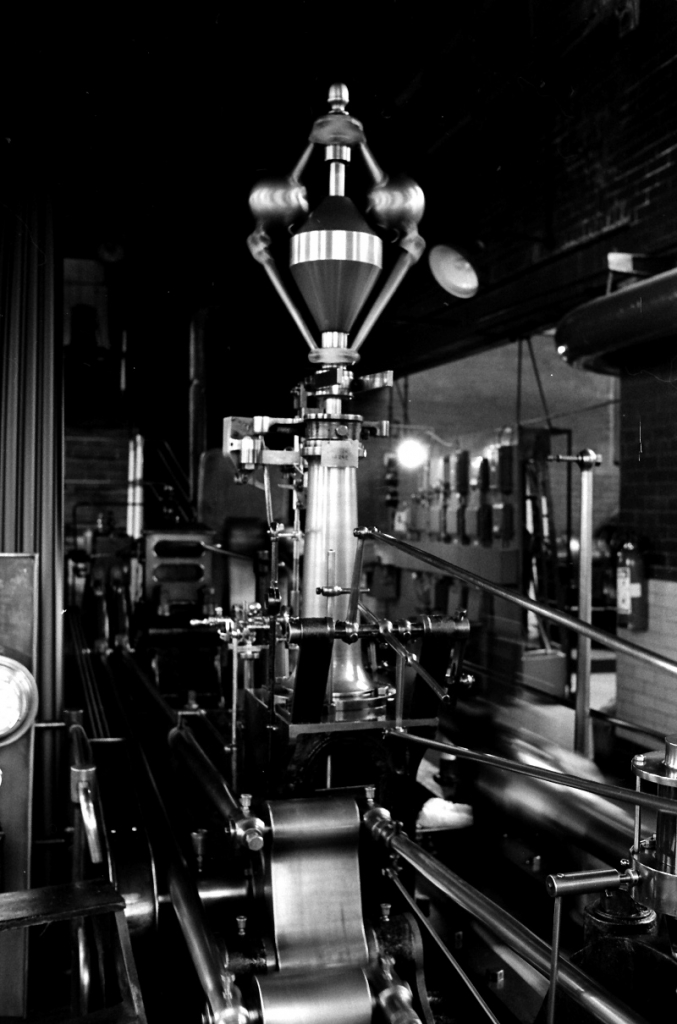
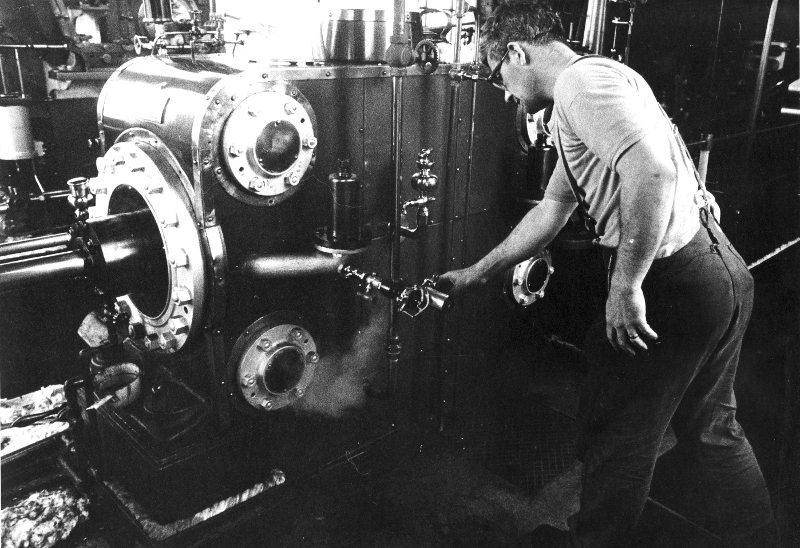
cellar. The cellar is where the pumps live. There are three pumps, the largest sits right in front of you as you come through the cellar door.

The air pump.
Now this pump is the condenser pump or air pump. Now I’ll just let you have a listen to him (sound of pump working). You’ll notice that that pump is moving at about the same beat, about the same speed as the engine. The reason for that is that it is driven directly off the tail slide of the low pressure cylinder. It is pumping water out of the dam and as it pulls it out of the dam it drags it through the jet condenser. Now the jet condenser is a conical shaped vessel with a ring of holes in the top that the water sprays through so filling it with a spray of cold water, and into the jet condenser the exhaust pipe of the low pressure cylinder enters at the top. Now the effect is that the steam from the engine meets the cold water in the jet condenser, it is condensed, forms a vacuum and the condensed water, condensed steam, the condensing water and any air present which has been released in the boiler or got in through leaks in the engine, on the vacuum side is dragged out of the bottom with the water as it comes through from the dam. It then runs back to the dam and we just circulate it over and over again. The idea of this is to give us a vacuum on the back end of the engine. This vacuum is about 25 inches of mercury in our case which is about –10psi which in fact gives us 10psi of steam free. It has exactly the same effect as raising the pressure of steam at the high pressure side of the engine by 10psi and makes the engine more economical. This was actually James Watt’s greatest contribution to the steam engine I always say. The outside condenser. I should say that the air pump at Bancroft is one of Roberts’s own air pumps and it was always reckoned that they are the worst bloody air pumps in the world. It’s got just about everything wrong with it that an air pump could have. And, it really does need looking after. Without going into the technicalities too much the reason why it in so bad is that the designer tried one or two innovations in the hope that he could improve the air pump because the air pump always was a source of trouble. Unfortunately he had the wrong bloody ideas altogether and he finished up making it worse. The best air pump ever invented actually was the Edwards which - I shan't go into the details of it now, but the piston
(850)
itself had no valves in it. It was just a cone which went into a seating and actually squirted the water through the pump. It were a very efficient, quiet, trouble free pump and it was recommended in about 1930 that this air pump be taken out of Bancroft and that an Edwards be put in in its place but nobody ever got on with it, it was never done. Which is a shame really because the increased efficiency they would have got out of the engine would have more than paid for the pump in the first two or three years. And for ever after that it would have been running at a profit. But there you are, the management didn't feel they could spend the money.

The jet condenser behind the air pump.
Now we’ll have a walk down the side of the engine bed now and you'll hear a high pitched noise in the background. (sound of the Pearn pump). Now that noise
(40 min)
is the sound of the Pearn pump. That’s Frank Pearn’s from Manchester. Which is pumping water up round the economiser. The water is drawn from the hot well, which is kept topped up with the condensate water out of the air pump, it's then forced up a pipe through the nest of cast iron tubes in the flue - the economiser behind the boiler - and then returned back down to the cellar where another pump actually forces it into the boiler. That's the pump that's just started up. This pump is controlled by a float switch and you'll hear in a second or two it'll knock off by itself. The flow of water through the economiser and hence to the boiler is controlled by a by-pass on the Pearn pump which just by-passes water from the delivery side to the intake side. And that's the other pump stopped, the big feed pump, and by a simple adjustment of a valve on the by-pass you can vary the amount of water going to the boiler from
(900)
almost nothing to full bore.
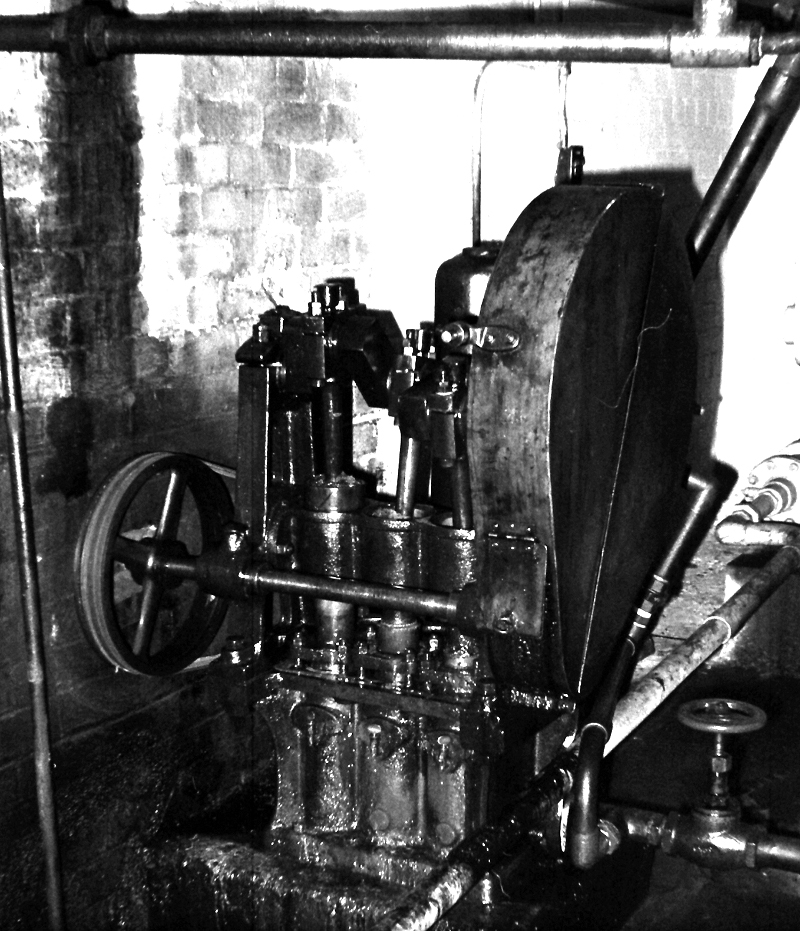
The Pearn feed pump.
We do have one more pump in the cellar but this isn't running at the moment. This is the Weir steam pump. The Weir is a very good pump, it’s still almost the standard pump in emergency applications, stand by applications. We only use it now if we have an emergency, if all the electric power goes off or a fuse blows, anything like that. What it means is that, as long as there is steam in the boiler we have a means of putting water into that boiler and when you consider that the biggest danger with a boiler is running with low water you can see how important this is.
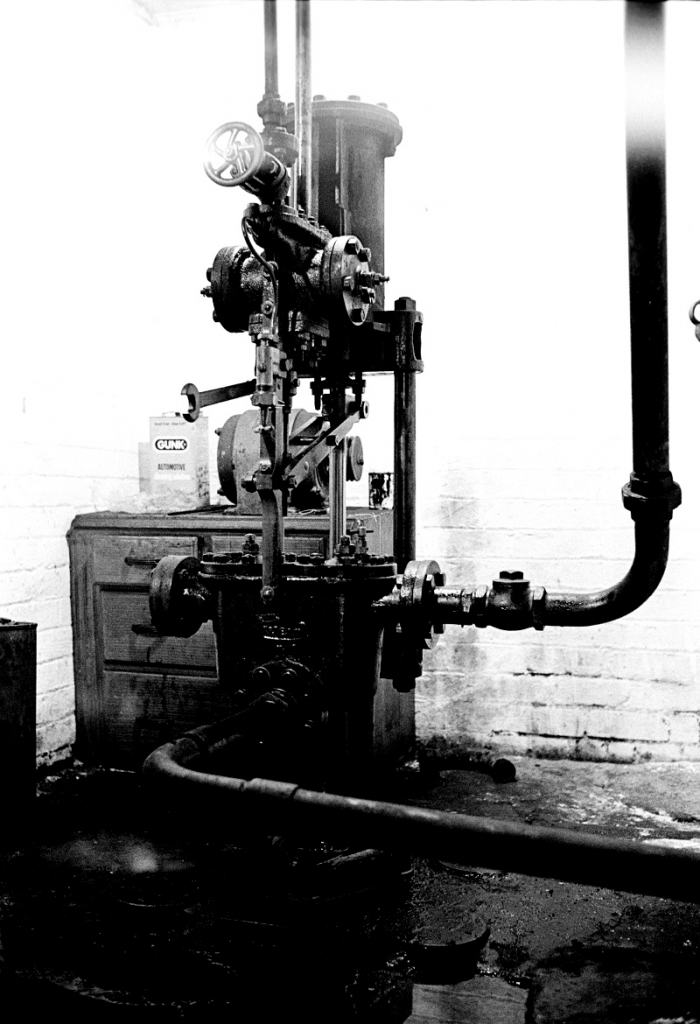
The Weir steam pump in Bancroft cellar.
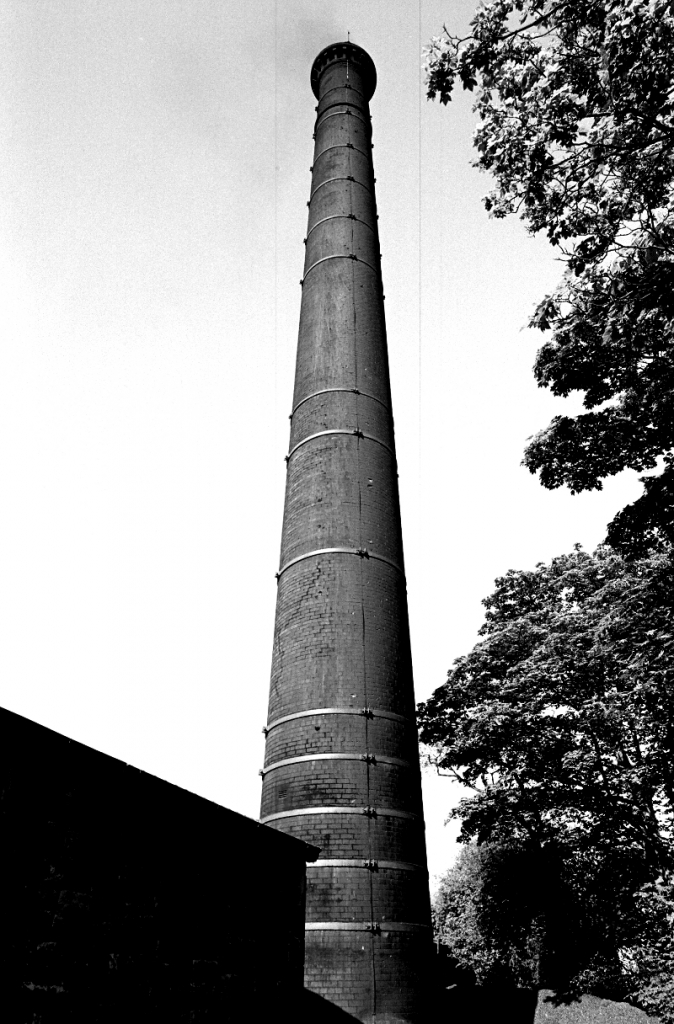
Bancroft chimney in 1978. Just a nice feather of light smoke.
Well we are out of the cellar again now, back in the boiler house yard. That's just a short trip round the boiler and the cellar. Of course the other item of interest in the boiler house yard is the chimney. It's a brick chimney, iron banded, approximately 135ft, about 12ft overall diameter at the bottom, about 8ft at the top. The usual taper on a chimney, or batter as they call it, was an inch in three foot. I think this one is probably about that. This is what they call a buttress chimney, in other words the construction is an outer skin of brickwork about three or four bricks thick, a cavity which is split up by buttresses running up inside then another skin of brickwork about two or three bricks thick and then another small cavity, and then the inside liner of firebrick which runs up about the first 30 ft of the chimney. The liner is to protect the bottom of the chimney from excess heat when you are firing hard because otherwise that would crack it. The chimney is made of special bricks, which are made circular with a circular face so that you get a nice smooth cylinder. The way to look after the chimney is to get the steeple-jacks in once a year, I say once a year, that's a mistake, once every 5 years probably to examine the chimney and cover it with boiled linseed oil, give it a coating of boiled linseed-oil. This chimney at Bancroft was done last I think about 6 years ago, 7 years ago. I think about 1971 but I am not absolutely certain of that because the engineer before me didn't keep very accurate records. I think he probably thought the place was on the verge of closing
(950)(45 min)
down and there wasn't much point doing it. And I can sympathise with him because we have been in that position for years. The chimney tapers up for about the first 110 ft to what is known as the string course, which is usually shown by a ring of masonry round the chimney, above that the brickwork is parallel up to the cantilever blocks or buttress blocks, which support the oversail or oversailer which is a rim which runs round just below the top of the chimney. From there on up to the top it's usually called the drum, and that leads right up to the actual top of the chimney. At the top is mounted the air terminal which is a copper rod with three or four points on the top. This is connected by a ¼” thick by 1 ½ “ wide copper strip right the way down the chimney into the ground down to either an old copper vessel or a grid of copper in the ground at the bottom. This is of course the lightning conductor and protects the chimney against any damage by lightning. There is something quite magnificent about mill chimneys, I don’t know what it is. Of course there is the old thing about phallic symbols but they are marvellous things. Nowadays they are finishing, they are going out rapidly. They were built up to 400 ft tall brick chimneys, in incredibly short spaces of time. As I say they are finished now, they are being felled and tin things put up in their place. And there again it’s very sad, I suppose the basic truth is that I'm very old fashioned. I like the old things, but there’s something grand about a good brick built chimney with a bit of ornament on top of it. And I am afraid I can’t find much to go overboard about in one of the new steel chimneys. Well, I seem to have made a pretty good job of judging this tape, we are just about reaching the end so we'll finish now and do the engine and the weaving shed - not necessarily in that order on the other side of this tape.

The engine house porch with the mirror that enabled the firebeater to see the chimney top from the firing floor so he could check his smoke.
SCG/03 September 2003
6,195 words.
LANCASHIRE TEXTILE PROJECT
TAPE 78/AI/02
THIS TAPE HAS BEEN RECORDED ON SEPTEMBER 21ST 1978IN THE ENGINE HOUSE AT BANCROFT SHED WHILE THE ENGINE IS RUNNING ON A NORMAL WORKING DAY. THE INFORMANT IS STANLEY GRAHAM WHO IS THE ENGINEER AT THE MILL.
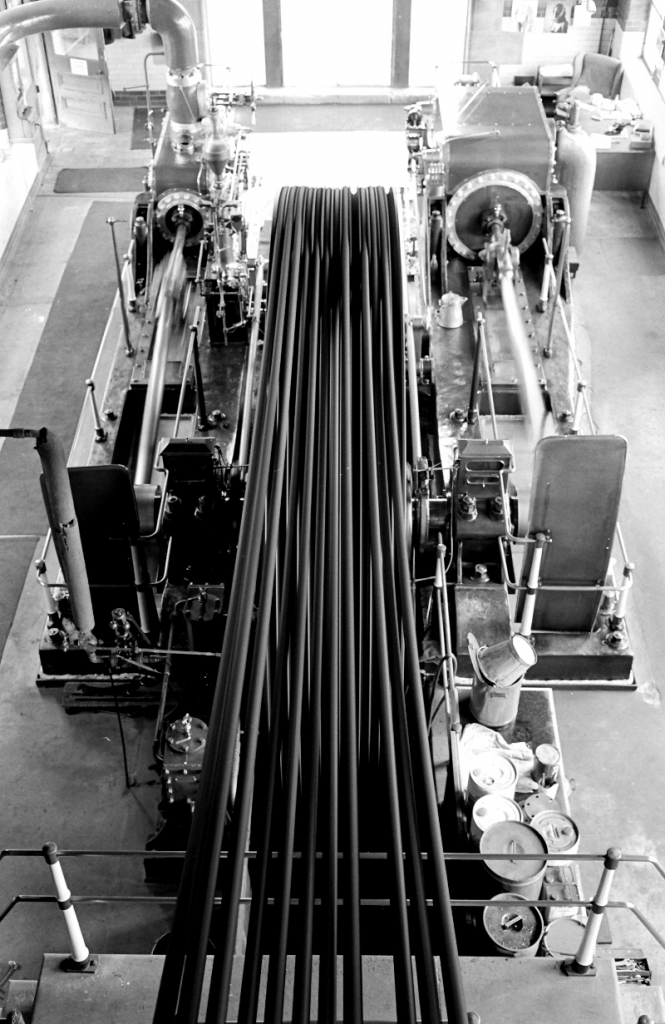
An overall view of the engine from the gantry that carried the travelling crane. And yes, the engine's running and I shouldn't have been up there....
It seems logical to start at the beginning where the power came from. In the background of course you'll be able to hear the engine running away, well not running away, that is a dirty word in an engine house. Running away is when an engine runs out of control. I hasten to add that we are completely in control. I’m standing in front of the big window at the end of the engine house looking down towards the flywheel and the engine. The engine house is approximately 25 ft wide and 80ft long, with a high building, the windows themselves are probably 18 ft, 15 to 18 ft
(50)
to the top of the windows, and then of course the ceiling beyond that. The actual roof of the building is supported on steel trusses and is grey slates boarded underneath, and actually I think this roof will be double boarded, and the inside skin of boards is varnished. It’s almost like a chapel or church roof. The idea of course was to prevent condensation in the roof from the moist atmosphere in the engine house.
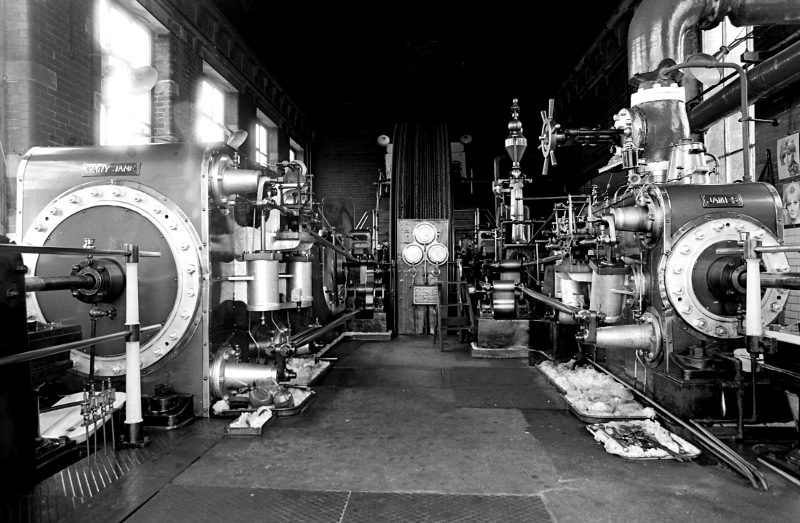
The engine in 1978.
Looking down the engine house, directly in front of you are the gauges, pressure, vacuum and compound gauges and the flywheel.
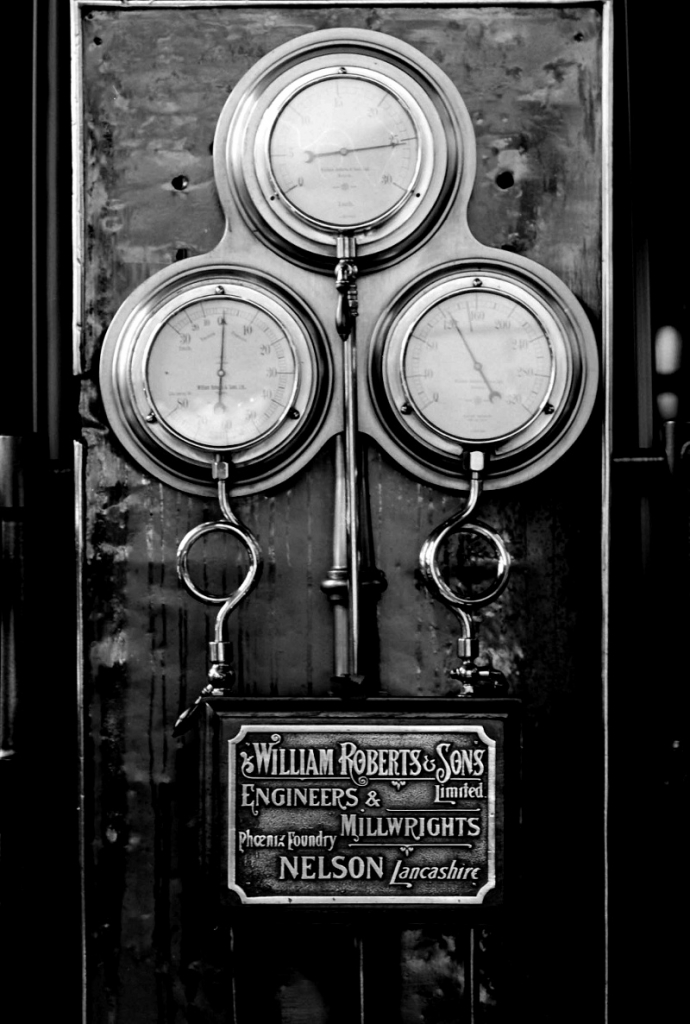
The gauges with the engine running on a normal day in 1977. Left to right, the compound gauge is showing slight pressure on the LP side, The vacuum gauge is at just over 25" of mercury and the pressure gauge is showing just over 120psi.
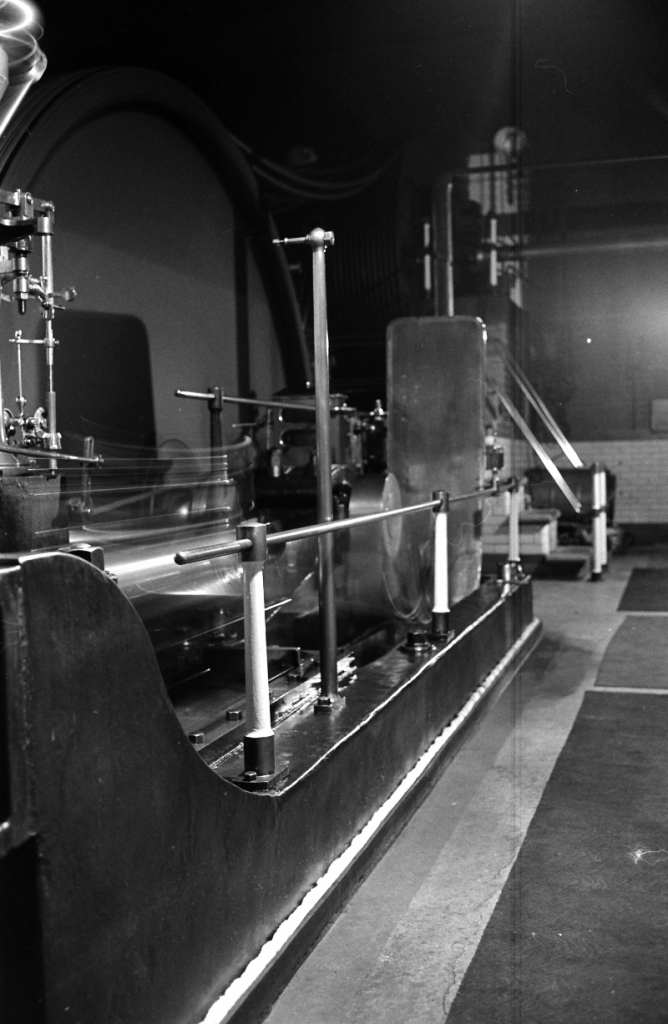
On the right hand side of the flywheel is the high pressure side, on the left the low pressure side. The two cylinders stand one on either side, obviously, about 10 ft from me, James the high pressure and Mary Jane the low pressure. Two tail slides support the ends of the piston rods, the right-hand one is plain on the high pressure side, the left-hand one carries the linkage which drives the bell crank which drives, in turn the air pump in the cellar, which we have
(100)
been down to have a look at. The lubricators that you can see by the railings of the low pressure slide, four on this side and of course four on the other side, are the drip feed lubricators which supply oil to the joints in the bell crank linkage and the bearings on the air pump. On the inside face of both cylinders is a complicated arrangement of levers, linkages and rods, this is the valve gear, Dobson block motion operating cylindrical valves with Corliss gear on them. A lot of people talk about Corliss valves, in point of fact there is really no such thing as a Corliss valve. A Corliss engine is an engine with cylindrical valves, and the valves are controlled by Corliss gear which is a method of closing the valve quickly and accurately. This is effected by a large spring which in held in a dashpot, when the valve opens it puts tension on the spring, when the valve gear reaches a certain point the catch is lifted which leaves go of the rod and allows the spring to snap the valve shut. That is the beauty of Corliss valves, they have
(150)(5 min)
a very quick and positive action. In fact on this engine at Bancroft we have got the original valve springs in which have been in since 1921 and it's doubtful whether the low pressure in particular, is much more efficient than a slide valve now because the springs are weakened and they don't snap the valve shut very quickly. The valve gear on the right hand side, the high pressure, is controlled by the governor which stands in between the high pressure cylinder and the flywheel. The governor is driven by three ropes down the right hand side of the flywheel from a pulley on the fly shaft to a pulley at the bottom of the governor. From there the motion is transmitted by a system of gears to the column through the middle and the governor, bob weights and shaft turn in exactly the same proportion to the speed of the flywheel shaft.
The Lumb governor with the engine running normally.
We might as well get it over with, the old joke about the governor in that as the speed rises the governor's balls fly outwards. For some reason this always seems to amuse the ladies. The action of the governor is self evident, that as the speed rises the balls are pulled outwards by centrifugal or rather centripetal force. As I understand it centripetal is the force which pulls
(200)
them out and centrifugal is the force which tends to hold them in - and there again I might be wrong. Anyway they are thrown out by the force and as they throw, as they try to fly out, they lift a linkage up which raises a bob weight in the middle which is just a way of counterbalancing the power in the balls, and as the bob weight moves up and down it moves the linkage which connects the governor to the valves. The net result is that as the engine speeds up the governor closes the valves down and as the engine slows down the governor opens the valves up thus keeping it at a constant speed. There is also the Wilby speed regulator which takes care of any large drop in load, but that’s really wrong. The Wilby speed regulator is a way of improving the action of the governor. If there was no speed regulator on, the governor would have to control the valves over the full extent of the travel which would mean that a very small movement on the governor would mean a proportionally large movement on the valves. This would mean that the governor was very sensitive and this is a bad thing in a governor as it leads to what we call hunting. In other words the governor overcorrecting one way or the other all the time, it can't settle down to a steady level.

The Wilby speed regulator.
(250)
The speed regulator gets over this difficulty by allowing you to build the governor in such a way that it only controls a very narrow range of the actual valve travel, thus making that governor very steady. Of course this means that if the fluctuation of load on the engine extends beyond the range which the governor can cope with, the governor just can't manage it. Now this is catered for by the speed regulator. In effect the speed regulator alters the length of the linkage rods between the governor and the valve gear. Now this means that the governor controls a fairly narrow range of the engine speed, of the valve openings, and the speed regulator moves that range up and down the total power range of the engine. The total load range of the engine. So that what you have is a very steady governor working on a small range of the valve travel and the speed regulator alters the position of that range in relation to the overall range of the engine power as and when it’s needed during the day. This means that in the case of any sudden load on the engine or sudden cessation of load due to a shaft breaking or perhaps the governor ropes breaking, something like that, it means that the governor can't cope, so there is a safety gear fitted. The safety gear consists of a peg which, if there is a sudden violent fluctuation
(300)(10 min)
of the governor one way or the other, up or down, it breaks the linkage in the actual governor linkage. Which means in effect that the governor rods drop to the bottom, no matter what the governor's doing the rod drops to the bottom and both steam valves on the high pressure are shut or to be more accurate they shut and they are not opened again. This means that no steam is going to the engine, the engine slows down obviously because there is no power. This safety gear is controlled by a system of buttons in the mill and in the shed similar to a fire alarm but all you do is break the glass and the switch flies open, breaks the circuit and a hammer drops and knocks out the safety peg. This is a fail safe device because the solenoid which holds the hammer up is powered by the supply of electricity that comes through these buttons from the mill. If the supply of electricity to these, this safety gear ever failed, the hammer would automatically drop and the engine would stop so it's a fail safe mechanism. If there is any malfunction in the safety gear itself the engine will stop. In fact it isn’t a very efficient way of stopping an engine. An engine is like a train, it's a large mass of weight moving. The flywheel will probably weigh something in the order of 30 tons and it's moving at 68 revolutions a minute. There is something like 300 tons of shafting in the shed
(350)
all moving. It's impossible to stop it immediately. And so, even if somebody presses a button in the mill it'll be at least three or four minutes before the engine stops which would be a long time if you were caught up in a shaft and being dragged round by it. There is one other way of speeding up the stopping of the engine and that is by having a vacuum breaker as well. In other words, when the safety gear itself is tripped, it opens a large valve on the engine which allows air to rush in and break the vacuum on the low pressure cylinder. Because even when the steam's turned off, for a minute or so there is enough vacuum in the system to keep this engine running. And, in point of fact this engine has not got a vacuum breaker on and never has had. I can’t really understand why, I should have thought that every engine would have had one on. But anyway this one hasn't got one and we have never felt the need for it thank God.
The high pressure side of the engine.
We'll have a walk down the side of the high pressure cylinder now, that’s the engine house door, back side of the cylinder and alongside the high pressure crosshead and connecting rod, the high pressure crank turning the flywheel. One interesting thing about the lubrication of the crankpin, this is lubricated by what we call a banjo oiler.
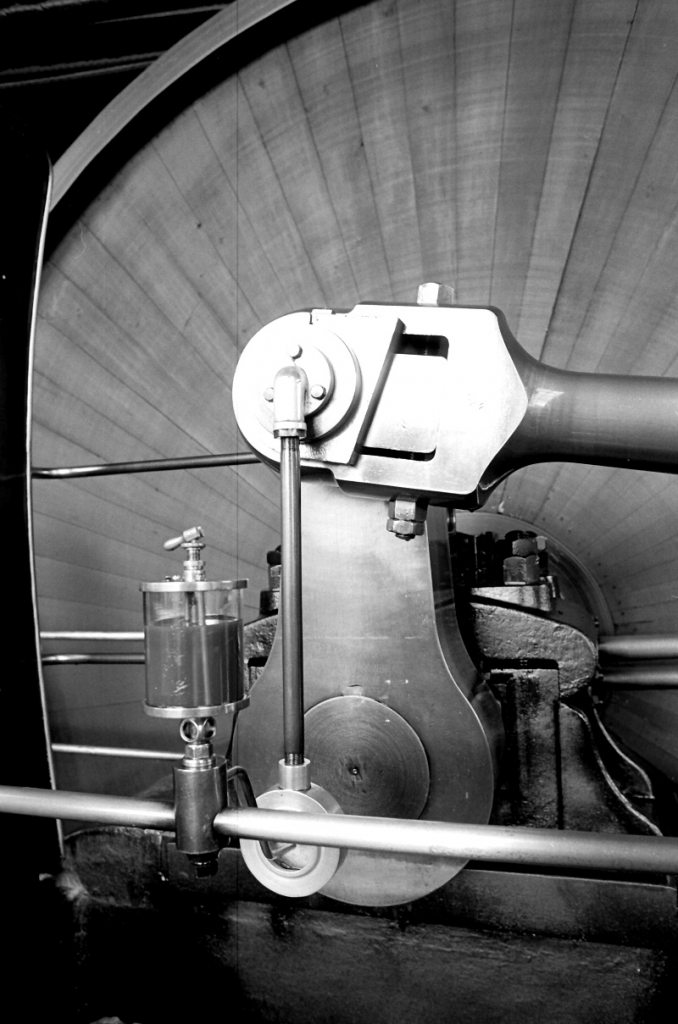
The banjo oiler on the low pressure side but exactly the same on the high pressure crank.
It’s one of these ideas which is so bloody simple that you wonder why it wasn’t thought of hundreds of years since. A pipe is fixed to the crankpin and runs down the centre line of the crank until it reaches the centre line of the shaft. On the end of this pipe is mounted what can best be described as a shallow cup lay on its side.
(400)
Any oil dropped into this cup can run down the pipe into the crankpin. Now we have a drip feed lubricator mounted on the rail at the side dropping oil through a pipe into this cup. Now remember that the crankpin is revolving at 68 revs a minute, the shallow cup is on the centre line of the shaft, and so it doesn't actually move, it just rotates and any oil that's dropped into that cup is thrown outwards by centrifugal force up to the crankpin. It works its way through the bearing, out on to the drip trays and runs down into the cellar and we collect it there and use it again. So simple, so efficient and trouble free. Having said that, one of the bloody lubricators will bung up and we'll have a hot pin! Just to the right of the high pressure crank is the distribution board which is controlling the electricity which is being generated by the alternator which is the roaring noise you can hear in the background now (sound of the alternator working)

The distributor board and switchgear.
(15 min)
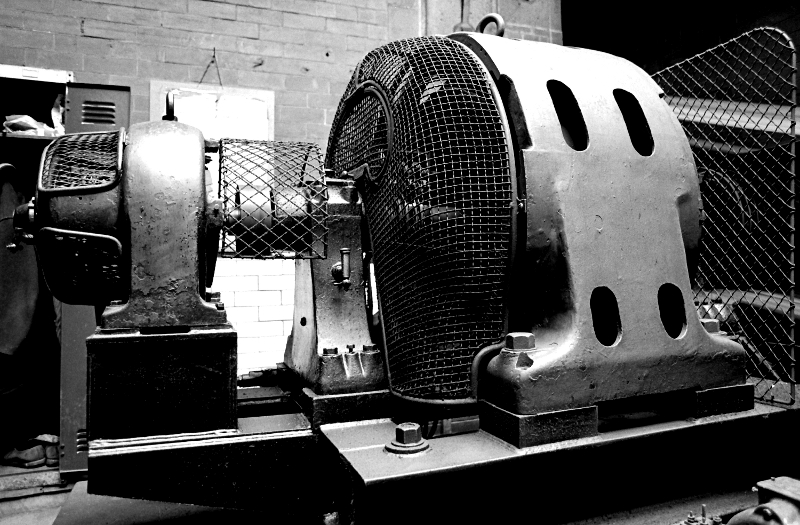
The alternator.
This is a highly important and most uninteresting piece of machinery. All the alternator is, it just looks like a very large electric motor and the only noise it makes is a roaring noise by virtue of the cooling air which is being blown round it. Nothing dramatic happening but it’s actually one of the most important pieces of machinery in the mill
(450)
because that is providing all the electric power that we use. In other words anything that isn’t driven directly off the shaft in this mill is driven by electricity generated by that alternator. It’s a 125 KvA alternator making electricity at exactly the same standard as towns electricity, mains electricity, 440 volts, 3 phase, 50 cycles. Once we start the engine in the morning we switch that alternator in and run on that for the rest of the day, we don’t take any power in from the mains.

The flywheel.
The flywheel itself has 13 grooves turned in the outside of it. In these grooves run 13 ropes, that's actually a lie because we have only got 11 on, two of the ropes broke sometime ago. These ropes are cotton ropes, they look black because they are covered with tallow and graphite which lubricates them. Good cotton rope drives will last, well it won’t last forever but some of these ropes could have been on 40 and 50 years. The ropes are driven off the flywheel itself, which is about 16 ft in diameter, up to the second motion shaft. The second motion pulley is about 10 ft in diameter.

The second motion shaft.
Now this has the effect of raising the revolutions on the actual line shaft itself which runs from the second motion shaft right the way up the mill and powers everything in the mill. The engine is running at 68 revolutions a minute, the second motion shaft runs at about 150 revolutions a minute. Now it's important to remember that everything is driven off that shaft. The first thing which is driven off it is the alternator by means of a large pulley and a counter drive and then after that everything is driven off by gearing, cross shafts and leather belts. If we walk up to the top of the engine house and just put our head through the door we find that we are stood at the end of the warehouse.
(500)

The warehouse.
The sound you hear in the background here is the sound of the gearing because on the other side of the wall that we are stood beside, is the boiler house and the weaving shed lies behind the warehouse wall which I face indirectly opposite to the engine house door. The warehouse is a fairly quiet place because there is no heavy machinery in here apart from the shaft running across this end and of course the clothlooking machines at the top end. The warehouse at Bancroft is, to put it bluntly, a bloody mess. There are weft boxes and skips stacked in here which belong to firms which went defunct 20 years since and there is no possibility of them ever going back to their owners. We have wanted to have a clear out for a long while but I don't know, the management doesn't seem to like the idea of burning weft boxes. [I asked Sidney Nutter about this and it transpired that the redundant skips and boxes from mills long since closed down were still on the Nutter books as an asset and if they were written off would adversely affect the balance sheet] The construction of the warehouse is cast iron pillars, cast iron cross girders and a wooden floor, all highly flammable. The warehouse in a cotton weaving shed is probably one of the most flammable places in the world apart from an actual oil refinery. We shall walk up now, through the warehouse and through the shed door and have a look at the weaving shed and the line shaft.
(20 min) (550)
(Noise in the weaving shed)

Part of the large weaving shed.
As you probably realise, we are now in the weaving shed. The noise level is very high and I’m going to walk across now and stand underneath the line shaft, then I'll walk slowly up it and you'll hear the shafting (sound of shafting at work). We are up at the top end of the shed now and I'm walking away from the line shaft. I don't think there is a lot of point doing a lot of talking in here because nobody will be able to tell what I'm saying anyway but the sort of noise you are listening to, and you’ll hear in the background now, is nothing compared with what it was like when this shed was full up with looms. Remember there are probably about 200 looms running, in those days there was over 1000. So what I’ll do, I’ll walk out now down past where the looms are running and you’ll be able to hear the sound of looms running which is a different noise entirely from the line shaft. Where the line shaft's more of a roar, looms are a continuous clatter.
The lineshaft from the engine mounted on the shed wall and driving the cross shafts through bevel gears.
(600)
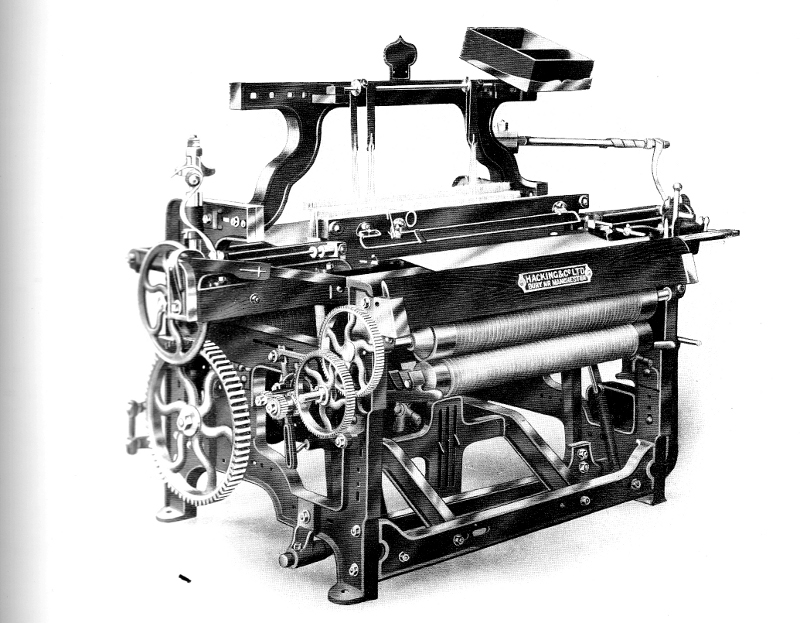
A picture of a plain Lancashire loom from an old catalogue. This gives a much clearer oicture of what one looks like.
And most of the noise comes from the fact that the picking stick is knocking the shuttle backwards and forwards. We'll walk out of the shed now, and I'll talk more about the construction of the shed outside, but we'll go down through the looms which are running (sound of the looms at work).
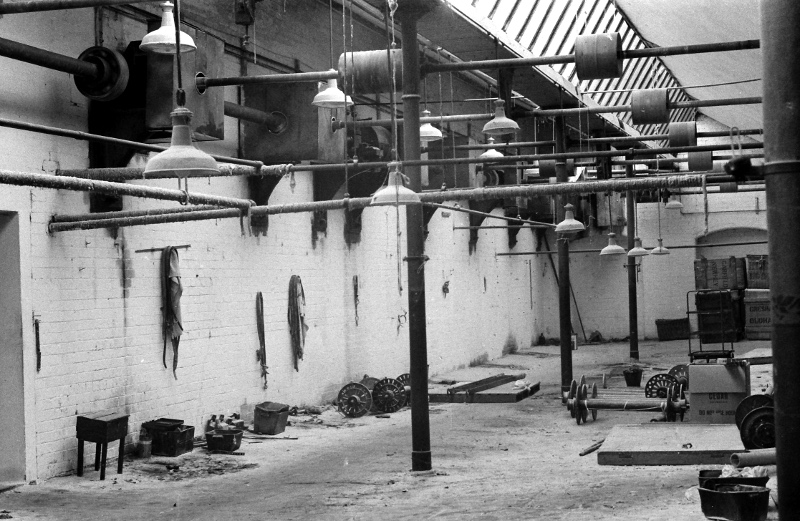
Well, there you are, that's what a weaving shed sounds like. Well we are back in a sensible place now, out on the engine house steps. You probably wonder from listening to that noise in there how anybody could work in conditions like that. Well I’ll make you wonder even more for a bit. What you can’t realise from the sound recording is that the floor is stone, stone flags, they are sunk, they are pitted, broken, uneven, terrible conditions. It's almost impossible to wheel a truck over them.

The weaving shed in 1977 when it was working. Dirt everywhere, uneven fllors and of course hard work and noise. It makes you wonder how the weavers could stand it but they loved the place.
(650)(25 min)
Everything's covered with a white dust from the size and the yarn from the weaving operation, the lights, all the pillars, the disused looms, it looks like snow. There*s rubbish all over the bloody place. In a well kept shed this rubbish would be swept up but, as you probably gathered, we are not a well kept shed, these things have been neglected for years and years and the accumulation of fly as we call it, this white dust, is just amazing. In places it's like, oh on some looms there is easily an inch, an inch and a half of what looks like snow from a distance, on top of the looms.
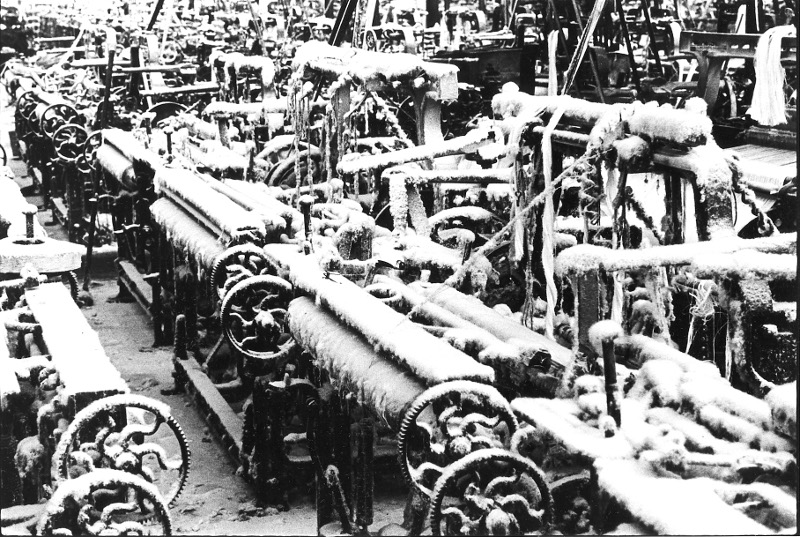
One would think that this would probably be an unhealthy thing, I don’t know but I don’t really think that fly is, in the quantities that it’s about in a weaving shed - is all that unhealthy actually. Because there doesn’t seem to be a lot of bronchial ailments. Of course I'm probably not the person to comment on that. It's amazing how people can get used to that noise. The weavers themselves over the years have developed a system that they call ‘mee-mawing’ and it's lip-reading really, they talk to each other with exaggerated lip movements. And I don't know whether you heard as I was walking down the looms there was one noise, it sounded like an owl hooting, and a sort of a ‘yoo-hoo’. Well that's the way the weavers shout to each other to attract each other's attention. They either wave or they make a sort of a hooting noise and that seems to carry above the noise of the looms. Once they have established eye contact they'll start talking to each other across a space of probably, oh, 25 ft, 30 ft, something like that, no bother at all, and they can understand what each other's saying. As I say, that's usually called mee-mawing. You can generally tell somebody that's worked in the mill a long while because the exaggerated lip movements are carried on in normal speech and you’ll find people who talk, and you’ll notice that their lips seem to move far more than other people's. Well, if you meet somebody like that you can bet a bloody pound that they worked in a weaving shed.

Weavers having a conversation while the shed was running. Mostly done ny lip reading.
(700)
I have been heard to say that weaving is probably the second oldest profession. Originally meant as a bit of a joke, I have come to realise that there is probably a lot more truth in that than meets the eye. The weaving industry was founded on the fact that the weavers were there before the industry was. In other words, there was a tradition of hand-loom weaving in the valleys of north-east Lancashire long before the power-loom was even invented. In some families this can go back, well I don’t know how many generations, you can pick your own figure nearly, because I mean, people have been weaving for literally hundreds and hundreds of years. And there does seem to be a very deeply ingrained tradition and this leads to the fact that people can be very happy in a weaving shed. It's amazing when you stop to consider the conditions. I don’t think I have ever seen a happier work-place than the weaving shed at Bancroft Shed, and I mean that quite sincerely. I have thought a lot about this and I can't ever remember anywhere where it has been happier. I've seen places that were probably as happy but never better. There is a very good atmosphere in there and I often think that one of the things is probably that the workers can see an end product for their work, they can see the cloth rolling off the loom. It’s a satisfying thing somehow to actually make something yourself. This doesn't mean to say that the weavers never have any complaints. I mean, the weavers, like any other body of workers, are noted for the fact that they do complain and quite often justifiably. For people in the future who are listening to this, just think about this, it's possible in September 1978 for a person to work 40 hours in that shed and come out with a take home wage of less than £40. And this is something which people even nowadays, many people particularly from the south of England or from the Midlands find very hard to understand. It's even harder to understand when you realize that a mile down the road Rolls Royce'll pay a woman £55 for sweeping up. It makes you wonder why people stick to the shed. As I say, the only explanation that I can give
(750)(30 min)
is the tradition of weaving, the fact that they have the skill, the fact that they like weaving, the fact that probably their friends are weaving as well. And I mean, people do like to congregate together, and just the fact that it is a satisfying job. Another thing which probably has a bearing on it is that a lot of the people that weave here live within 300 yards of the mill, which I should think anybody that's commuting into London and spending three hours on the train every day would say it was a great advantage. The looms themselves are probably nearly all over 100 years old. It’s doubtful whether many would be bought new when Bancroft was built, remember that Bancroft was first built and commissioned in 1921, and this was after the big boom which followed the first world war cracked. Apart from the fact that Nutters, who moved into this shed, were already weaving in other sheds in the town and would shift their own looms up here, there would be plenty of second-hand looms about in good order in those days. So it's doubtful if many new looms came into here. So in effect you can say that most of the machinery in that shed is probably antique, a hundred years old. All the looms are driven from the cross shafts by leather belting. There is a fast and loose pulley on each loom, and power is delivered from the engine through the transmission shafting to the loom by leather belts. The weaver's main job is what we call ‘shuttling’. That’s keeping the shuttle full and running and taking ends up. Now taking an end up is repairing an end in the warp when it goes down. It is said to have gone down when it breaks. So if you have an end down in a warp, meaning you have got a broken end and that has to be repaired or there is a mark in the cloth and basically, that’s a weaver's job. Of course, there is a tremendous lot of skill to it, and one of the big troubles about weaving is that it has never been recognized as the skilled job which it undoubtedly is.
(800)
Up to 1939, the outbreak of the second world war there were plenty of weavers about and there was no need for anybody to pamper them, or even pay them a decent wage to get them to work. It was the only job there was, there were plenty of them about and nobody had any trouble. During the war they were very scarce and manufacturers began to realise how valuable weavers were. But after the war - as you'll have gathered from the other tapes - the consensus of opinion among the people that should know, people like Jim Pollard and men like that, is that that was where the big mistake was made and the weavers weren't retrained. When I say retrained, new weavers weren't trained properly, they were put on to looms in three weeks in some cases and a lot of the old skills gradually died out as the old people died. Anyway, I'm not going to encroach an Jim’s subject about weaving. I’ll talk now about the construction of the shed. Bancroft Shed is what is known as a girder shed. The main components of the structure are the walls, cast iron pillars and continuous cast iron girder gutters. Now in other words the gutter between the typical saw tooth north lights. The valley gutters are the structural members which support the roof of the shed. They in turn are supported by cast iron pillars which stand about 10 ft apart one way and 15 ft down the run of the gutter. It's a very good construction, very sound construction, the roof is slated on the south light, and glass on the north light and Bancroft Shed is one of the few sheds which is a true north light shed. In other words the sun never shines into it except during the very middle of summer, perhaps about 8 o'clock at night some sun comes in through the glass. But otherwise, the sun never shines in, you get a good diffused north light all day. It's actually a perfect artist's studio and this of course is what you want for weaving, good even light. The shed can get very hot during summer for this reason so at the beginning of June each year we whitewash the roof. When I say we white-wash the roof, we should actually white-wash the slates and the glass but being Bancroft we can't afford that, all we do is white-wash the glass.

Whitewashing the shed roof North light windows
(850)(35 min)
The idea is to stop some of the heat being transmitted in from the sun and by reflection off the slates. The sun doesn’t actually shine straight in [because Bancroft is a true north light shed roof] but a tremendous lot of heat is reflected in through the glass off the slates of the shed roof. I can vouch from personal experience that the slates on the shed roof can get that hot you daren’t bear your hand on them during summer. A grey matt surface will absorb heat very well. One of the main features, which strikes everybody when they go into the shed, apart from the noise, even if the shed is stopped, is the fact that it is very nearly monochrome, there is very little colour in a weaving shed. Whitewashed walls, grey iron, black cast iron, white cotton, white dust. Virtually the only colour is the brown of the healds and occasional splashes of colour where a weaver's left a cardigan hung over the back of a chair or over a box. That is in passing another feature of a weaving shed in that each weaver has a chair or a stool or a buffet or a box at the end of the alley.

A weaver's buffet at the end of her alley.
And in the infrequent periods when all the looms are running and they have got two minutes they'll sit down on there, and they sit down on there for their meals as well. The canteen, or what is nominally known as the canteen at Bancroft, is actually just a room with a steam-oven in it and nobody really likes sitting in there. About the only thing it's used for is going and having a smoke during the day. Most of the weavers either pop home for their dinner or sit at the loom. One thing about sitting at the loom, you always have a clean tablecloth, because obviously they use the cloth on the loom. It is a truism that a weaving manager likes to go into the shed and see the weavers sat down because that is when they are making money. Because a good weaver isn't sat there if there is any shuttling to do or any ends down. So if the weaver's sat at the end of the alley it means that everything's weaving all right and there is cloth rolling off. In other words, as long as they are sat down it's 100% production. When you come to think, this is true of a lot of other trades as well. I know if I was employing a man and he was for ever rushing around in small circles I’d start worrying about him. I like the men that always seem to have plenty of time. And that's one of the things about weaving, a good weaver is a joy to watch, there isn't a movement wasted and every chance they get they’ll sit down and take a rest. And they seem to work round in a rotation, even on different weights of twist and different weights of weft, where shuttles aren’t lasting the same length of time, they seem to be able to
(900)
keep up a routine and a rotation round the looms. This means that they never have to run from one end of the alley to the other. Just one of the little skills that goes to make up a good weaver and we have got some good weavers here, we have some bad ones but we have some good ones. But I’m afraid they are dying out, nobody's training them now. Apart from anything else, in order to train a weaver, the weaver has to have an incentive to work, and probably that's one of the great things that’s missing now, there isn't the same incentive to work as there was. Take our position now, we are going to be redundant on the 22nd of December. We are told that we'll get redundancy money, earnings related supplement, the dole, tax back, I don't think there’s, most of us in this shed, we actually will be earning more money on the dole for six months than we would if we were working. Which in many ways is a fine thing, I'd rather have that than the hungry old days, but in other ways it's wrong, people should have to work for their living. Well, I am sat back here in the engine house, I think that's about it for the sound effects of Bancroft. It’d be very easy to go on and talk for hours and hours and hours, there are different aspects of the job and different ways we have been affected by this week's news. If 1 sound a bit depressed this morning that’s probably the reason why, the news that we we’re to close down on December 22nd didn't actually shock anybody I don't think but it's sad. I mean I sit here now and look at this engine, installed in 1921, just about run in and good for at least another 100 years. And on the balance of probabilities it'll most likely be scrapped inside 6 months. Scrapping an engine is murder, especially when you have had something to do with it. Because a steam engine like this is very nearly alive. I don’t know what it is about it, I've often puzzled. I think part of it's gentle giants, everybody likes elephants and big blokes, big ships, steam locos, gentle giants that's something to do with it. They are warm,
(950)(40 min)
they keep you warm in winter. Lovely things to work on, plenty of room, plenty of stuff to polish up - not that I have ever been noted for going crackers with the Brasso! I'd rather keep them running nice. You can hear this engine running quietly in the background, it's running beautifully. A little point there, no doubt the more technically minded amongst the people who listen to this tape will have heard about indicating steam engines.
Stanley indicating the engine in 1977.
There's probably been more written about the indication of steam engines, which for the uninitiated is a way of finding out exactly what's going on inside the cylinder as an aid to valve settings and diagnosis and all the rest of it. There's probably more been written about indication than any other single subject concerned with steam engines. I'm afraid that I am here today to tell you that the biggest part of it is all a load of tripe. There’s a lot of difference between the theory of running a steam engine and the practice, and I should think this is the same in every other walk of life. It’s possible to adjust the valves on this engine to give a perfect indicator diagram and the engine will run like a basket full of bloody pots. There is only one thing that counts, how evenly the flywheel is being turned. And really that’s basically all you need to know about whether an engine is running right or not. It's easy to tell with a rope drive engine, when you go into an engine house if there is a rope drive just look at the ropes. If they are swinging across to the second motion pulley in a big smooth curve and hardly kicking at all, just gently rising and falling, that engine's all right. But if you go into an engine house and you see those ropes flogging about and jumping up and down, either they have been very unfortunate and they have got a very bad rope drive, in other words the harmonic frequencies in the drive are wrong, or they have got a badly adjusted engine, most likely the latter. So, the rule about indicating is that it's a good thing to do every couple of months just to give you an idea of any faults that are developing but it certainly is not the ultimate guide to valve setting. There are so many things which can affect the running of a steam engine and really the only way to get to know is to sit with them and live with them as I have with this engine for the last five years.
(1000)
As I say, in three months all this'll be over and it's very sad. You have got to make a conscious effort not to actually, I wouldn't say go into a decline, but you have got to harden yourself against the knowledge that everything that you have looked after and cared for is going to be smashed up. It killed people in the old days, some of the old engine tenters just went into a decline and quietly died when they smashed their engines up. I can understand it. I must admit to being depressed myself this morning, it’s a couple of days now since we got the word and it's just about sunk in. So now what we have to look forward to is decline. It'll finish up that there'll just be Jim Pollard, Ernie Roberts on the last set of looms and me running the engine, and John Plummer on the boiler. There'll be four of us. And, we'll have the job of killing it. I say we'll have the job of killing it, we won't actually, I shan't because I have already told Newton Pickles from Brown and Pickles that he can stop this engine. It's the last one he worked on, all the others have gone so I think it's only fair that he should stop it. When this engine stops it'll be the end of an era for Barnoldswick anyway, the last engine in Pendle and the last of the big weaving mills in Barnoldswick. This town used to have 25,000 looms to 11,000 people and when Bancroft stops that's it, there'll just be two little units, one with about 80 loom and the other with 98. Really, what we are seeing is the end of the first stage of the industrial revolution. In some ways I am glad
(45 min)
I've been here to see it. In fact I am very grateful for the chance that I have had to record the finishing up but in other ways I am very sorry because what started off as just an interesting job and a pleasant exercise has become for me, the same as a lot of other people in the industry, a way of life and there is going to be a big change in my life when this engine stops. Anyway, I suppose we'd better look to the future and remember those famous words of Walt Fisher, “When they did away with the engines, they did away with a lot of bloody hard work.”
(1052)
SCG/04 September 2003
6,334 words.
LANCASHIRE TEXTILE PROJECT
TAPE 78/AI/03
THIS TAPE HAS BEEN RECORDED ON DECEMBER THE 12TH 1978 IN THE ENGINE HOUSE AT BANCROFT SHED. THE INFORMANT IS STANLEY GRAHAM WHO IS THE ENGINEER AT THE MILL.

John Plummer my firebeater. Not just a good firebeater but a good friend. We never had a wrong word and I miss him.
Just a few thoughts today on what it's like to be working in a mill that's weaving out. The only people who are working normally now are myself and John Plummer the firebeater. When I say normally, we are the only people who are doing exactly the same job that we have done for the last 5 years and of course, which has been done ever since the mill started. We are still making steam, running the engine and producing power to drive all the mill. The difference being that the load is now much reduced, the actual driving load is reduced, there are very few warps left in the shed, most of the weavers have three, four or five looms empty. All taping has stopped, looming's stopped, winding is very nearly finished, there are no yarn deliveries, no back beams coming in. The only wagons that come in now are vehicles taking empties out to take them back to mills so that we can draw the deposits on them. We did send one other delivery out the other day
(550)
which was a very sad one. We had sold some looms. Sutcliffe and Clarkson's at Wiseman Street in Burnley, who still run on a steam engine bought some looms off us to complete an order for us which they will take over and weave themselves afterwards. It’s a very steady order for some very strong cloth. The heading here is ‘Two Brown’, it's a very strong pure cotton cloth. I’m not sure what it’s used for, I think it's used for polishing buffs in the metal finishing industry.

The looms leaving Bancroft for Sutcliffe and Clarkson's.
The big laugh about this was that the day we delivered the looms there was a big headline in the Evening Star at Burnley that Stayflex, the firm which owns Sutcliffe & Clarkson, had gone bankrupt that day with a deficiency of £6,500,000 which left us in trouble in several ways. One was they had got our looms and we hadn't got the money. The second was that they weren't able to complete the order and we’d have to find somebody else to complete it and the third was of course the fact that the same firm Stayflex, the same firm that owns Sutcliffe & Clarkson's, also owns one of our biggest cloth customers and we have a lot of cloth in the warehouse ready to be delivered to them.
Sutcliffe and Clarkson's cloth in the warehouse in 1978.
We had known that they were rocky for a bit and when I say rocky we have known that they had been in low water for a bit and we haven’t delivered any cloth to them unless they have paid for it first. Well now of course we have a load of cloth stood up there, at the top of the warehouse which in never going to go out or at least not to that firm. It is a fairly
(600)
common cloth and we’ll probably be able to find another customer for it but not before December 22nd, so we shan't finish up with a clearance of cloth in the warehouse. An interesting point about Sutcliffe & Clarkson's closure is that the original owner of the firm, Reg. Clarkson who has about two years to do, still works there as a manager and the last information we had was that he had gone to Leeds to try and buy the mill back off them! [The Receivers] Because Sutcliffe & Clarkson actually is one of the few mills in this area
(5 Min)
that is full up to the doors. They have 500 looms and they are working flat out and making a profit. And he said he didn’t see the point in throwing 150 people out of work just because Stayflex themselves have gone bust. Whether he actually will buy the mill back is anybody's guess, I don’t know. But they have told us they are continuing trading, that they will weave the order and that we will get paid for the looms. This is Sutcliffe & Clarkson of course and not Stayflex which looks vaguely hopeful. News of another closure yesterday, Greens at Whalley, Abbey Mill, also a steam engine, the firm that offered me a job in October or November, they are to finish in March. It’s only about three weeks since that Newton Pickle was down there weighing everything up and quoting them for electrifying the shafting, in other wards putting an electric motor at the end of each cross shaft in the shed to drive the looms. I think the quotation was for about £2,300 for each shaft. That was for a 30 HP motor, Horace Green’s motors from Cononley, and necessary alterations to the shaft, bearing and wall plate. I asked him at the time whether he thought this would ever be done because to my knowledge, this is the fourth time that Greens have been quoted for electrifying the mill because the engine has been in a dodgy condition for a long while. And he said that it looked as if they were going to do it this time, there you are, it’s not going to happen.
(650)
Another interesting point that has emerged is the fact that we are not the only firm that is being closed down after being bought out by Indian money. It appears that Indian money is coming into Lancashire in order to buy cotton firms out and close down the weaving section of them. It makes you wonder whether they can see their costs rising and they realise that in 5 or 10 years Lancashire textiles are going to be competitive again. Before this happens they are making sure that the units of production are lessened as much as possible. It won’t be costing them any money actually, because they'll be stripping the assets and they'll get back just what they paid for them. All clever stuff, I have no doubt that we have done it from time to time in other places, they appear to have learnt very well off us! I was talking with a traveller the other day, and he tells me that he knows of at least 12 firms who have been closed down this year in this way and we are one of them of course. Be that as it may, we are left in the position of running this mill now until Friday December 22ndp or such time as no weavers turn in, the reason I say this is that I can't see us running until December 22nd. All redundancy money is to be paid out on Wednesday 20th, all holiday pay and wages owing. They are going to estimate the wages and pay everything out on Wednesday December 20th. So in other words Wednesday December 20th is going to be the last time any of us draw any money off the firm of James Nutter and Sons Ltd. I can't see the weavers coming in Thursday and Friday to weave in a shed when they could be out doing their Christmas shopping because Friday is the last shopping day before Christmas. There is of course Saturday, but who wants to go shopping on Saturday? So in all probability this engine, this mill will
(700)
virtually cease to weave on the Wednesday evening, fairly early I should imagine. Thursday we’ll probably have three or four weavers in, we might start the engine, but I don't know, Friday certainly not, I can't see it. It'll be a big shock to me if we ever start this engine on Friday. There is some bright news on the scrapping situation, there seem to be every possibility that the mill has been bought out by a man called Malcolm Dunphy who owns the firm of Dunphy Oil and Gas Burners, Regent Street, Rochdale. The contract hasn't actually been signed yet but he has put a bid in which has been accepted and he seems confident that he has bought the place. He has bought it 1ock stock and barrel, everything, looms and all, and he will scrap everything himself except the engine and the boiler. He intends to use the boiler for testing burners on, and with the steam that that produces he is going to run the engine, to drive the alternator to make the electricity to run his firm which at the moment is fairly small, but he can always put a bigger alternator
(10 min)
in if he expands. I think this is a feasible scheme, and I think that he’ll find that it’ll be all right. He'll no doubt run into snags with fluctuating steam pressure and fluctuating load, but I should say there is every possibility that they’ll be able to cope. An interesting thing about this is that Malcolm is a man who runs a Rolls Royce and who flies round in a helicopter and we have had the interesting experience of having the new owner of the mill landing in a helicopter in the field at the back of the mill, which is a very good example of being dragged screaming into the 20th or 21st century, a steam engine running in the mill and a helicopter landing in the field behind. Two different ends of the spectrum of technology. Very interesting, nice little comment on the way the world works.

Malcolm Dunphy's helicopter at Bancroft in 1978.
Redundancy has always been a sore point with me, because I think that many a time the fact that a person expects a redundancy payment encourages them to stay on in a dying industry longer that they should.
(750)
This opinion has been confirmed by my own experiences, watching this mill shut down. Some very sad :cases have shown up. Redundancy money is paid on the basis of a weeks pay for every year of service before the age of 41 years and a week and a • half's pay for each year's service after the age of 41. I shall draw the equivalent of five and a half weeks' wages. Two things about this, first of all the wage which is used to calculate the redundancy payment should be the average weekly wage for 12 weeks before the date the notice was given. In our case here they tried to do it on basic wage, in other words they were diddling us out of 50% of, or rather 33% of what we should have actually had. One or two of us took this up with ACAS, the Advisory Conciliatory and Arbitration Service of the Government and also with employers and we have got our payments altered. Mine went from £312 to £460. Jim’s went from £2,000 to £3,000. That's the maximum anybody will draw here. He has 42 years service in so he gets 20 years and he is 62 so he gets 20 years at a week and a half so he gets the maximum, 30 weeks and he'll be on about £100 a week, something like that. The sad cases are the people who have worked on after retiring age, they draw nothing. We have one man here who apart from one year away from the firm has worked here for 52 years, he doesn’t draw a ha’penny. Another man, Fred Cope the cloth looker at the top of the warehouse, little Fred retires on the day the mill closes so he draws nothing. I should explain that if you are in your last year of work before retirement, each month of that year that you work reduces your redundancy payment by 1/12th so that if you are made redundant six months before the end of your service, you only draw half your redundancy, three months before, you draw a quarter and on the day you draw nothing.
(15 min)(800)
It seems a very poor reward, I think Fred has 17 years in at Bancroft.
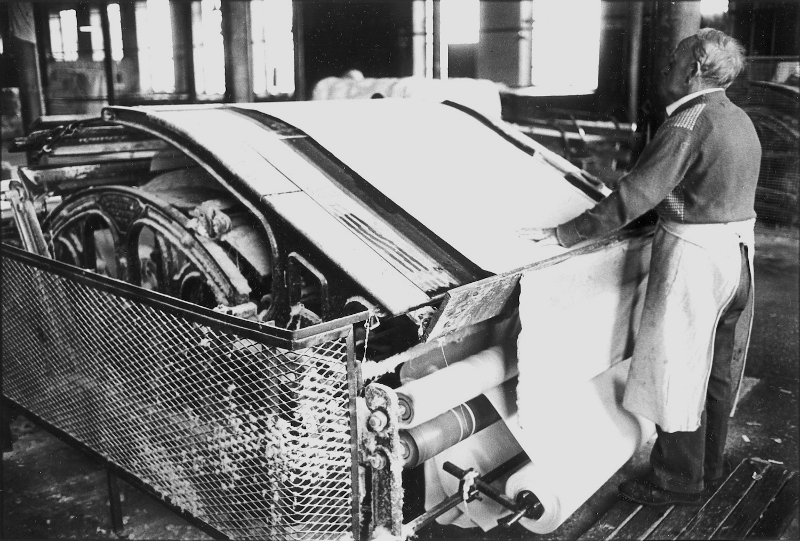
Fred Cope at his plaiting machine in the warehouse in 1978.
Another thing about it is that a person who has done 40 years doesn't draw any more than a person who has 20 which again seems to me to be unfair. On the whole, I think that if there are going to be such things as redundancy payments, 1 think that they ought to be paid when you leave a job for any reason whatsoever apart from misconduct, or something like that. This would ensure that people get their rights and would also mean that they weren't hanging on in industry that didn't really want them any more, didn't need them any more, it'd encourage mobility of labour and I think on the whole it would be a good thing. Obviously, more would be paid out but is that such a bad thing? We are paying it in so let it be paid out. If we are going to have a welfare state, if we are going to have these payments let's have them fair. My own opinion of the situation as it is, is that it is most unfair.
The mill itself is a very depressing place now, everything is running down. Hardly any cloth in the warehouse, nothing coming in, nothing going out. Everybody is ready for a closure, the last wage will be paid on Wednesday 20th December, redundancy money will be paid out, holiday money, all money owing will be paid and as I say I think that'll be the finish. I can't see anybody coming in after that. It's made very little difference to the running of the engine and the boiler, surprisingly little. The reason for this is that we are running the lights continuously which gives us some load, the heating load on the boiler is actually more than it was before, the reason for this is that there aren't so many people in the building, so we are not getting body heat which is a very important factor even when you are heating a big building like this. And, probably more important there is less weight of cotton in the weaving shed. Now, it's the cotton warps, I have always suspected this, but I'm sure that now it's been proved to me,
(850)
it's the cotton warps that soak up the heat during the day and gradually release it during the night like storage heaters and that helps to keep the shed warm and makes it possible to heat it. We had a cold snap about ten days ago when we just couldn't get the shed warm. We were blowing steam in there at 160psi all day and we just couldn’t get it above about 55degrees, 60 degrees. Depending on the weather outside, the temperature we got it depended on how kind the weather was to us, not how much we put in. And I am convinced that the reason for it is that there weren't so many people in and not so many looms running so that there isn't as much friction heat given off and that there are very few warps in. And what warps there are in are thin and not holding much heat. Another thing that you come up against is the fact that, as you are going round doing your routine jobs, every now and again you'll come across one and you'll think to yourself ‘Hello, last time I'll do this.’ Things like oiling and greasing the shaft, we did it a fortnight since, Saturday morning. I ordered my last load of coal yesterday, I don't think I'll ever indicate the engine again, I keep saying I'll do it just for old times sake but I don't know whether I will or not. I don’t suppose I'll ever grease the ropes again. I certainly shan't do any brassoing,
(20 min)
polishing of brasses, we have given up to that. All we are doing now is just wiping everything down, keeping it clean and making sure that everything runs right, oiling, greasing, just wiping down. No bullshit, no brassoing, just essentials, the heart has completely gone out of the job. Everybody is fed up, everybody is ready for a closure. We are attracting a lot of attention from the preservationists, people who want to see the mill and its industry its technology preserved for the future, it is regarded as part of our textile heritage. Two things about this, it's rather late in the day to suddenly realize that you are losing something as important as Bancroft, and second and even more important, everybody loses sight of the fact that it isn’t the machinery and the technology that matters as much as the people. And, there’s only been one solitary voice apart from my own
(900)
raised in defence of the workers who were going to lose their jobs. This was a man in Earby, a councillor, and my heart warmed to him when I saw the piece that he had written in the paper, the letter he wrote to the paper. The striking thing is that the people who want to preserve the mill would never, under any circumstances come and work in it. The conditions are so lousy, the wages so bad, toilets with cast iron grilles in so that the wind can blow through and discourage people from sitting there too long, floors that are so rough as to be positively dangerous if you are wheeling something across them or walking across them, inefficient heating system, no canteen facilities. The transport away from the mill, which is regarded as essential nowadays is an old van with wooden seats in the back. The wage is ridiculous, there isn’t a weaver in the shed that can earn £1 an hour during the week working hard. If an industry gets to the stage where it can’t pay the workers a reasonable wage commensurate with the effort and skill that they put into their work it's time it closed. And as regards preserving our textile heritage, I think that the sort of thing that we have been doing with these tapes and photographs is the way to do it. And take account of the things that really matter, the people and the technology. The artefacts are important of course, but we have steam engines preserved now, we have Lancashire looms in museums, we have mules, drawing frames, anything you care to mention we have already got it in museums. What we need is the story of the people and how they felt about it. One thing is sure and certain, nobody at Bancroft wants to stay on, nobody wants to keep running, we are all absolutely fed up. Very depressing thing to be working in a factory which is slowly dying underneath you. I never realised it would be as bad as it is. It really does get you down. However we have not long to go now, a week today and we’ll be on the last lap.

The vultures recording our death throes.
Because as I say there won’t be much done after Wednesday. I was asked the other day what my overall thoughts were about
(950)
Bancroft. I think I’ve said most of the things I want to say about the actual closure, it's a very depressing thing, but I am glad that I came to work here and I am glad that I was able to see what a weaving mill actually looks like, how it works, how it ticks and what the atmosphere is like. This is a very old fashioned industry, it's also a very happy one. One thing that nobody can ever say about Bancroft is that, during the period that I have known it anyway, it was an unhappy place to work, everybody likes working here, there is a good atmosphere. If I was asked to put my finger on the reason for it I'd say that people enjoy working in an industry, when I say enjoy working, that's the last thing they'd admit to, but they actually do, they enjoy working at a job where they can see the results of their efforts. It’s not some anonymous screw that they are making and sending off and they never see the end of it, they can see piles of cloth ready to go out in the warehouse. The management is very close to them and in
(25 min)
point of fact the management have very few decisions to make which concern the weavers, the actual workers. There is a job to do, the weaver, and the winder, and the loomer and the taper know what that job is and they don't need any direction, they get down and do it for themselves in their own time and get it finished. The chain of command is very short, I think this is one of the secrets. I think that the thing that could take the heart out of a worker more than anything is the fact that they are never in contact with the people who are making the decisions. Obviously the big business decisions such an whether to close the mill or not had been nothing to do with us, they have been made from away, but a worker isn't really concerned about them, they aren’t part of the day to day working life. The day to day decisions are when you go for your weft, when you stop for a brew, how hard you work, things like that. The sad thing is that that sort of atmosphere and that sort of way of working doesn't seem to be commercial because we have had to stop. No doubt later when I have done spinning my thoughts will suddenly come more clear on this and we might be able to come up with some positive conclusions. I hope so. I shall make one more tape with the engine running like this when we actually stop the engine, that will be sometime next week. (1000)
SCG/04 September 2003
3,659 words.
LANCASHIRE TEXTILE PROJECT
TAPE 78/AI/04 (Side one)
THIS TAPE HAS BEEN RECORDED ON APRIL 26TH 1979 AT 13 AVON DRIVE BARNOLDSWICK. THE INFORMANT IS STANLEY GRAHAM WHO WAS THE ENGINEER AT BANCROFT MILL AND WHO HAS BEEN THE INTERVIEWER ON MOST OF THE TAPES..
[You'll notice from the date that this is well after the mill closed. As I said right from the beginning, I was as much part of the story as the other informants so I have regarded myself as a normal informant.]
As I am comparatively young and not a native of Barnoldswick and have no first hand experience of the early days in the mill I have decided that the best way for me to do my share of the Bancroft tapes, is to do a quick run through the questions relating to social items and then go through the Bancroft folio and give a complete description of all the pictures in there. It seems to me that this'll be the most useful way of conveying my experience and in some cases perhaps, filling out the descriptions given by other people of pictures in the folio. So we shall start by going through the
(50)
questions in the standard list of questions that I used for the other informants. I feel it’ll be too stilted to repeat all the questions to myself and so I shall just run down the questions and give the answers to them. It should be perfectly easy for anybody with a copy of the questions to follow which questions I was actually answering. I should point out before we start that in common with my recordings made with other people I have not strangled the budgie, he is sat in the corner and no doubt you just heard him then and a very fine clock which belongs to my mother and which she has had for some 50 years is ticking merrily away on the sideboard. I hope that these things won't distract anyone who is listening to these tapes from the information contained in them. So, we'll start then with the household. I was born on 14th February 1936, it's now April 1979 so simple arithmetic gives you the fact that I’m 43 years old. I was born at 38 Norris Avenue, Heaton Norris, Stockport and I lived in that house from the age of - well from when I was
(100)
born until I was about 9 years old. We then moved to 6 Napier Road, Heaton Moor, Stockport, where I lived until the time I left home to go farming. The reason why the family made these moves was, very hard to answer really. I think that probably Heaton Moor was just a better district and my father and mother decided that they wanted to move up there. There were no great reasons as I remember, for the move, it was just a question that we’d got fed up of living in Norris Avenue which was as I remember, it was a very humid area, of course this is one of the reasons why Stockport was such a good spinning town. And at times we used to have water running down the walls but of course this was in the days when the modern family painted the walls with gloss oil paint which of course did
(5 min) (150)
lead to condensation.
My father was born in Australia, at a little place called Rocky Creek in New South Wales. The reason why he came to Britain is quite interesting really. He ran away from home at the age of 14 years old, and travelled all over the world, he was quite a man. At the beginning of the 1914 war, he was down and out in the West Indies but decided that He’d go and volunteer, join the army, and so he went home and volunteered and joined the Australian army, the Anzacs. He came over, fought in the first world war, went through Gallipoli, right the way through the worse that France could offer and eventually finished up at the end of the war in a tented camp in Britain, I think somewhere in the South of England, waiting to be repatriated to Australia. I should say here that I have a full set of tapes made by him up to the period during the war. The reason why I finished there was because talking about the Great War made him so ill. It must have been a terrible experience being in the thick of the fighting in the Great War and especially Gallipoli. And it gives some indication of the interest I have had in collecting Information from all the people, and the fact that I made these tapes some 8 or 10 years ago. His descriptions of Gallipoli in particular, are horrifying, that's the only word for it so it's easy to understand why it upset him so much. He was a fair age when I made them, and as I say it made him poorly so I stopped, and I never did complete those tapes which is a shame in many ways. But there were other things to do at the time and I am afraid I let the opportunity slip. He is of course dead now. When he was in this tented camp in the south of England after the first world war he told me that they were treated very badly, they were on low pay, they were housed under very bad conditions and there was nothing for them to do. And many of them left the camp and took civilian jobs outside. Of course this was technically desertion and father being a bit different than the others didn’t just leave the camp, he went to Manchester. And, I once asked him why Manchester and he said that there was no particular reason, it was just that Manchester was a name that had always stuck in his mind. So he came to Manchester, got on the maintenance staff at Armstrong Whitworths and lived quietly and comfortably in Droylsden as a bachelor quietly working his way up, and gaining in estimation of his employers at Armstrong-Whitworths. Some while after the war had finished he was sent for by the police who of course knew that he was what was then technically an alien, even though a son of the Empire, and he was told that there was a scheme afoot whereby all the
(250)
volunteers who had fought in the war who were deserters or absent without leave, there was an amnesty for them. And if they'd report back to the campy they’d be shipped back to Australia and all would be forgiven. However the police inspector that told my father also told him that what would happen would be that he’d be received back with open arms and put on the boat, taken back to Australia but as soon as he stepped off the boat he would be charged with desertion, fined the amount of any back pay owing to him and then turned loose. In point of fact, what the Australian government were doing, they wanted to get their able-bodied young men back to the country because they were scattered all over the world and they were short of fit young men. And the inspector said that seeing as father lived a quiet, decent sort of life he could suit himself whether he took notice of this amnesty or not. In the event he decided not to go and stayed in this country. He met my mother who lived in Dukinfield and then moved across to what was then General Gas Appliances, which was on Corporation Road in Audenshaw, which was bought up by Allied Ironfounders and which is now part of the big Glynwed Group. He finished up as works general manager there.
[Life can produce some surprises. Many years after I did this tape the family all got together and did some serious genealogical research. If you want to see all the results go to Lulu.com and find the book I wrote about my father, 'An Australian Life'. The bottom line is that almost everything he told us about his war service was a le, or rather a legend he had constructed to lubricate his future life in England. He never won any medals, was not at Gallipoli and spent most of his army career in hospital being treated for a massive dose of gonorrhoea which probably saved his life! In case you're wondering he is still my father and I still love him. He simply had an unfortunate set of circumstances to deal with and did the best he could.]

Stanley at three months old in 1936 in the arms of his grandma Margaret Challenger. My mother is stood behind the table and the lady on the right is my great grandmother Shaw.
My mother was born in Dukinfield, she worked in the mill as a lass, she is still alive, she is 74, she was one of the aristocracy in the mill, a beamer and strangely enough can remember making up beams which would come to a strange place
(300)
called Barnoldswick in Yorkshire. Of course she arrived in Barnoldswick for the same reason as my father. She and my father, when he retired, he bought a grocer's shop in Earby and when I came out of the army I came to work with them because my father was going blind at the time and eventually we sold the shop and I bought a house in Barnoldswick and everybody moved up here with me. [In 1959] And that's the reason why I came to be in Barnoldswick. I had one brother and one sister both younger than me. My sister Dorothy still lives in Stockport, in 40 Norris Avenue, the house next to where we were born. The reason for this is that while my father was living in Norris Avenue he did what seems to have been a common thing among weavers and people like that in this area and bought the house next door for a bit more security. When my sister got married he sold it to her at an advantageous price and she still lives there. My brother Leslie who is 6 years younger than me, I should say that my sister was 13 months younger than me, and my brother is 6 years younger than me, my mother says that he was a bit of a shock when he was born. He started his career up here by going down to Silentnight and working there as a trainee executive, seemed to get fed up with the
(350)
ethos of the shop floor and the young executive and went into mental nursing. From there he progressed to St Thomas’s in London where he was the first male student nurse and reached, quite rapidly reached the post of nursing officer. In point of fact he has just left the nursing profession temporarily at the moment to take a job in outside industry, in computers, sort of a sabbatical, and is now working down at Brighton on the south coast. Obviously none of my brothers and sisters died as babies, or children, and I can’t remember any relations living with us when we were young. Of course one of the reasons for this is that all the relations on my father's side were 12,000 miles away. One thing that I should mention about my father and about the fact that he deserted was that when he deserted he took his mother’s maiden name which was Graham. His name wasp actually Leslie MacDonald and he took his mother’s maiden name and became Leslie Graham in this country which is the reason why I am called Stanley Graham. In point of fact I should have been Stanley MacDonald, the family were of Scots ancestry basically, they were Scottish immigrants to Australia. My mother’s maiden name is Challenger and it's always been one of my regrets that I didn’t receive two names and got the name of Stanley Challenger MacDonald. I think that would have been a fine name to have taken through life.

What was Dorothy's house, 49 Norris Avenue on the left and 38 on the right. This was in 2002.
[Back to what I remember about Norris Avenue. Sorry, I was rambling a bit!] We never had any lodgers. For
(15 min)
one thing we had three children and only three bedrooms, the house was full, but there was never any need to take in lodgers; we were never that hard up.
(400)
We were always on the borderline of being short of money but we always had enough. My father's job when I was born was work's general manager at General Gas Appliances Audenshaw, Denton near Manchester. As I have already mentioned the jobs he had before that was on the maintenance staff at Armstrong Whitworths in Manchester and when he was at home and when he was moving round the world, he worked in civil engineering, construction and mechanical engineering. He was 82 when he died and of course I was grown up, it was only a year since. My mother's job of course was working in the mill, she was a beamer, she never worked outside the home after she was married apart from a short spell when we we’d moved to Napier Road in Heaton Moor when I think we were rather short of money due to this house purchase. [£850 for a large Victorian House] She worked part-time in John Williams grocer’s shop on Heaton Moor Road. And if 1 remember rightly did about 4 or 5 hours a day while the children were at school. Nobody ever looked after us as children because she was always at home when we were at home, and of course she is still alive. Yes, my brother and sister did leave Barnoldswick, or rather Earby, we were living at Earby then. I must get this right, in the case of Dorothy we were at Earby, in the case of Leslie we were living at Barnoldswick and I have already mentioned were they went to. We come on to the next section
(450)
now, housing and housework. I remember both houses that we lived in very well indeed, and I’ll start off by talking about the house at Heaton Norris in Norris Avenue. It had three bedrooms, a bathroom, a front room, hall and stairs, a dining room and a kitchen. I can remember the furniture very well, in fact some of the furniture is what I'm sat with now in the front room of my mother’s house in Barnoldswick. The main item of furniture in the parlour was of course the sideboard which is sat beside me now, and which is typical 1935 oak veneered sideboard with two drawers and a large cupboard underneath with the clock sitting on top. The front room, we didn’t call it a parlour, we called it the front room, it also had the obligatory three piece suite in hide. The front room was used for entertaining at week-ends, high days and holidays, and was always taboo, we didn't go in there unless we had a particular reason for going in. The only things which were stored in there were the best china and glass in a cabinet and it was an occasion when we used it. We had our meals in the living room or dining room, which was at the back of the house and my mother did the cooking in the kitchen. Of course she also did the washing in the kitchen. In the
(500)(20 min)
kitchen we had a wringer or mangle which folded down and turned into a table, these were quite common at the time. I can't quite remember how she did the washing, I think she did it in a dolly tub, wrung it in the wringer, and then dried it on a line outside in the back yard.
It was a fairly big back yard, this house had a garage with it. It was built in about 1935 and was bought brand new by my father. As I say it did have a bathroom, the usual three piece suite, bath, washbasin and a lavatory or toilet, and of course we had baths in there. And in common with I think everybody else in Lancashire Friday night was bath night. The water closet was of course the usual water flushing toilet, with a high level cistern. The house did have piped water and we did have a stair carpet and I think just about all the neighbours had one at that time. If anybody didn't have a stair carpet well then I didn't know about it. The floor coverings on the rest of the floor, well if you were well off you had fitted carpets right up to the wall but we just had oil cloth or lino over the whole of the floor, with a carpet square on the top in both the living room and the front room. The bedrooms were oil cloth on the floors and a small mat where you got out of bed to put your feet on so that you weren't struck with frostbite first thing in the morning. Curtains were all of fabric, we had no blinds, either spring blinds or Venetian blinds and I remember that they were religiously drawn on the edge of dark. The neighbours had
(550)
very similar. I can't remember anybody not having curtains because this was a fairly, I should think what you'd call high working class district. They were all new houses and people didn’t tend to move about much in those days and if you could afford to buy the house you could afford to furnish it reasonably as well. There was some donkey-stoning went on in Norris Avenue and Bankfield Avenue which was part of the same complex, but it was limited just to probably the edges of the door steps. And I have noticed since that it, oh I don't know, degenerated is the word, it degenerated into a painted line round the edge of the door step. I think it was considered slightly below their station for most of these women to use donkey stones, they'd moved out of that sort of area and bought themselves new houses and were trying to get away from the old donkey stone and swilling the flags era. All these houses did have small front gardens which of course was another influence against donkey stoning the door step because if you had a hedge nobody could see your door step anyway. And really that was one of the main reasons for donkey-stoning, which was to let people know that you were keeping your house clean. You were doing some work. The house was lit by electricity and the household rubbish was disposed with in the same way that we do nowadays in a dustbin. As I have already said my mother did the washing, I can't ever remember a hand washing machine. I’m talking about Norris Avenue now of course, and she did it in a dolly tub with a copper posser and she did it once a week. In common with her mother, and her mother before her, it took her all day. Monday was washing day, she dried it outside and ironed it with an electric iron and the thing I can remember most clearly about washing day is that she had very little time for anything else that day.
(600)(25 min)
My mother cleaned the house as quickly as possible. She was never a woman that you could call houseproud. This isn't to say that the house wasn’t clean and we weren’t kept clean, we were, but I think she begrudged the time that she had to spend in keeping the house and us clean and chose the way to do every job which gave her the best results in the shortest possible time. For instance, I can never remember her spending a lot of time polishing furniture or floors or anything like that, a quick rub over with the mop, make sure that everything was dusted and that was the housework. And she didn't really pay special attention to anything for this reason. I don’t think she had much interest in housework really and still hasn't, which again, isn't to say that the house isn’t tidy, it is, but she doesn't do any more than she has to do and I have a lot of sympathy with that point of view. We didn't have any regular jobs, there were certain jobs that we had to do for ourselves, cleaning shoes, running errands, we used to do these, my brother and my sister and I. We were very close together my sister and I so we more or less grew up with each other and I can't really remember us doing much to help Leslie, because my mother was always at home. My dad did quite a bit of work in the house. He was very good with his hands, good at mending, decorating, I can remember in particular him painting the front room once, it had a fairly ornate plaster frieze, and there was some swearing done when he painted that, it was a job. I can't remember him ever doing any shopping, or really looking after the children though I’d say he did his share. I think really anything that a person of my age, or his age, wouldn’t regard as woman’s work he’d do it but women’s work was women’s and we tended to keep away from it. We did own the house, it was bought brand new and I can’t really say how much they paid for it, it sticks in my mind that it was
(650)
about £500 in 1936 but I can't really say. My mother never did anything in the home to earn a little money, and I can't remember anybody in the neighbourhood doing these things, apart from the odd woman who did a bit of dressmaking, or sewing, or would run some curtains up, but this was done more as a sort of service to the neighbours rather than from any absolute financial need. And that house is still standing, as I say my sister lives in the one next door to it.
Now the section on food and shopping. My mother cooked on a gas stove. She had a gas stove from when she was first married. A very good reason for this was the fact that General Gas, the place where my father worked, did manufacture gas stoves and she was privileged in the fact that whenever a new model came out we used to get one on what I believe was called ‘Area Test’. Which meant of course that we always had a very modern gas stove at very little or no expense. She made her own bread occasionally but not very often, it was easier to go and buy it. And she'd bake oh possibly once or twice a week. She didn't seem to have a set day for baking, she'd look in the tins, and if they were getting down a bit she'd bake something. She was a very good baker and cook, and still is in fact. And she baked pies, fruit pies, she made jam, marmalade. She made pickles, never made any home made wine or beer, yes she did make her own medicines, the favourite was lemon and glycerine and honey for coughs and tickly throats. She also made, I don't know if it could be strictly called a medicine but she also made a hand cream and she made that for years from gum Tragacanth and I think water and a bit of scent, I'm not really sure. And she didn't make this to use on the hands, she made it because my father used to use it as a hair cream. Because it dried when you put it on, and when it dried it stopped, it kept your hair cleaner longer, it didn't allow oil and muck to get into your hair so he used to use this as hair cream. And it set, it never needed combing during the day, and it always looked tidy. Of course we are talking about the days of the short back and sides, when to get anywhere in life you had to have a close hair cut. We usually had what you might call the standard English breakfast, bacon and eggs or sausage and eggs or sausage and bacon or a kipper, something like that. Sunday dinner was always the set meal of the week.
A caricature of my father done by Arthur Schofield, draughtsman at General Gas.

My mother in 1977.
(30 min)
The joint, vegetables, probably two sort of potatoes roast and boiled and during the week we used to go home for our dinner and there was always something cooked for dinner. I’ll always say that for my mother, we generally got three cooked meals a day including tea. There was generally something warm for tea if it was only cheese on toast, or something like that you know, a sort of a light snack but it was a cooked snack. We weren't much for supper, a biscuit and a glass of milk or something like that. We did have a garden, I'm talking about Norris Avenue again, my father was never a really keen gardener, but quite liked to keep things tidy and grow a few flowers. He didn't grow any fruit or vegetables, apart from a few spuds at the back but at the beginning of the war when we put the Anderson shelter there that did away with the vegetable patch. And we ate everything that we grew unless he gave something away if we had a lot of something we’d give it away and somebody else would give us something in return. We had no animals, hens, pigs, ducks or goats. Puddings, yes we had a pudding every day for dinner. They varied, very often milk puddings, sometimes sponge, occasionally for a treat suet pudding, spotted dick, something like that. And we got through a fair amount of milk, I should say probably, oh three pints a day, two or three pints a day. Milk then, of course, had got past the stage where it was delivered as loose milk in kits, we always got it in bottles however I can remember the farm milk still coming round. I think it was
(750)
Hancocks from Heaton Moor coming round Heaton Norris with the trap, with the kits in and ladling milk out. I can remember that going on, that was going on up to the beginning of the war and during the war, during the second world war. We had butter yes, margarine yes, we had that as well and dripping, we liked dripping, I still do like dripping. The fruits we ate most often, well of course I was three when the war started and a lot of fruits we didn't see during the war. I mean I didn't see a banana or I think a grapefruit, until after the war but we have always been ones for eating a lot of fruit. Any fruit in season, my mother used to buy it. Vegetables, almost anything that was in season or about. The list of foods, bananas, as 1 say we never saw those until after the war. Rabbit, we had rabbit quite often, fried foods yes, fish, yes. Cod, haddock, Finnan haddock, smoked, kippers, and I remember pickled herrings, soused herrings, cheese cooked and uncooked, corned beef, sometimes we used to get steak and heel pies, sometimes tripe. I can't ever remember having trotters at home, but black puddings yes. All these things came from the famous chain of Lancashire shops the U.C.P. United Cattle Products who now seem to be defunct. Eggs, yes but of course during the war, again, these were rationed, you didn't see so many of them. Tomatoes whenever they were about. But one thing that's worth remembering is that nowadays we are used to seeing tomatoes all the year round. Well of course in these days that I am talking about they were only there when they were in season. Grapefruit, as I say I can’t remember seeing a grapefruit until after the war finished. Sheep's head, we never had it, the only one, the only sheep's head I ever saw was what we used to boil up to feed the dog [At Napier Road]. And we did have tinned food, quite a lot. Of course there again, during the war you had to take what you could get, it wasn't a question of what you’d like to eat, you had to have what was available
(800) (35 min)
and a lot of it was tinned food of course, from the Commonwealth. All sorts, tinned meat, tinned fruit, tinned fruit especially, and I can’t remember ever having ever having a bad tin. We drank mostly tea, sometimes cocoa or sometimes coffee but nearly always tea and I remember we had a lot of milk. Christmas dinner was the traditional Christmas dinner. Nearly always a turkey, even during the war we seemed to manage to get hold of a turkey from somewhere, if not a chicken. Favourite foods when I was a child? I don't really know. We were always brought up to eat what was put on the table in front of us and I suppose that some things were more acceptable than others but I can't really recall any special favourites. The only thing that I can remember is that I had two things that I didn't like, one was spaghetti and the other was junket but I still had to eat them. And really the next question doesn’t apply because even though things got hard at times we never had to skimp on what we ate. My father only had a bit of breakfast at home, and then his dinner when he came home in the evening because he had a meal at work during the day so he didn't take anything to work to eat and we never went in to take his food in because of course he worked seven miles away. And he didn't always have the same food as the rest of the family, but that wasn't really because he was having something special, it was because he ate at a different time than us. We used to have our tea when we came home from school and my father generally didn't get home till about half past six, something like that and so his meal was cooked specially. And I can't ever remember that we were ever so short of food that anybody had to go short. My mother usually did the shopping. Most of it once a week, but the thing to remember is that then when we were living at Norris Avenue there were no fridges and it wasn't possible to keep some things for so long during summer. So really you can say that anything that’d keep it’d be bought once a week, probably Thursday or Friday, and other things would be bought as they were needed from the
(850)
corner shop down at the bottom of Norris Avenue. Vegetables were bought at a greengrocers, meat was bought at a butcher's, usually the same one each week. Groceries were bought at the same grocery shop each week and there was a good market in Stockport and very often we used to down there on a Saturday, and go round and buy stuff there. It’s hard to say why, not necessarily because things were cheaper but because it was a bit of an occasion going to the market anyway. Stockport market is still going, it’s still a big, open market and there is something very satisfying about going round the stalls. We did shop at the Co-op sometimes but we weren't really what you would call big Co-oppers. And the difference in prices, service and quality between the local street-corner shops and those in the middle of the town was really very small, the thing was that in the middle of the town you had more choice. We were close to the centre of Stockport, and it was very often possible to get things there and get them fresher than you could at your own corner shop. This had its own effect in that corner shops tended to stick to those things which they could do better than anybody else. In other words stuff that wasn’t going to go off quick or stuff that needed to be got every day like bread or milk, or stuff like that. Because it was easier to go to the corner shop than it was to go down into the town centre and prices probably were just a shade higher but not much. In these days I’m talking about, 1940-45, we still hadn’t got into the price wars that we have got into now. I have no doubt that the shops that we used did give credit but I can't ever remember my mother getting it. The only thing that we used to do in later years was have a monthly account, and pay for the stuff once a month which I suppose is a form of credit. I think this was mainly due to the fact that my father was on monthly salary cheques instead of a weekly wage and it made things easier. And I know nothing about pawn shops when I was young because I didn't even know where there was one and we never used them. I don’t know anybody that did. This question about whether anything you ate when you were young which is no longer possible to obtain. I can remember two things, one of them was fresh liquorice root, not dried, fresh liquorice root, we used to get it at a shop down at the bottom of Huntsman’s Brow at Mather’s greengrocery shop. The same people owned the big pet shop in the market place
(900)(40 min)
and occasionally they'd have this liquorice root, and even during the war. And the other thing was locusts which used to be sold in, I can remember them selling them in Woolworth’s instead of sweets when sweets were short, you could buy locusts. They came in of course for animal feed but the locusts pods are very sweet and they are not bad at all to chew.
I don’t know how much house-keeping money my mother had, we never had anything to do with money. During the second world war food was short and I do
remember rationing, we had to queue for everything. Rationing was on of course and I remember it was a big thing if you went to the pictures, taking your coupons with you to get sweets if there were any. I think we used to get two ounces a week, I am not sure. And I can't really say whether we were better fed during the second world war than before, because of course my memories date from during the war.
We get on to the bit about clothing now. The only clothing that my mother used to make was she would occasionally do some knitting. We didn’t have a sewing machine, and mending clothes was limited to tears and the occasional patch and of course the old stand by in those days, darning stockings which nobody ever does now. And I can't remember having any passed on clothes, but I think it’s possible I might have had. And when we went to buy any clothes, I’ve been thinking, I said I didn't know where there was a pawn shop, but I do because my clothes were bought at a pawn shop, Lekermans, very often, down in Underbank in Stockport. And I have an idea that they were pawn brokers as well. Old clothes. As a matter of fact my mother is sat here with me now while I am making this tape and she has just pulled me up sharpish to point out that during the war at the clinic, which was the health clinic for the children's health clinic. They used to have 'Make do and mend' classes where young housewives were taught how to make clothes for their children out of larger clothes you know, out of cast off clothes. And I can't really remember what happened to my old clothes, I don't think they were passed on to anybody, I think you more or less wore them out. In those days you had the best suit at week ends,
(950)
and when it got a bit shabby you wore it for the rest of the week. When I was at school for the first nine years of infant school, well it was the usual thing boots, or good shoes, socks, short trousers, underpants, vest, shirt, pullover, and not very often a hat, sometimes a hat but not very often. Sunday best was a dark suit, black shoes, and a good shirt and if a hat was worn at all it was a cap. Not the flat cap but a school boy type cap made in segments on top, with a button on top and a peak.
My father wore business suits for work, always, and usually a trilby hat but he did occasionally go without. And my mother wore for housework just normal everyday clothes, plus an apron and she'd wear these clothes when she went shopping but never the apron, the apron always came off. And women's hats varied, they could be all sorts, usually felt, but there were some quite amazing creations. My dad never mended our shoes and I can't ever remember having more than two outfits at any one time, weekend and weekday. And clean clothes? Well, I can't say just exactly how often we had them, but we certainly had them in plenty of time, we never went round wearing clothes that were dirty, we've always made sure that we changed our shirt and underpants, especially before they got heavily soiled. I suppose because it made them easier to wash. I can't ever remember my mother belonging to a savings club for clothing; if there were any at that time they'd nearly sure be run by people like either Provident, or I have an idea that Lekermans might have run one of their own or at least a sort of a Christmas Club for clothing. And the question about the clothes that my father's foreman or boss wore don't apply really because he was the boss, and anybody that was above him wore a business suit the same as him but probably a bit better quality, and changed a bit more often.
SCG/04 September 2003
6,251 words.
LANCASHIRE TEXTILE PROJECT
TAPE 78/AI/04 (Side two)
THIS TAPE HAS BEEN RECORDED ON APRIL 26TH 1979 AT 13 AVON DRIVE BARNOLDSWICK. THE INFORMANT IS STANLEY GRAHAM WHO WAS THE ENGINEER AT BANCROFT MILL AND WHO HAS BEEN THE INTERVIEWER ON MOST OF THE TAPES..
Family life in the home then. Whenever possible we did all sit down to our meals together. This is one thing that I particularly remember about home, we always had some sort of a covering on the table and the table laid properly and we all sat down together if possible. Obviously if my father wasn't there, if he was going to be late home he didn’t, but with the exception of my father we all, it was always regarded as important that everybody was in for meals on time, at the right time, and had them together. I still think it's a good thing, it seems to be a thing that's dying out nowadays. The only rules about children’s behaviour at the table were the normal sort of things about consideration for others, eating tidily and not being a pig at the table. And I suppose my parents were strict in some ways about some things, but not really out and out, we did have times for coming in at night. We didn't swear and we weren't cheeky, and any punishment that there were would be a quick clout round the ear. We never had grace before meals, the
(50)
only prayers we had at home were probably saying prayers at night, before we went to bed, but that was never strictly carried on, we weren't what you would call a religious family. And birthdays were different from other days in respect to the fact that there was always a present, and usually something just a bit special to eat, but never any big set pieces like parties or anything like that. There were occasional parties, but they were really occasional until later on when we got older and things were getting a bit easier from the point of view of money and getting food as well. Christmas and New Year was the typical family Christmas and New Year, spent at home, with presents and I always remember we always had good presents. Easter holidays, Easter was well it was just like any other time really the only difference was that there were different services at Church, and I don’t ever remember Pace Eggs or Rolling Eggs, or anything like that.
(100)
One of the reasons for this would be that in Stockport the big holiday wasn't Easter it was Trinity, that's the week end after Whit Sunday, and that was when the scholars walked. Now that was a big occasion, and the scholars walking in Stockport was a tremendous procession, and we always had to go down to see that, if we weren't actually walking in it. I can't remember any musical instruments in the house while we were at Norris Avenue, there was a piano when we got to Napier Road and my sister used to play that, and at one time when I was about 12 or 13 year old they did try to teach me the violin, but that didn't last long. It went on for about 12 months, and then everybody gave it up as a bad job. As for singing, not a lot of singing in the house really, people did sing as they went about but one of the things about going to Church was that I joined the choir at an early age and first of all on the choir at St Martins, Heaton Norris. Then when we moved to Napier Road at St Paul’s Heaton Moor and I was on the choir until my voice broke and I left home. And my mother was always very interested in choral singing because she came from a place where they had a very strong tradition, Dukinfield. I can remember we used to sit down and listen to the Messiah on the wireless with the music and follow it right the way through.
(150)( 5 min)
And games we played in the house? Normal things such as Ludo and Snakes and Ladders, cards, we used to play cards quite often. Regular newspaper and magazine? Yes, we used to have a regular newspaper every day. I think it used to be the Daily Express but I have just had a message from my mother, of course it was the [Manchester] Guardian, good Liberal paper. I remember at one time my father always used to get the Practical Engineer, we used to, if I remember rightly one of the wardrobes was stacked up with them. I think we all belonged to the Library except my father, he was too busy working especially during the war to do any reading at all. And there were plenty of books about in the house, prizes, presents, there were always plenty of books about, everybody could read and write, and we had plenty of toys for those days, we were always very well off for toys. As to what my mother did in her spare time in the house, she didn't have a lot of spare time. I don't think any housewife did at that period. If she had any time all, it’d perhaps be doing a bit of knitting or reading the Woman's Weekly or listening to the wireless. Of course the great thing about listening to the wireless was that you could do other things at the same time.
My father didn’t have much spare time. In winter his spare time would be spent sat smoking and listening to the wireless, perhaps having a bit of a read, but in summer he was nearly always outside doing something. And we used to get up in the morning at, oh about 7 o'clock or half past. There was never any trouble about getting up in the morning because we were always in bed very early at night. My mother was always one for getting us to bed in good time. That's probably one of the reasons why I don't know much about what they got up to when we had gone to bed. I can remember many a time we used to be in bed for 7 and 8 o'clock, even in summer and I used to think it was very cruel at the time but I realize now that it was a good way of bringing anybody up. Pets, I can remember we got an Alsatian once [At Napier Road], and had nothing but trouble with it. It seemed to get everything, it finished up by falling in the Mersey and getting paralysed and it had to be done in. Yes, my father smoked and my mother smoked as well at that time I think. My brothers and sisters never smoked, but I did, I was pinching my father's cigarettes as early as I can remember. As regards gambling, well nothing really serious, a bob or two on a horse, the Grand National, something like that. And I can never remember a time when we didn't have a radio. Now at this point I’ll just go back a bit, and just talk about Napier Road as opposed to Norris Avenue, with regard to the house.
(250)

6 Napier Road, Heaton Moor. My sister Dorothy and brother Leslie leaning on the gate. About 1955.
In some ways it was a big change moving up to Napier Road on Heaton moor, because it was an older house probably built about 1850-1860 and a very large house. Heaton Moor at one time was the place to live if you had a business in Manchester and in consequence a lot of the houses were very large. Ours was a, a what you’d call a superior terraced house. In other words you couldn't get from the front to the back without going right the way round the block. But it was a very good quality terraced house, big high rooms and plenty of them. Starting from the bottom there was a complete range of cellars under each room, it was really a duplication of the rooms on the first floor. I suspect they were used for servants' quarters because when we moved in there was still the bells down in the cellar on springs. Then on the ground floor, starting at the front there was a large hall with a stairway, a lounge, a
(10 min) (300)
dining roomy a big living kitchen, and then a small cooking kitchen and scullery. Of course stairs down, under the stairs going upstairs, down into the cellar. Then on the first floor was a very large front bedroom, a big bedroom over the living-room, another bedroom over the kitchen and a passage through there to the bathroom which was at the back over the scullery. These houses would have been built with a bathroom when they were first built. And then there were the attics. There was a large front attic and then another, quite a large attic over the living room and second bedroom and then another large attic at the back over the line of what would have been the back bedroom, the passage to the bathroom and the kitchen below. And that was made into another bathroom when we moved in, we had two bathrooms in that house. I used to sleep upstairs in the attic, and my sister and brother used to sleep downstairs in the two bedrooms downstairs and my mother and father in the front room which left one big roomy the attic empty all the time we were there. At one time we had a small slate bed billiard table in there and used it as a sort of playroom. And all these rooms had fireplaces, which gives an idea of the class of house it was when it was built. The furniture was exactly the same as it was down at Heaton Norris, but when we moved in there we got a new three piece suite, and that went into the front room and some new carpets appeared. This would be in about 1945 and strangely, well I say strangely enough, well I can remember getting one piece of carpet there for the stairs, and my mother's still using it now on the stairs
(350)
here in this house and that's what, 35 years later. It must have been a good carpet when it was bought. There was a very large garden at the back and at the end of it we built a garage with a greenhouse on top of it and at the front there was a small garden, but it was badly lit, because it faced north and there was very little ever grew there.
The back garden at Napier Road with the greenhouse on top of the garage.
And really, you can see the picture that when we moved up there it was a step up the ladder really, and it was very nice living at Napier Road. Things had improved quietly one way and another and when we were up there we did get the first fridge which again my mother still has, and the first washing machine. I remember the washing machine was a bit of a laugh because we came home one day and found out that a washing machine had been delivered, a beautiful thing for those days, it was a very modern washing machine, a Servis washing machine. And, father was a bit of a bugger. Stuff used to land home, we didn't know it was coming, and of course we landed home and thought Good God, he's gone mad, my mother's got a washing machine! It wasn't until he came home that we found out that it was one he’d fiddled for a mate of his and it wasn't really my mother's at all. And I think she was a bit disappointed about this. I don't quite know what pressure was applied on my dad but suffice it to say that shortly afterwards we became the proud owners of a washing machine as well and we have had one ever since. Another change that we had while we were at Napier Road was that we got a Rayburn in.
(15 min)(400)
Of course Allied Ironfounders made the Rayburn, that was a solid fuel stove for cooking and we had a Rayburn in. And, really it was a very good house that, a really good house and we were all very happy there.

The kitchen with the Rayburn at Napier Road. The strange thing is that in 1988 I heard from my brother that the house was to be demolished so I went for a last look and found it was open so I went in and recorded it. (Yes, I know, obsessive about recording!) What amazed me was that apart from general deterioration, nothing had changed in the 35 years since I left it in 1953. I doubt if it had seen any paint either!
Anyway we'll move on to social life outside the home. Where did you usually play outside the house! Anywhere we could. Down at Norris Avenue we were lucky,
it was not a dead end but it was a crescent and there was no through traffic, so we could play anywhere on the street in no danger at all. Also if we just popped behind the houses we were into a park, there was a park with a playground, bowling greens, tennis courts, anything you cared to mention. And, in those days Heaton Norris was almost out in the fields, you hadn't got to go so far one way or the other and you were out into the fields, and you can have a good walk. And we did play to some tune. One of the favourite games in these days was going around the morning after an air raid and picking up the shrapnel which is a thing that people laugh at nowadays, but we used to collect shrapnel and cartridge cases that fell from airplanes, all sorts of stuff. And we used to play with anyone, I don't think there was anybody that we weren't allowed to play with. We just played with whoever there was about, we did our own sorting of them out. And the games we played were ... well we played all sorts of things that a lot of people on the tapes that we have done don’t mention. I mean
we used to make parachutes with a stone and a handkerchief and throw them up, we’d play with them all day. And making gliders out of paper, and games
connected with war of course because war was what we were living through then, and then the ordinary games like Hide and Seek, and Tick and Tag and
(450)
anything like that. We played the lot, whips and tops, anything that was going, conkers. And we did go for a fair lot of walks, my mother was a great walker she used to think nothing of pushing the pram 7 miles [to Dukinfield] and back and we were all good walkers. And bicycle rides, that came in later, when we moved to Napier Road. I was bought a magnificent bicycle when I was about 12 years old and used to ride it all over the place, we used to think nothing of doing 100 or 200 miles at the weekend. Several of us used to go riding together and we really did ride some great distances. Can’t remember a lot about collecting berries or firewood, or fruit or anything like that while we were out. We went out just for the enjoyment of it. I did once get into fishing but soon gave up when I found out that I couldn't catch fish. It was canal fishing and I often think that anybody that goes canal fishing is just looking for a way of getting away from the wife or something. And my dad, the only time my dad went out he used to go to the football on Saturday, or the cricket if it was in summer. And, there'd be one night a week, he'd be late home and we knew when he did come home he used to go to sleep very quickly and of course he had been at the pub in Denton. There were times when he had to go out on business and there is no doubt about it that a lot of whisky was got through while they were doing business. I can remember him coming home many a time and sitting down in the chair and just going to sleep in his overcoat. And my mother, being a woman of quality used to leave him there till he came to. But he couldn't be said to be a drinker really, just a man that liked a drink. I can't ever
(500) (20 min)
remember my mother going out so much. If she did, it'd be visiting neighbours or we used to go across to Dukinfield and visit relations across there but that was usually at week ends. I shouldn't think she averaged more than one night a week out if she was going out. And Church going, well mother went regularly, and we went regularly but my father never went. And when we were at Heaton Norris it was St Martin's - as I say I was in the choir. When we were on Heaton Moor it was St Paul’s. And we used to go to Sunday School as well, in fact with being on the choir I used to go five times a week, I used to go twice to choir practice, once to morning service, once to evening service and once to Sunday School. And if there were any special services in between we used to go to them as well. I can't really remember a lot of social events, connected with the Church. There was the Prize Giving, once a year for the Sunday School at which we always got a prize because we were forced to go, and otherwise I can't really remember other social activity going on connected with the Church. There undoubtedly were some but we were never mixed up in it. The people that went to the Church were mostly what you'd call high working class, lower middle class, and above. Heaton Moor was what was known as a fairly good area, and it seemed that the sort of people that went to the Church were the sort of people who’d be liable to go across into the Reform Club which was just across the road afterwards and have a drink there, including the Vicar. And I should say that they all mixed fairly well. I can't really
(550)
remember anybody being stand-offish. As for holidays, well we always went away for a holiday, I can’t really remember a year when we missed. North Wales was very popular, as we liked the sea and I also remember when the bombing got really bad in Manchester and Stockport we decided to, I think my father decided we'd be safer if he sent us all out into the country for a bit, and we went for about three months to a place in Derbyshire, a farm called Burr’s Mount, at Hancocks at Great Hucklow, in Derbyshire and I had a really splendid time there. I can remember that summer it was marvellous. We did nothing but go round feeding pigs with coal and using pumps we shouldn't have done and wandering about. And there's an old lead mine near the place and oh it was marvellous.

Stanley with his father at Burrs Mount in 1939.

Burrs Mount in 2004. Over the years I went back time and time again.
And then I remember we once went to a farm in Cheshire, Poole’s at Buglawton. We went and stayed there for a fair while as well and that meant that we missed a bit of the bombing in Manchester, not all of it, there was plenty went on, but that was one of the reasons why we went away for these long holidays. And I remember that my father very seldom went with us because he wasn't able to go, he was too busy working. War effort and all that. So it was usually my mother and the children. And there were occasional outings and visits when we were young but remember that this was mostly during the war years and we were very restricted. Even though we had a car at that time, there was no petrol and there were very few places to go. It usually boiled down to going somewhere where it was nice, having a walk. I mean in those days there were no cafes because of rationing. There was no such thing as going somewhere and having a cup of tea or anything like that. If you wanted anything you took it with you. And the times when I went out just with my father were usually, as I got older, to the cricket. I never went to the football, I wasn't interested in football but I used to go to the cricket every Saturday at Old Trafford. Our family never were connected with the Temperance Movement and the only instruction I got about the evils of drink was the fact that if you came in and went to sleep in the armchair you got left there until you woke up yourself. And I can remember seeing women going into pubs but nobody ever seemed to bother much about it. Things were easing off a bit in this respect by this time. Hard to say if I know of any families ruined by one or more members drinking. I know families where some people drink too much and it isn't a good thing, but I don't think really that's the idea that was behind this question.
In the local pubs yes, there were certain rooms that were kept for certain people. Tap room, best room, singing room and just about every pub was divided up in that way in the Stockport area at that time. There was generally a private room at the back where anybody who was going to talk business or wanted to talk and didn’t want anybody else to hear could go. Street performers. I can remember barrel organs, and I can remember people playing musical instruments in the street. I'm not so sure about sellers who entertained passers by, there was a lot of back chat in the market and things like that but not just in the main streets, during the day: And the Clubs or Societies that I belonged to before I left school, Church Choir, Cubs, I was in the Cubs a long while, and when I moved to Heaton Moor I got into the Scouts but I only went once I think, I didn't like at all. And after
(650)
that I seemed to find my own amusements, I never was much of a club man. And Stockport, as a place to live when I was young, it was good, it was all right, especially up in Heaton Moor, plenty to do, plenty of people about and not a bad area to live in at all. And of course, in a lot of ways, we were privileged. I mean our parents were amongst the higher wage earners of the time, even though I can remember his wage wouldn't be much more than about £850 year then, but we were fairly comfortably off. And I can never remember going to a wedding or a funeral when I was young but there was very little difference then than there is now except that things were more formal especially at weddings. I mean now it's permissible to go to a wedding wearing almost anything but then it was the dark suit, white shirt and dark coloured tie. And where did I enjoy going most when I was a child? I think walking down the side of the Mersey. Either that or going round the market in Stockport. Pocket money? Yes we had pocket money, I can't remember what it was, I think probably in later days we got up to something like half a crown a week. With which we'd be really well off then. And it was nearly all spent on the strangest things. I mean marbles, sweets, all sorts of stuff. I used to buy a lot of balls of string and stuff like that. I used to find all sorts of uses for it. I remember we used to make electric motors out of bits of tin and copper wire and pieces of wood. You never seem to see anybody doing that nowadays, we used to make electric motors and run them off batteries. And yes, friends did call at the house fairly often. I don’t, I think in a lot of cases they were invited but people just seemed to be, people just seemed to drop in in those days. They'd drop in on you for a bit, probably once or twice a week you'd have somebody calling. And many a time your dad'd bring somebody home with him, especially during the war when they had some, I remember we'd come home sometimes and find an Australian soldier asleep on the sofa in the front room, or something like that, it made life
(700)
interesting. Saturday was, it was a day for playing round and enjoying yourself. Saturday morning you did exactly what you wanted. Saturday afternoon was the pictures, and Saturday evening, you played until it was dark, and then went to bed. Didn't go to any concerts or theatres or music halls but cinemas, never a week went by but what we went to the pictures at least once and usually twice. It used to be a regular thing, we used to go every Thursday night to the Carlton Cinema in Stockport. We used to wait for my father coming home and he used to take us. And if he was late he used to land home and find that his tea had been made into sandwiches and he had a flask and he had to come and eat it with us while he was sat there watching the film. The reason for that was that a friend of his [Mac Parker] was the manager, and we used to get in for nothing. Which was a good thing, front row of the circle at the Carlton and, it was all right was that. I can't really ever remember my father discussing politics, I think he had more sense. If he voted and when he voted I should think he voted Conservative. One of these things about these questions is that it makes me realise how little I actually knew about my father. I mean I don't really know whether he was, what his politics were. But I should think most likely Conservative and as to why he held Conservative views, I should think because he was a fairly conservative sort of a bloke himself and in those days, Conservatives were conservative. There was a
(30 min)
difference between Conservative, Labour and Liberal. I mean now, things have changed, and there is very little difference, we are really voting for personalities. My mother's views? I suppose, the same as my father's. I should think that she'd vote Conservative as well. I think that people'd vote, in those days especially more or less because they liked Churchill, thought Churchill was a great man for the country. Of course during the war it was coalition government, a national government, so it didn’t really apply then. And neither my mother or father were a member of a political party and didn't do any work for them, and I can't say that I could ever remember there being elections when I was young, they just didn't
(750)
play any part in our lives at all. And I am sure that my father never felt that his job would be at risk unless he voted for a particular party. He'd vote for who he wanted to. And I should think he did usually vote.
Education. First school I went to was Hope Memorial church school on Huntsman’s Brow, Stockport.

Hope Memorial school just before it was demolished to make room for the motorway.
I went there from when I was four and a half until I was nine. The benefits I gained from that school were many and varied. One was that it was a good education and the second was that due to the peculiar conditions of the war years, the last two years I was at that school there were only two of us in the class and I can remember that a girl and myself were taught by the headmistress for two years solid. It was like having a private tutor for two years. And I know I went from there to St Thomas's at Heaton Chapel and did two years there before going into grammar school and never did a thing except go for the headmaster's tobacco and learn poetry because actually I'd gone as far as I could do with Miss Hogg down at Hope Memorial. I often think that was a great thing for me, having that happen to me. Teachers were strict about all sorts of things then. I mean things were far different in schools, you went there to learn and you sat at a desk in rows, and you did as you were told and you did learn, and no bad thing either. One thing I do remember is that we used to, it was fairly modern practice then during the long school holidays we used to be able to go back to the school and play under supervision and we used to do that quite often, we used to like it. I went to grammar school, yes competitive examinations. I did three, one for Manchester Grammar, one for Hulme Grammar and one for Stockport and I just managed to scrape into Stockport Grammar school by the skin of my teeth. I think I was probably the only one from that school that went. and I stayed at the grammar school until I was 17 years old.

Dorothy front row left hand end. The netball team at St Thomas' in 1940. The man stood behind is the headmaster Mr Bowers.
(800)
I left to go into farming in 1953. I didn't go to night school when I left school, funnily enough until about two years ago, and then I started going to night school again to study for qualifications to get into Lancaster university. I want to get into there, back end of this year, I think it's about time I went back to school. [2013. I got there and did a history degree] At Hope Memorial we used to come home for our dinner, but at St Thomas's and at the grammar school we used to stay. It was school dinners mostly but at the Grammar school very often I used to take sandwiches. We were trained in practical work at school but not until we got to the grammar school really. The only practical work I was taught at school was at Hope Memorial where they taught us to knit and I think I can still do a bit of knitting. But at Stockport Grammar School we used to do what they called - what was it called - Manual ... I can't remember the name of it, Manual studies or something like that. Anyway we used to go and do woodwork, and turn out trays, and toast racks and God knows what. But I always liked it actually, I always liked woodwork. And yes, parents used to visit school, they used to have an open day once a year. The parent teacher relationship at schools weren't the same as it is now and it was coming to it but at the grammar school there was some interest shown, but not as much as there is nowadays. Andy of course contact between the school and the parents was limited really to the reports that went out at the end of each term on how well you had done. They were very thorough reports at the grammar school. Nobody ever suggested any sort of a job to me while I was at school, there was no sort of careers guidance and I should think that what they'd have thought of as a good job was something connected with the professions. [Funnily enough, at a re-union with five of my mates from school 50 years later we found that we had all ended up being engineers, and three of us had worked on steam engines!]
[Back to leaving school] In the event I went and did what I wanted to do [farming] and went and did a year's practical with the intention of going into agricultural college but of course things didn't turn out as they should do and I was called up for army service and finished up doing two years in the army. And the school, grammar school, used to mark special days by having a half holiday. And then the neighbourhood. Yes, there was help
(850)
between neighbours but not the same amount that there would have been on a back street. As I have already said, moving into Norris Avenue and Bankfield Avenue would be to most people a step up. Things just weren't, probably as it wasn't so much of a small village or a group of back streets would be say down, further down towards the middle of Stockport. People were all a bit better off and tended to keep to themselves a bit more but there still was help from neighbours if somebody was ill or was confined. Things like doing a bit of baking, doing some shopping, going round and sitting with somebody. And as for how much borrowing went on, well I couldn’t really say. I know that we never did any or very seldom, it'd have to be an absolute disaster if we did. And yes neighbour’s would drop in every now and again, specially the neighbours, funnily enough the neighbours on Norris Avenue did but Bankfield Avenue, which was only the opposite way, they were the houses on the other side of the crescent, I can't remember anybody coming from there. And, I can't really remember anything about people talking on door steps, or quarrelling, or fighting, there wasn't really a lot of street life. If there was any intercourse between people it was inside the houses.

Victory over Japan party on the junction of Bankfield Avenue and Newby Road in August 1945. And yes, there's a little lad with dark hair and glasses there left of centre.
Yes I can remember a lot of poor children at school, especially at Hope Memorial which was on the boundary between the better parts of Heaton Norris and the really bad parts down by the river, Brinksway. And there were some poor children at that school, there's no doubt about it. It was nothing unusual for people to be off school for three or four days and its turned out they had been off school waiting for their boots to be repaired. [Years later I found evidence that Miss Hogg had applied to the Education Committee for money for a pair of boots for one of her pupils.] But I don't think they were treated any differently at all, it was a very good little school that and they were just all treated exactly the same. The only thing that really was frowned on, was when children turned up really dirty to school and something was soon done about that. And, as for why did we think they were poor? Well I mean it was good to see why they were poor, the clothes were in rags and as I say they were
(900)(40 min)
many a time off school while they were having the boots repaired. And something which you noticed about them, some people argue against this nowadays, but some of them did stink and it was a queer sort of a smell, sort of a stale smell. I don’t know really what caused It. Probably cooking in small rooms, damp and lack of ventilation and not keeping as clean as they should have done. But the families that were thought of as rough were people who had children like that and people who lived in places like Brinksway and Portwood in Stockport where there was some very substandard property. Respectable ones were the ones that kept the kids clean and send them to church and fed them and in later years had a car. These were known as respectable. Of course it was possible to be respectable and poor but if somebody was being respectable and poor it was sometimes very difficult to see that they were poor because they made such a good job of being respectable that it was a job to tell what the finances were. I can't ever remember soup kitchens or anything like that or anything about the work house. I didn't even know they existed. Really, widows, most of the widows that I had ever come into contact with would have been war widows and they'd be under war widow’s pensions. We didn't have any relations living anywhere near, the nearest ones were at Dukinfield. And we used to see them occasionally, we used to go across perhaps, oh three or four times a year to visit them. And if I was asked to put the family into a social class, I'd say well, Heaton Norris, higher working class, Heaton Moor lower middle class and as for knowing anyone from other social classes, well of course we did, you came in contact with all sorts of classes at school and the only difference was that some had more money than others, some were dressed better than others, that was the only difference. There was no difference in the people themselves. And the sort of jobs that men in the street had, in Napier Road Heaton Moor, they were mostly professional men. Down in Norris Avenue, well it could be anything from working in an engineering works to being a self-employed jeweller. There was a fairly wide spread of professions on that avenue. And as I say, the rough streets in the area were Portwood, Brinksway, down that way. The better streets were where we lived of course and farther up the hill. Funnily enough in that part of Stockport the further up the hill you got, the better the area you were getting into. Probably because you were getting further away from the river, the smell and the mills. I don't know about who was considered the most important people in the town, probably the Mayor and Corporation and we never came into contact with them. As for what we thought about the police, we had a very healthy respect for them. And other parts of the town that we went to regularly, well we used to, we seemed to wander about to nearly all parts of the town especially when we got the bikes, we used to go to just about every part of Stockport and it was a fairly big place. As for there being any sort of person whom your parents preferred the children not to marry, well I don't really think there were. And I can remember people being called real gentlemen and real ladies and I think usually the reason was, and this might sound a facile answer to the question, that they acted like gentlemen or ladies. There are certain people that act like gentlemen and usually they are people who show more consideration for others without ever appearing to be patronizing or being do-gooders. Really I suppose they are people of a higher social class but people who don't use that as an advantage over the people they are dealing with from lower classes. And I was just trying to think of some and it's funny, the names escape me now but I can see one or two people in my mind's eye who were regarded as being gentlemen and ladies. But I can't remember the names. Of course, there is no reason why I should, they were out of my class altogether, out of my social class.
SCG/05 September 2003
6,543 words.
LANCASHIRE TEXTILE PROJECT
TAPE 78/AI/05 (Side one)
THIS TAPE HAS BEEN RECORDED ON APRIL 26TH 1979 AT 13 AVON DRIVE BARNOLDSWICK. THE INFORMANT IS STANLEY GRAHAM WHO WAS THE ENGINEER AT BANCROFT MILL AND WHO HAS BEEN THE INTERVIEWER ON MOST OF THE TAPES.
Continuing with the structured questions and we are on the section now dealing with health - and of course, it's Stanley Graham interviewing himself. Any special cures for illness. Well I can remember, we used to have the sweaty sock wrapped round our neck for sore throats, and T.C.P. was reckoned to be a cure for just about anything, and if that failed surgical spirits. If you wanted disinfectant it was either surgical spirit or T.C.P. Friar’s Balsam used to be a big standby, either on a lump of sugar or else inhaling it. Oil of eucalyptus, and as I have already mentioned the home-made lemon glycerine and honey. Tonics were the great thing in those days. People used to be thought to need a tonic every now and again. Things like cod liver oil and malt weren't so bad. I can't ever remember us being given brimstone and
(50)
treacle but I think we were on odd occasions. But the worse thing of the lot was a thing called Easton’s Syrup which, if you went to the doctor and he used to look at you and say “Yes, you need a tonic.” and give you this bottle of yellow stuff that just looked like pee and God, it tasted like it too. I think that mostly it was quinine, it was - God, it was terrible stuff, it used to turn your teeth black. I've received words from the foothills that what it was strychnine and that's why they don't make it any more. Of course when you think about it, strychnine is a stimulant for the heart isn’t it? Medicine was different, because of course one of the things that we have seen a revolution in over the last 30 years is medicine. I mean, in those days there was nothing like penicillin and modern antibiotics that we have nowadays, these modern drugs. The nearest you got to a modern drug was what used to be known as M&B for influenza and I can remember my dad once saying that he didn't know which was worse, the influenza, or the bloody M&B. And I think that was quite right, it used to have a very depressing effect on people who took it. I don't
(l00)
think we had to call the doctor very often. If there was anything wrong we used to go down to the doctors. We used to have an old Irish doctor, a fellow called Tommy O'Connell, who lived down at Green End, Didsbury. And we used to go down there and I remember that was an amazing place. Actually, he was a very good friend of my father's and I know a thing that's often laughed about was that my dad once sent me down there at a very early age because he thought my head was too big, some people'd say that that hasn't changed much now - but I remember old Tommy O’Connell, all he did was laugh and send me home, when I went down there He told my mother that he thought I’d grow into it. He has only just died, as a matter of fact a very strange coincidence did come out, anybody who has gone through these tapes and has come across references to Peter Birtles the managing director at Bancroft Shed. Peter Birtles’ family doctor when he was a lad was Tommy O’Connell. And it turned out that we knew a lot of the same people, and I found out then that Tommy O'Connell was still alive. Very funny story about Tommy O'Connell and my dad. They once bought a greyhound, and very good greyhound and spent quite a bit of money on it, and had it in training at the White City at Manchester and it never did a thing. And in the finish the trainer persuaded them to sell it and, as soon as they had sold it this trainer put it over the hurdles, it had never been over the hurdles before and - at least not to my father's knowledge - and it turned out to be a world beater. And
(5 min)(150)
I've forgotten what the name of that greyhound was but it was something like Mick the Miller, but it wasn't the famous Mick the Miller, and I'm not sure if it didn't win the Irish Grand National in the end, the Greyhound Grand National. Anyway, be that as it may, Tommy O'Connell was a very good friend of my dad, and a typical Irish family doctor, he used to have three big bottles in the dispensary at the back - because in those days of course doctors used to dispense a lot of their own medicines. And I remember there were two stand-bys the Mistussi which was to help you to breath and Mist Expect, which was to help you to bring the muck up off your chest and a big yellow bottle which I suspect was for those that didn't need either of the other two. Anyway, be that as it may. We were already into the period of National Health then when you didn’t actually have to pay the doctor so the third question doesn't apply. And we didn't belong to a Friendly Society and so received no benefits. I think that with my father being salaried, if he was off sick he still got his wage just as if he was at work and he would be covered by Lloyd George. The only hospital scheme that I know of was in Stockport. In those days when, the only thing that I can remember is that there was
(200)
a sort of a Penny Scheme for the hospitals that was taken out of people's wages. Now as it turns out, my mother's just reminding me that when I was about two years old I had my tonsils out. It was a regular thing in those days to take children's tonsils out at a very early age. Of course now there is a lot of argument about whether it's a good thing or not, all I can say in that I have had tonsillitis many a time since even though I've had them out. And they very nearly had to pay for me to have my tonsils out in hospital, so there must have been some big change in the method of financing hospitals just at that time - that would be of course about 1938. I can't remember ever paying death or funeral insurance, we have never been ones for having insurance policies like that so nobody in the house was covered. And obviously nobody had any operations at home because those days were long since gone. Babies being born at home, yes I was born at home and I can vaguely remember my sister being born but I can certainly remember Leslie being born at home. And it was a time of great mystery and strange activity, and we didn't really know what was happening. And my mother was, the bed was moved down into the front room and strange people were popping in and out at all hours of the night, and if I remember rightly, one snowy night we were eventually whipped off to somebody else's house for a bit. I suppose while the actual event occurred. And that was of course with the midwife or as my dad used to call her 'the rabbit catcher' and the doctor if and when he could get round. And the midwife would be trained, certainly would be trained.
(250)
Diseases which the family particularly dreaded catching? Well, not really, we were never brought up in fear of any disease but in those days there were still things like diphtheria, scarlet fever, scarlatina. The fever wagon as we used to call it. A yellow ambulance used to be quite a common sight, people's houses used to have to be disinfected when they'd had a disease. Families used to be put in quarantine, children would be off school for weeks and weeks at a time, because somebody in the family had some
(10 min)
infectious disease. There was a place down in Stockport where stuff used to be taken to be disinfected sometimes. I don't know that I really knew any children with rickets, I think I must have done because there were some very poor children at school but I never really recognised it as rickets. In fact the funny thing is that until I started doing these tapes I never realized that if you saw somebody about Ernie Robert’s aged 60 to 63 with bent legs they were nearly sure badly fed when they were children. And it just shows how you can live with things and not recognise them. As for feeding babies herself I know that for a time we were breast fed but mother's great stand-by was a strange diet for children. This consisted of boiling up fine sago, that's tapioca, with milk and cutting a big hole in the end of the teatt so the bobbles could get through and feeding them on that.
(300)
It seemed to do me fairly well and as a matter of fact we fed our children on it as well. The doctor played hell about it but we still carried on doing it, and it doesn't seem to have bothered any of them. As for being particular about disinfecting the house, I wouldn't say that my mother used to go crackers with the bottle of disinfectant but everything certainly was kept clean. She certainly did understand that things kept clean were things less liable to cause disease. And catching flies, there were two methods, the sticky fly catcher which my father loathed and hated and the old fashioned method of rolling up the Manchester Guardian and squashing the buggers on the wallpaper! Eh! It left little red marks all over, but I know none of us could stand flies and I can remember that they were chased round the house and swatted unmercifully. Which was the more sanitary method of disposing with them? I'd hesitate to say but certainly we were spared what Ernie Roberts described as the fly paper with millions of flies on it.
Now then, the next section. Work. The hours he worked - talking about my father, the hours my father worked were just absolutely fantastic. Of course we must remember that we are talking about the period during the war, he was a works manager of a firm employed on munitions and his hours were literally anything that God sent. Sometimes we didn't see him for days at a time if they had a problem down at the plant, he used to stay there.
(350)
And there is no doubt about it that during the war he was a very conscientious, able and a very valuable worker for this country. This was recognised after the war when they gave him the MBE but he wouldn't go down to Buckingham Palace for it, they had to send it. [I found out later that this must have been a big problem for him because he was living under an assumed name. Big sighs of relief when they didn't rumble him?] As for his wage, well all I can say is that I think his wage, by the end of the war, about 1950, had got up to about £850 a year which of course sounds peanuts now but wasn't really a bad wage in those days. He was paid for holidays but very seldom took them. He didn't have any, he didn’t have any holidays, he never had time. He didn't have any part-time jobs for the same reason and as for accidents at work, no, just minor accidents. Of course if we start to talk about the days before I was born it's a different kettle of fish. I mean he had seen the lot, he’d worked in copper mines in Australia and all over the place, and seen accidents and worked under terrible conditions but that really isn't the subject of this tape. What I think I might do eventually is copy the old tapes which I did with him before and put them in as part of this archive, or as part of another archive. [I’m transcribing this in 2003 and I’ve transcribed father’s tapes and they are in with the archive at Clitheroe] I can never remember him being out of work, probably because a
(15 min)
really good man is always sure of a job. And so I can give no information about being a member of a family where somebody was unemployed or receiving owt from the Board of Guardians or any other charity. I think that would have been regarded as a disaster in our family because we were always brought up to look after ourselves. He didn't belong to a trade union because he was one of the management. As for me, did I have any part-time jobs before
(400)
I started full time work? I did in a way but it was unpaid, or almost unpaid. I used to work in a bicycle shop a fair lot, I used to spend a lot of time in a bicycle shop, helping to repair bikes but that was more or less just because I enjoyed being there, it wasn't because I wanted to earn any money or anything like that. There were one or two perks to the job, I used to get jobs done to my bike for nothing and I used to learn about the job and well, I used to go there any time I had and get no pay at all. When I left school the first job I had was I went through what started off to be a year's practical farming down on a farm in Warwickshire working for a man called Lionel Gleed at Harrods Farm, Whatcote near Shipston-on-Stour. And I chose that job because I wanted it. I had had some good exam results but I wanted to get out of school and wanted to get out working and I got the idea in my head I wanted to go farming, I've always had a leaning towards farming. And I went down there and spent a year working with them and living in there. The hours we worked were from about 5 o'clock in the morning to God knows what time at night. It depended, if it was bad weather we'd finish about 5 o'clock, after we had done milking. If it was good weather and harvesting we'd carry on. And the pay I got was £1 a week, I put 10s in the Savings bank and spent the other 10s on Woodbines. And no, I didn't think it was a fair wage, I thought I was worth a lot more and I didn't give anything to my mother because I wasn't at home. I think actually the best thing I did for my mother was getting out of the way for a year. It meant she had less work to do. And as for how my employer treated me, he treated me well, I still go back to visit him, a great
(450)
fellow. Now, what other jobs did I do after my first job? Well, thereby hangs a tale. I was supposed to be doing a year’s practical before going into agricultural college to study farming but, due to an unfortunate set of circumstances, it was something to do with the fact that I couldn't be described as a primary stockman, or something like that - I was called up for the army for national service in 1954. And so when I finished my year's practical at Harrods, I went there in June 1953, I went straight into the army and served two years in the Cheshire Regiment. Bit of a laugh about that was that when I went for my medical they classified me as ‘grade 3, not to be sent for Artillery or Infantry’, because of my eyesight and they put me in the Cheshire Regiment and put me in Anti-Tank, which was the only way they could get me in Infantry and Artillery at the same time! Anyway I enjoyed my army, I didn't like it but I enjoyed it. That sounds strange but I did well in the army and came out as a full Corporal after two years which was quite an achievement. And really got interested in the job, and got interested in the guns and very nearly stayed on, very nearly. I didn't serve any apprenticeship or anything like that and I didn't belong to a trade union then. The reason was that nobody ever asked me, there was no need to be in. My sister did one or two different jobs, mostly secretarial, she was working for the Cotton Board at one time. And my brother when he left school, as I've said before, went to Silentnight as an executive trainee and then decided to go and do mental nursing and finished up down at St Thomas's as a nursing officer.

Cleaning the bore of a 17pdr anti tank gun at Gatow in Berlin. 1954.
(500)(20 min)
In the days we are talking about just after the second world war there's no doubt about it there were very distinct differences between labourers and tradesmen. People who had served an apprenticeship 5, 7, or even more years and became journeymen and craftsmen were definitely a cut above what we'd describe as labourers. People who had served an apprenticeship, they had a definite advantage when they went for a job. And of course nowadays this is all going by the board, there are still apprenticeships, but they don't count for the same as they did. In those days, they made the difference between different grades of social status and now that just doesn't apply. I've already said that in the second world war my father was manager of this factory at General Gas, and of course I was still at school, and then I got into the army and spent two years there. Obviously my father worked on munitions. Jobs for girls and women when I was young? Things were starting to open up a little bit but not much. Really what I think of as women's work, which is the way I was influenced by my education then, are things like teaching, nursing, midwife, it sounds terrible I know but any sort of household work, looking after children. I think that, to take this question here, just as it's written, the first world war did make a tremendous difference, the second world war made a difference again but there was still a lot, and still is a lot of - I don't quite know the word for it - there is still a lot of discrimination against women and it’s not been ironed out yet. I suppose really the only way it will be ironed out is for men to start having the babies as well as
(550)
women but there's no sign of any moves in that direction yet. Spare time activities? When I started work these changed completely because for one thing my environment changed completely, whereas I'd been living in a town I was living in the depths of the country. What I did was buy a gun and start shooting and any time I wasn't working I was out with a gun shooting anything that moved and that's just about how I spent that year down at Harrods. We never went to dances, I never had any interest in dancing and I think all the time I was at Harrods I don't think I went to the pictures once, we had a television down there but it depended on how well the generator was running, because we made our own electricity. Sometimes the picture used to vary in size. And I stopped going to Church and started going into pubs instead. I think that I spent as much time in the pub as I did in the Church, as far as the ten bob would allow. But I mean, then you see you could get a fair do of cider for a couple of bob and we used to go out on a Saturday night down to the pub in the village, and just have a jar or two of cider. I didn't take any interest in politics because I didn't understand it and I still don’t and I had no interest in any sport whatsoever apart from shooting. I took my bike down there and rode that a bit but I was too tired by the time I had finished the day's work to do anything else other than just sit down and get ready for going to bed. When I came out of the army it was to find that the family had moved and instead of living in Heaton Moor they were living up in a little place called Sough, near Earby which of course is near Barnoldswick. Due to a strange set of circumstances which is too long to go into here, my father left his employment under rather strained circumstances but with his salary made up and his pension made up to his normal retiring age. He actually retired two years early and with the proceeds he bought a shop which didn't do very well really. I think because we lived too well out of it. Anyway his eyesight was failing and when I came out of the army, instead of pursuing farming again I came up and started to give a hand up here.
Which leads to another story altogether because at this point, we got to the point where the shop evidently wasn't making the money that it should do. We were running a grocer's shop and a mobile shop going round the farms and it was fairly obvious that I had to go out and get a job and start earning some money to keep the family going. And the only thing that I knew how to do that was any good round here was farming and driving a wagon. And farming didn't seem, the farming round here never appealed to me because it's all grass farming. It wasn't the same sort of thing as I had been used to. Anyway I realised that that was a dead end anyway, there wasn't the money to be earned at it, and so I started wagon driving to make some money.

My last wagon in 1972. King of the Road!
And that really was my life for the next twenty odd years. Starting off with local haulage, and then getting into long distance haulage and, I finished up in the end with… I started off with a little petrol Bedford wagon and finished up in the end with a big trailer outfit 60 foot long and weighing 32 tons and that is a story all in itself. At one point I was driving for a firm called West Marton Dairies, not driving for them actually but driving for a contractor who worked for them picking up milk. Then I was picking up milk. That’s going around the farms picking up milk off the milk stands in 12 gallon kits, or 12 gallon churns as some people call them, but they are not churns. Churns are what you make butter in.
(650)
And also, we used to carry bottles out for the Dairy. It was bloody hard work. I used to start at, in summer at two o'clock in the morning, and finish at three o'clock in the afternoon, and the wage was about £11-10s a week, something like that. Seems ridiculous now but people were known to make a living, get married and raise children off wages like that. Eventually, when that firm folded up I went working for the Dairy themselves, after a spell on long distance haulage. I went working for the Dairy themselves and finished up driving a milk-tanker for them. I remember when I left that job, in about 1969, the wage had got up to £17.50 a week which then again was a fairly good wage really for those times. And it was while I was working for the Dairy that I met Vera, the woman that I eventually married and we had three children. We got married in 1959, and her job was working at the Dairy on a bottle-washer, and she kept on working after marriage right up to about six weeks before the first child was due, and now we have three children.
And at this point I'm going to leave the questionnaire. As you realise I've shot through it at a fairly tremendous rate, but deliberately because really there isn't as much interest, from social history point of view, in my recollections because as I say, I am a comparatively young man. But for anybody that is listening to these tapes and trying to get an idea of the sort of influences that lead me up to starting a project like this it's the best way I know of just giving an idea of what sort of a childhood I did have and what sort of influences were at work on me. Now, what's more
(700)(30 min)
to the point is to get down to things which are actually cogent to the Bancroft tapes themselves. And it'd probably be a good thing at this point to give some sort of an idea of the sort of things that lead me round to thinking about looking into industrial and social history the way that I have been doing. I think it stems firstly from the way I was educated. Stockport Grammar School was a very good school, I was very lucky to get in and one of the things that they did educate you to do was to think, you were not only taught the three R's and all the rest of it but you were taught to think, use your head. And I was always a great reader and from a very early age the sort of things that interested me were the history of people like Smeaton building lighthouses and anything to do with people actually constructing things, inventing things, building things. The chief toy I had when I was young was a very large Meccano set and I was for ever building things that involved stringing pieces of string out of the windows of houses across the trees and running trolleys backwards and forwards on them, anything connected with cranes, engineering, anything at all always interested me. And of course I went through the phase where railways were all, this of course was in the days of the steam railways when we used to go and collect train numbers and look into the differences between one sort of a locomotive and another. We spent hours and hours trailing round the locomotive sheds down on the side of the Mersey and cadging rides on locomotives down to the ash-pits, anything connected with transport, engineering, construction, anything at all like that.

Heaton Mersey loco shed in 1947. One of our happy hunting grounds. Nobody ever stopped us wandering round.
The reading went on and I think the thing that really triggered me off in the finish, were two books, one by L.T.C. Rolt, ‘Tools for the Job’ and the other of course, the famous although to some, suspect standard, Smiles 'Lives of the Engineers'. And this reading was going on when I had been forced to take up, when I say forced, I wasn't an unwilling recruit to the ranks of long distance drivers, I enjoyed it. But I was doing a fair bit of reading
(750)
then, and there is one thing about long distance wagon-driving, it gives you plenty of time to think. Of course, with wagon driving I started taking an interest in road building, people like Telford, Macadam, Metcalfe, people like that. Andy really, it’s a very slow growing and very long term interest that's grown up over the years into the history of industry, why we run industry how we do it. What were the influences that formed it and when it started. It's been a very slow growing, very long process of growing, from an interest into what's turned out now to be my living. And I suppose I was influenced a lot by my father. I've also always been interested in the fact that so much seems to be lost when people die, and that's one of the reasons why about 10 years ago I spent a lot of time recording my father's life story. As I have already mentioned we never actually got round to finishing it because some of the recollections from the first world war were so painful. They actually made him poorly. But it gives an indication that my mind was already working on lines like this as far back as that.
Now then, what happened was I was in a position where I was driving long distance, living in Barnoldswick but not spending much time there. I’d just about reached the limit of my ambitions as far as driving was concerned because I had got the biggest wagon you could have on the road and the heaviest. I was doing more hours than anybody else and not doing myself any good and I had already decided that by the age of 40 I wanted to be out. I'd be about 37 at the time. And then another thing influenced me, I saw a very bad accident, I'd already had one myself and been off work for about three months and I saw a very bad accident. I saw five people killed up at Beattock on the A74, Glasgow-Carlisle road. And this led me to do a lot of thinking about what I actually wanted to do, and I decided that driving was getting to be, the sort of driving we were doing, 100.000 miles a year, was getting to be a young lad's game and it was time I got out. And just at that time I was talking to a bloke in Barlick, and he said to me “What are you going to do next?” I said I didn’t know, I said there’s only one job that I want and that’s running the engine at Bancroft Shed. And he said in that case you want to get over there, they are looking for a firebeater and the engineer retires in 12 months. So I did, I made immediate enquiries
(800)(35 min)
and got myself booked down for the job and handed my notice in. And one of the nicest things that has ever been said about me was said about me at that time by Dick Drinkall the bloke I was working for at the time. Somebody asked him what he was going to do when I left and be said "I don't know, we'll have to set two good men on and a mechanic!” That turned out literally to be true. Anyway I left Drinkalls and long distance driving, and went into the mill which was completely new, completely new to me. And it was just like going into another world, because Bancroft had never changed from the day it was built. It was exactly as it had been built both in structure and organisation. It was exactly the same in 1973 as it was in 1921 when it started. And it gradually dawned on me that what I was actually working in was a piece of industrial history and as my thinking began to settle into more regular patterns I soon realised that something which had been nagging at the back of my mind for a long while, namely the fact that the thing that was our fastest wasting historical asset wasn’t the artefacts, mill engines and things like that, it was the people who were dying. And I decided that I'd try and record as much as I could of the conditions in the mill while I could.
Now at this time I was very lucky, I met a fellow called Daniel Meadows, a young man who had been sent into this area by a combination of the good offices of the Calouste Gulbenkian Foundation and Nelson and Colne College to be what is known as 'Artist in residence' for the area for two years. In other words he came into the area to act as a catalyst and work on other people to try and encourage them to take up the arts. That's basically the idea of it, it's a form of education. And during the course of these studies of the district, he came into contact with me because I was running this steam engine and one thing lead to another, we struck up a friendship. I taught him all about steam engines and mills and he taught me all about taking photographs. And all of a sudden I realised that I had now got the tool I was looking for.

Daniel Meadows with Jim Pollard in the engine house at Bancroft in 1976.
(850)
I had in my hands then the tool to do what I wanted, which, it was fairly obvious what had to be done, I had to take photographs of the mill and of the people in it and build up a record, a day to day record of everything that went on in the mill. And basically this is where the Bancroft Folio stems from, but you must realise that the Bancroft Folio we use in these tapes is a very limited selection from a very extensive negative file. I had to draw lines and draw limits somewhere, and what I did was draw up a set of pictures which was of a reasonable number, at the moment it stands at about 350 and it'll probably get up to about 500 before we have finished. That would show the story of what was going on in the mill. At that time I had no idea of putting tape recordings with it. It was going to be the photographs and writing, but one or two other factors started to come into the matter then.
(40 min)
Obviously I was looking out for people who were interested, and looking out for finance and things like that and this lead me in several directions. One of them was the Science Museum, and the other was the Department of the Environment. Two people, John Robinson at the Science Museum and Peter White at the Department of the Environment, listened to what I had to say and decided that there was perhaps something here worth looking at and introduced me to a Dr Marshall at Lancaster, at the Centre for North West Regional Studies. To cut a long story short, everybody decided that I had got something that was worth preserving. It was suggested to me that I might combine sound recording with the photographs to give a better picture of what was going on. Further collaboration with Elizabeth Roberts at Lancaster who had just completed her work on the project on Barrow and Lancaster lead to the use of structured interviews and doing really good social history tapes. The DOE agreed to finance it parts of it and then installed the whole project in Pendle Heritage Centre and things have blossomed from there.
(900)
The stage we have reached now in April 1979 is that most of the pictures have been done. All the pictures of the mill working have been done because of course now the mill is closed down, it closed down on December 22nd 1978 and we were all made redundant. At that time the Department said that they would employ me for a year to allow me to finish this work before I go into University which is what I am doing now. And I am just reaching the stage where there's two things going on with the Bancroft Project, finishing the tapes off and N&R Construction, that is Norman and Reuben Sutcliffe of Todmorden are busy demolishing the mill and scrapping all the machinery. Now this of course means two things. It means that nobody will ever have the chance of doing the Bancroft Folio again and it also means that I will not finish the Folio of pictures on Bancroft until the last vestiges of the mill are finally demolished and cleared away. And I thought perhaps that at this stage it'd be a good thing if, for my own, to get things straight in my own mind and also to help me to get a bit nearer towards actually finishing the project, if I sat down and did the tapes which I have to do to describe the engineer’s job and also describe my impressions of other people's jobs.

Bancroft demolition 1980.
And that's the reason I am sat down here today with this tape recorder. It means that I can’t do all of it now because there will be another section of the Bancroft Folio, devoted to the demolition, the last days at the mill and the demolition and that will be added on sometime later this year. Of course I'll make another tape on that. But what we have tried to do is to give a picture of what a mill was actually like when it was working. When I say a picture I mean a picture in depth, a very detailed picture and in some ways a very personal picture. And what I have done is try to do pictures of people doing jobs and then let them describe what they are doing themselves. Then of course I add my description, the mill manager will add his description and we’ll finish up with a very clear idea of what people were doing, how they were doing it and what their own thoughts were while they were doing these jobs. Whether it works or not for people in hundred years isn't for me to decide, it’s for you to decide because of course this tape that I am making now will be used for a long while into the future. The only thing that I can say about that is that I have done my best. One of the things which I've said many, many times comes into my mind now. In years gone by people were limited when they came to try to preserve things like the Bancroft Story. They were limited to things like the written word and sketch books. Well nowadays we have got the 35mm camera, Uher tape recorder and fairly sophisticated methods of copying and transcribing and things like that. We can perhaps forgive them for not leaving us a full picture but one thing is sure and certain, the people that are listening to this tape now, and when I say now I mean probably in a hundred years from now in 2089 or whatever you call it then. They won't forgive us. And the one thing that I keep hammering away at at the moment and which saddens me, is that so much is being lost. At the moment we are seeing the townscape of North Lancashire change at such a tremendous speed that people just can't believe it. A way of life is going and part of our heritage and what you are listening to now is one man's attempt to try and preserve some of it.
(45 min)
SCG/05 September 2003
6,571 words.
LANCASHIRE TEXTILE PROJECT
TAPE 78/AI/05 (Side two)
THIS TAPE HAS BEEN RECORDED ON APRIL 26TH 1979 AT 13 AVON DRIVE BARNOLDSWICK. THE INFORMANT IS STANLEY GRAHAM WHO WAS THE ENGINEER AT BANCROFT MILL AND WHO HAS BEEN THE INTERVIEWER ON MOST OF THE TAPES.
Now then we start now with what could probably be described as the nitty-gritty, and that is the Bancroft Folio itself. A word or two about this folio before we start because I’m sure that the people who use this tape for archival reference in the years to come, as I hope it will he used, I think they'll be interested to know some of the reasons and some of the thinking behind the way that I did it.
The Bancroft Folio itself is a selection from a very large and extensive negative file which I have built up over the years while I have been working at Bancroft. I have already indicated the sort of influences that started me off into photography, and here I’d like to pay a tribute to some of the people who have given me unstintingly the best advice available. People like Daniel Meadows, Roger Perry and Barry Lane of the Arts Council. It's invidious to try and give a list like this because so many people have helped me and I'm forced to forget some of them. The thing is that I’ve received nothing but help and, obviously it sounds arrogant, but it’s obvious that there was some latent ability and the people that I've worked with have done their very best to bring it out.
Now we'll get the technicalities over straight away because I know that people are always interested to know just how things were done. All these pictures have been done in black and white. The reason for this is that we know that black and white film is good archival material. We know that negatives will last at least 100 years, we know that prints will last at least 100 years and probably a lot longer. I have attempted to process them all to the best of my ability. The prints are all done on what is, at the moment, a fairly new material which is resin-coated paper. I'm very conscious of the fact that somebody might be listening to these tapes in years and years to come when silver based film has been done away with and we are doing everything
(100)
on video and a little computer prints out your picture for you straight away. [In 2003 we are there already of course. Much of my photography nowadays is digital but I still use Tri X and Roger Perry’s old Nikons for the archival stuff.] We have moved a long way from the days of the wet plate and the dark room but we are still working with almost the same materials. I use nothing but Kodak TriX 35mm film, this is what we would call a fast film, A.S.A.400. An exposure in a fairly dimly lit engine house is 1/30 of a second at F4., F5 or F6. I try not to up-rate film, it is possible with TriX, you can up-rate it very simply by extending developing times, or using different developers. I try not to up -rate it, because picture quality does suffer, I tend to go in for long exposure and very, very seldom use a tripod. I depend mainly on what my friend Roger Perry describes an clean living and cast iron elbows. A lot of images are shot at exposures of probably a quarter, half or even one second. It’s not as difficult as it sounds, if you get your shoulders into something solid and you use a good heavy camera. I started off using a cheap Russian camera, a Zenith. Very few of those shots survived because I wasn’t doing many at the time and I very soon moved on to a Leica CL which was not [cheap], the Leica camera is a camera of quality but the one I was using was one that they brought out about 1974, C.L. which was a cheap version of the
(5 min)(150)
Leica but which used the Leica lens which was the main advantage and you got brilliant quality, but I am afraid the camera body was not up to it. It wouldn't stand knocking about. I then decided that the next change I was going to make would be my last one, and I moved on to the classic 35mm system camera, the Nikon F, and I've used nothing but Nikon ever since and I don't intend ever to use anything but Nikon. It does everything I want it to, you can drop a camera 20 foot, go and pick it up and carry on shooting with it, they are just a beautiful tool.
All the developing, processing and printing has been done by myself. I have tried to fix and wash really adequately, never anything less than a 30 minute wash for film and even though 5 minutes is supposed to be enough for resin-coated paper, never anything less than 20 minutes wash for paper. I always over-fix. Time will tell whether I've managed. to crack it, some of these prints now are
(200)
three and four years old and they look just as good as the day they were done. [They are still good in 2013] I have exposed some of them to daylight for long periods of time and the only thing I find with resin paper is that it does tend to go slightly yellow after a period of time but the quality doesn't seem to suffer.
Well I think that's enough about technicalities. What I am going to do is start at the beginning of the Bancroft Folio and I shall use the numbers which we have used throughout when building the folio up. Each number is followed by the negative number as well. The negative number refers to my negative file, and a word on how that number is built up. I’m looking at photograph number 1 which is a picture of Bancroft shed, the first two digits 77 refer to the year when it was shot, the last two digits refer to the frame number on the actual film, in this case 35, it was evidently the last or next to the last frame on that length of film, because they are all in 35-36 frame lengths. I should add that I roll some of my film out of bulk so you will understand that the numbers
(250)(10 min)
don't always start at No 1 and move through in a film. It's possible to have a film that starts at 35 and goes up to 42 and then back to nought again. So this shot isn't necessarily 35, it could be the first frame on the film. The middle numbers in between the two outside pairs refer to the consecutive number during that year of the film that I shot. This evidently was 41st film I shot in 1977. This is just a way of giving a ready reference for me to get back into my neg file to the location of a particular negative, which you'll understand is critical when you are dealing with the numbers that I’m dealing with.
So now, without any further ado I'm going to move in and start to describe these pictures just as you see them. The idea is that you sit down with this tape and with this book of pictures and listen to me telling you all I know about what is on the picture. [I’m digitising this transcript in 2003 and I’m not regarding it as a sacred archive. If there is anything I want to add to the 1979 description with the benefit of my greater experience now I shall do it in square brackets at the end of the original description ] [I'm doing the 2013 edit and embedding the images in the texts to make things easier but I'm leaving the original references in so that the transcript can still be used with the original folios which are held in the library at Lancaster University. One thing to note is that I haven't felt inhibited about including extra images in the text if they help the description. You can't have too many images!]

Bancroft Folio, engine pics number 001. Neg no 774035.
So we’ll start with number 1 which is an overall view from the north, well north-east, of Bancroft Shed in winter. It's taken off a little lane which leads across, you can see it going down to the right in the corner of the picture, a little foot path that goes across, between the Greyhound Hotel and Gillians, which is the name of the area where the shed stands. This is known as Forty Steps and is a very ancient footpath indeed. I should think the right of way will go back, well as long as the town, if not further.
The shed itself, as you see it there, the nearest building to you is the engine house. To the right of that can be seen the chimney, to the left of it a large block going away down towards the end, a two storey construction. That is the warehouse below with the preparation, winding and tapes department on top. That structure extends back for about 50ft and then drops again to single storey behind, which is the weaving shed. This stretches back into the hillside behind. The large building, well large, the fair size building sticking out at the end of the warehouse at the far end, is the office block which contains the main offices, the board-room and storage-room and the directors toilet. The small block sticking out in the middle of the warehouse is a distinctive feature of mills built at this time. It’s the outside toilets which are approached through doors inside the warehouse wall, or in some cases, the shed wall. The idea was, you pop the toilets in a little building on the outside which made them colder for one thing which discourage people from spending too much time in there. That isn't meant facetiously, that was actually one of the things that they were thinking about. It meant that any smells from inadequate drainage didn't penetrate into the building
(350)
which was considered to be more hygienic and it also meant that they weren’t taking up space inside the buildings. And I have often wondered whether it meant that they were a relief on the rates as well. I don't know whether they were rated at the same figure as the inside toilets. Please, don't think that I am being facetious when I say about them being cold to discourage people from going in, very adequate ventilation was provided, ostensibly on the grounds of hygiene but certainly so that in winter they were not congenial places to go and have a smoke, or sit round in. The two windows that you can see are boarded up at the bottom, the top halves are cast iron grilles which let the air through. One of the interesting things about Bancroft, I mean obviously this picture has been taken in the depths of winter when there was a very keen frost and there is still some snow on the ground. The shed is surrounded by fields, trees and in summer some sheep in the fields. The buildings across the road from Bancroft are a small farm, it used to be a tripe works but is now a small farm. This is one of the dark satanic mills. They weren’t all dark and they weren't all satanic. For every mill that you can show me in a cobbled street in the middle of a city I’ll show you three or four that are like Bancroft. There is one more building there that I should mention, a square building which stands in front of the engine house, that in an air-raid shelter which was erected during the second world war to provide protection for the work people in the case of enemy action. This was never actually used as such because of course there never were any air-raids in Barnoldswick, and eventually this got to be used as a junk store for storing everything from barrels of old dirty oil and sweeps [floor sweepings] to things that people didn't want any more but didn't like to throw away because it looked as if they'd come in useful at sometime or other. There's all sorts of stuff in there, some marvellous stuff.
(400)
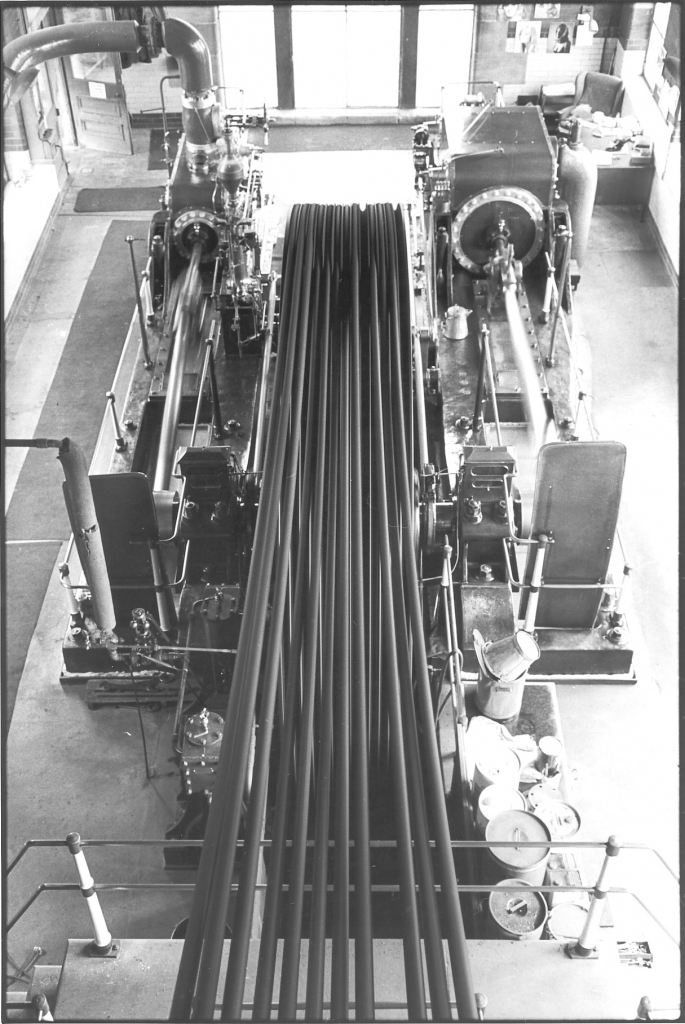
Picture number 002. negative number 763834.
This is a view of the engine taken from the, actually I was sat on the gantry which carries the overhead crane over the top of the engine and if you notice the engine's going at the time. I admit that I was rather foolish climbing up and taking this picture while the engine was running but I wanted a picture of the ropes while they were moving and the engine while it was running. I am a great believer in taking pictures of the engine while it's actually operating. There are far too many pictures of engines about that were taken when they were stopped, people seem to like to be able to freeze the motion, I like to see things blurring. Now, this is a very interesting picture giving you a very good idea of what the inside of a Lancashire engine house looks like. Now you’ll notice that I have said two things, that’s a Lancashire engine house even though it's in Yorkshire, it is a Lancashire set up. And I didn’t say a 'typical' Lancashire engine house. Engine houses are usually thought of as being places like chapels, with plenty of light and where the engine was set in the middle of the floor, something like a God, and everything was looked after beautifully. This just isn’t the case. Most small engines were set in
(15 min)(450)
very cramped surroundings, often badly lit, sometimes no windows at all. Bancroft is very lucky, or rather I was very lucky. The engine house is a magnificent building with plenty of light coming in and there is plenty of room to work round the engine. It was a really well laid out and really thoughtful job. You can see from this picture that there is plenty of room to move round the engine, plenty of room to get to everything, any maintenance jobs you want to do, anything like that. Now, this is as good a picture as any to give a really detailed explanation of the things on the engine so I shall start off in the top left hand corner and describe everything in fairly close detail.
Starting at the top left hand corner and looking at the engine, or rather looking at the top left hand corner of the picture we see the steam pipe coming in to the engine. It's coming in to the high pressure cylinder which is the smaller cylinder of the two and is on the left hand side. That was a 6” steel steam pipe, but funnily enough the bend and the valve housing are in cast iron, and I have been told many a time that actually that was against the law. The factory inspectors would have been most annoyed if they had found out that that bend was made of cast iron because it was carrying steam at 160 lb to the square inch and subject to vibration. However we never had any trouble with it, and there it stands. It’s lagged with what was always called ‘pig muck’, the reason for being called that was that originally it was pig muck that was used for lagging pipes but is of course powdered asbestos and asbestos fibre put on while it's wet and allowed to dry and then a finishing coat of finer paste was put over the top and coated with paint. In recent years it's been found out that such lagging is very bad for people in that the dust can cause asbestosis, cancer and God knows what. My own understanding of it is that the sort of asbestos that
(500)
was used at Bancroft was not the really dangerous sort, it was the blue asbestos that was really bad. Interesting thing to know up there is that the flange on the horizontal piece of pipe, just before it goes into the bend seems to have something wrapped round the flange. It's very difficult to see but if you look very carefully, you'll see that it looks as though something is wrapped round it. This is in actual fact correct, the flange had a turn of asbestos rope wrapped round it. That was in case there was ever a very slight leak in which case the water soaked into the asbestos and evaporated instead of dripping on to the floor. Leaks in pipes like this weren't uncommon, we were very lucky at Bancroft, we had none even though it was a very long steam range. The steam then goes down into the stop valve of the engine. I shan't go into too much detail about the actual fitments on the engine, because this picture is fairly complicated in taking in a lot and there isn't really enough detail to explain everything properly. Then it goes into the stop valve, which is directly on top of the high pressure cylinder. The cylinders of course weren't square as they appear in these pictures, they were round and in fact they were different shapes, there was a steam chest on top of that cylinder. What you are actually looking at is the blued steel casing or cleading with nickel plated strips and bands holding it in place which covered the pig muck which also covered the cylinders to give better insulation for the engine, and better thermal efficiency. Out of the front of the high pressure cylinder we have
(20 min) (550)
the piston rod coming to the cross head which is blurred in that picture. And then on to the connecting rod which goes forward to the crank pin and crank. These are on the end of the fly shaft which runs through the fly wheel carrying the fly wheel itself, which of course is delivering the power developed by the engine to the mill by way of the cotton ropes. You can see these in the grooves on the driving wheel. These ropes, although they look black are in fact cotton ropes. They are black because they are kept covered in a compound of graphite and tallow which puts a skin on the outside of them, preserves them, helps them to slip round the grooves and stops them from fraying as they bend round the wheel. These ropes last a tremendous length of time. They are 1 ¾ inch ropes and some of them will be 30 or 40 years old. The ideal speed for rope drives is 4000 ft per min and at that speed a rope will transmit 50hp. Most driving ropes were this diameter and so it’s very easy to calculate the horse power of an engine, on a rope drive engine, by taking the number of grooves, subtracting an odd one, subtracting probably one groove because they always put an extra one on, and then dividing the resultant number of grooves by two which gives you the number of horse power in hundreds. A quick calculation there'll show you that there's 13 grooves in that flywheel, knock one off that's 12, divided by 2 that's 600hp and that was what this engine was put in to develop. The criterion taken was, approximately, in a place like Bancroft where there were tapes and winding machinery running, was approximately half a horse power per loom. Bancroft was a 1200 loom shop, well 1152 so that gave you 600hp. Of course the other machinery was to drive, but all of the looms weren't running at the same time, there were always a few stopped with empty shuttles or waiting for warps. And a steam engine is always capable of delivering 25% to 50 % overload with no difficulty whatsoever. So an engine this size was quite capable of delivering all the power needed to run say 1200 looms and all the associated machinery. On the right-hand side of the picture, the low pressure side,
(600)
is the low pressure cylinder, piston rod, cross head and con rod. This drives on to the crank just the same as on the HP side. Notice the cast iron beds, very strong heavy beds bolted down right through the foundations of the engine house to make everything absolutely solid. When I say absolutely solid, don't get the impression that all those nuts were tight, they weren’t. There were only four nuts on that engine, holding down nuts, that were dead tight. They were the two on each side that you can see immediately in front of the cylinder where the engine bed divides into a double wall. If you look at the front cover of each cylinder, and look to the left and right of that, on the high pressure side you can't see it because of the governor but on the low pressure side it's particularly clear. You'll see two round castings coming up through the bed right to the top and two nuts. Those two were dead tight, all the others were left with a certain amount of movement in them. The reason for this was that a large piece of cast iron such as an engine bed needs room to breathe and move as the temperature goes up and falls, otherwise it'll crack itself. Roberts’ beds were particularly prone to crack just behind the large bearing which carries the fly shaft. When I say behind, I mean just on the cylinder side of that large bearing. Those bearings were called pillow bearings [or pillar bearings] and carried all the weight
(25 min)(650)
of the flywheel and fly shaft and took the weight of the drive. In the case of the Bancroft engine the makers made a slight mistake when they made it and the low pressure cap was never machined out properly. Those nuts which hold that cap on at that side were never more than finger tight because if you tightened them down with a spanner that bearing immediately got hot. The reason for it was that there wasn't enough clearance between the cap and the shaft and if you tightened them down the cap used to rub on the shaft and increase the pressure in the bearing which lead to the bearing getting red hot in about 10 minutes. So we used to leave those alone, those bearings were moving quietly all the time. If you look at the driving ropes, follow them from the large wheel to where they come under the camera itself. On the left hand side, where the engine beds and the railings which are on the edge of the bridge over the rope race you'll see the top of another cylinder. If you look very carefully in the shadow behind the pillow bearing, in front of the pillow bearing on the high pressure side you’ll see the shadow of the top of another cylinder. That’s the small barring engine which was used to turn the engine over for purposes of maintenance, if you were timing the engine, or you wanted to grease the ropes, anything like that. It's another small steam engine. The feed pipe to that is the pipe which you can see coming in from half way down the left hand-side of the picture and dropping down and going into the space in between the two small cylinders. You can just see the Pickering governor which controlled the speed of that engine. Interestingly enough that was one of the original Pickering governors, an American governor. A lot of these are called Pickering governors but they are actually made in England under licence by a company called Evans. On the right of the ropes you can see a table covered with drums of oil, oil buckets and things like that. All things which are needed to run the engine. If you look on the engine bed on the right hand-side, just to the right of the splash shield which stops the oil flying off the crank and going all over the floor, you'll see there is what looks like a little teapot on the bed. That's just exactly what it is. If you look even more carefully at the high pressure side, you’ll see another. Those are part of a tea service presented to my mother and father in about 1950 and they were eventually relegated to use in the engine house as vessels for holding oil for filling the lubricators for the cranks. In the top right-hand corner of the picture can be seen the seat, the engineer’s seat, the desk with the pot on, the obligatory pot of tea and one or two photographs
(700)
on the wall. That's the corner where the engineer spent most of his time sitting, watching and listening. That's what his job was to watch and listen to the engine. But you'd listen to it very carefully to be on the ball immediately anything started to go wrong.
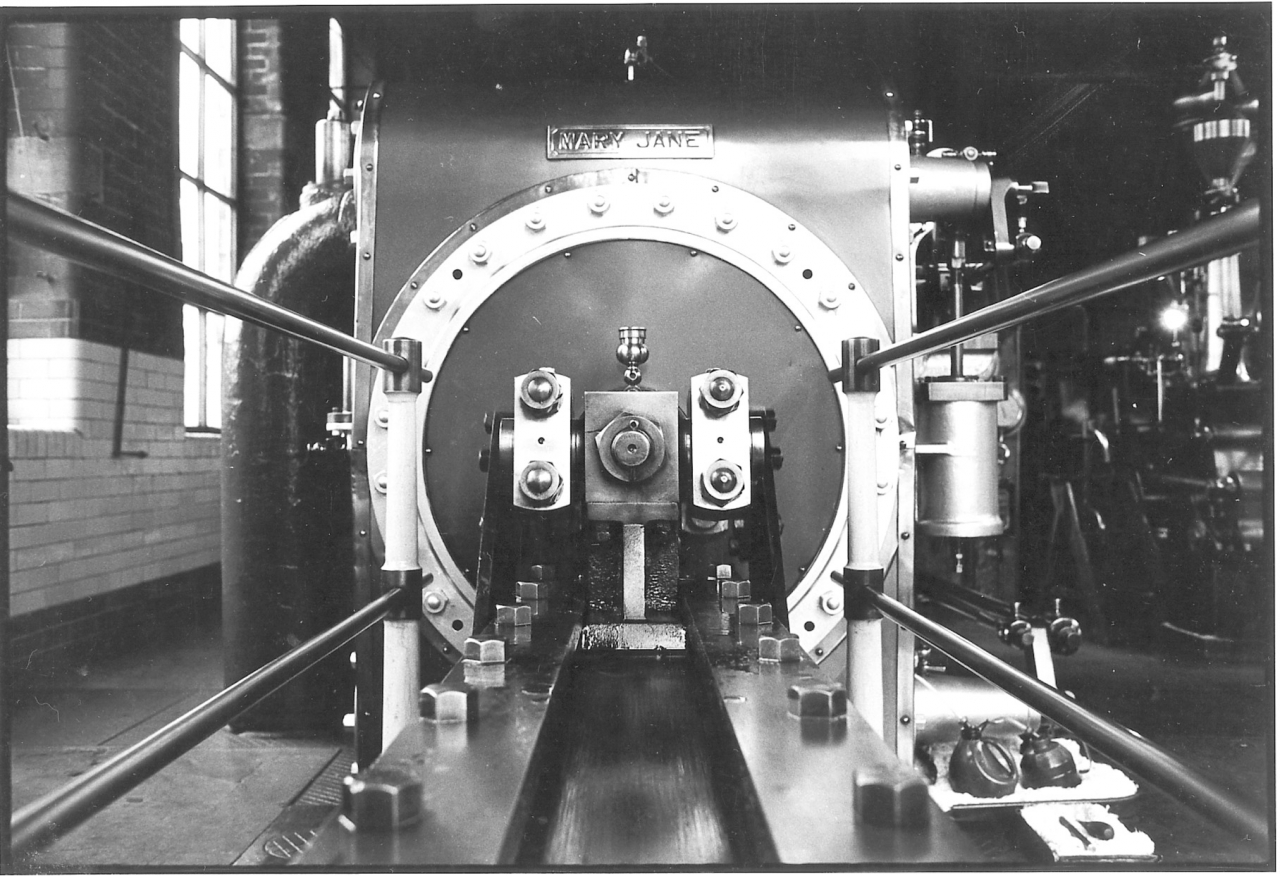
Picture number 003. Neg number 772307.
Now, we go on to picture number 3 because we are going to see more pictures of the engine, a lot of this detail which we have not gone into on picture 2 will come in on the other pictures. Picture number 3 which is negative 772307. This is a picture of the back end of the low pressure cylinder. The first thing to notice is that it’s got a name, Mary Jane. Mary Jane was Mary Jane Nutter, the wife of James Nutter, who was the man who first conceived building this shed, Bancroft Shed. He actually died before it started to run. He died in 1918 I think, but it shows what they thought about the machinery in so far as they called it Mary Jane and James is the high pressure. The cylinder cover is obvious, the cover over the actual bore. That's the circular casting with all the nuts on it holding it down. In the middle of the cylinder cover is what looks like a large block, that is the slipper which runs in the low pressure tail slide and carries the linkage
(30 min)(750)
to the bell-crank, which goes down into the cellar and drives the air pump. Notice the acorn shaped lubricator, the thistle shaped lubricator, which in on the metallic packing housing at the back of the cylinder, that provides a constant slow drip of cylinder oil on to the rod to keep the rod lubricated and to make sure that it's got a good seal. The slide is heavily oiled, with thick oil as you can see. It carries quite a lot of weight that slide actually because of the fact that it's driving the bell-crank and the air pump underneath. Polished steel railings round it, solid steel railings polished with emery paper and constant rubbing. To the left of the cylinder you'll see a large, insulated pipe coming out of the floor and joining the cylinder. That is the supply of steam for the low pressure cylinder which comes from a receiver under the floor which is fed by the exhaust from the high pressure cylinder. On top of that pipe, on top of the bend just as it goes into the cylinder you'll see a small round object sticking up off it. This is the pressure relief valve which is there in case there is ever a slug of water caught in the cylinder, or for any reason the pressure gets greater than the low pressure will bear. That valve [is set] at about 65 lbs to the square inch and if the pressure in that pipe exceeds that, it'll lift and let any excess pressure off. It's a very large orifice valve so that it can get rid of a large amount of pressure quickly. There are also two more of those valves, one on each end of the cylinder. You can just see the edge of one of them sticking out. If you look at the cylinder cover at 9 o'clock and just look round the corner of the cylinder, you'll see the edge and part of the cylindrical body of the relief valve on the back end of the low pressure cylinder. On the right hand-side of the cylinder you can see part of the valve gear. The Bancroft engine was built by Roberts of Nelson and is a cross compound. This means that it has a cylinder on each side of the flywheel, it's a compound because the high pressure cylinder [exhaust] feeds the low pressure cylinder. Corliss valve engine. Now, Corliss valves, actually that's nothing to do with the valves. Henry Corliss devised a means of closing circular valves quickly at any point during their travel so the term ‘Corliss’ properly refers to the mechanism for shutting the valves rather than the valves themselves. It's the method of shutting the valves. The valves are shut by large dashpots one of which can be seen on the right of the low pressure cylinder, at about 3 o'clock. Those dashpots contain a large spring which is put into compression when the valve in opened and obviously snaps it shut when the linkage leaves go. And at the bottom is a small open ended piston into which the end of the valve rod fits with a piston on the end. When the rod drops it forms a cushion of compressed air which can be adjusted by a small release valve on the bottom of the cylinder. This stops the spring slamming into the bottom of the dashpot each time. This means that you can run the engine fairly quietly, you can cushion the blow of the spring driving the valve rod back down to the bottom. At the bottom, at approximately 5 o'clock on the cylinder cover can be seen the bonnet of the low pressure exhaust valve, the back low pressure exhaust valve, and the ends of the two eccentric rods which are driving it. One rod drives the valve from the eccentrics on the flywheel shaft and the other drives the front low pressure exhaust valve. Just behind that can be seen two oil cans sat in a little pillow of cotton waste cotton waste, the cotton waste in these trays is to soak up any oil drips. Those oil cans contained thin oil for use on the governor or on any joints in the linkage if it's needed. A drop of thin oil on them as opposed to the thick cylinder oil. I think we’ve just about squeezed the juice out of that one, we’ll move on to the next picture.
(35 min)(850)
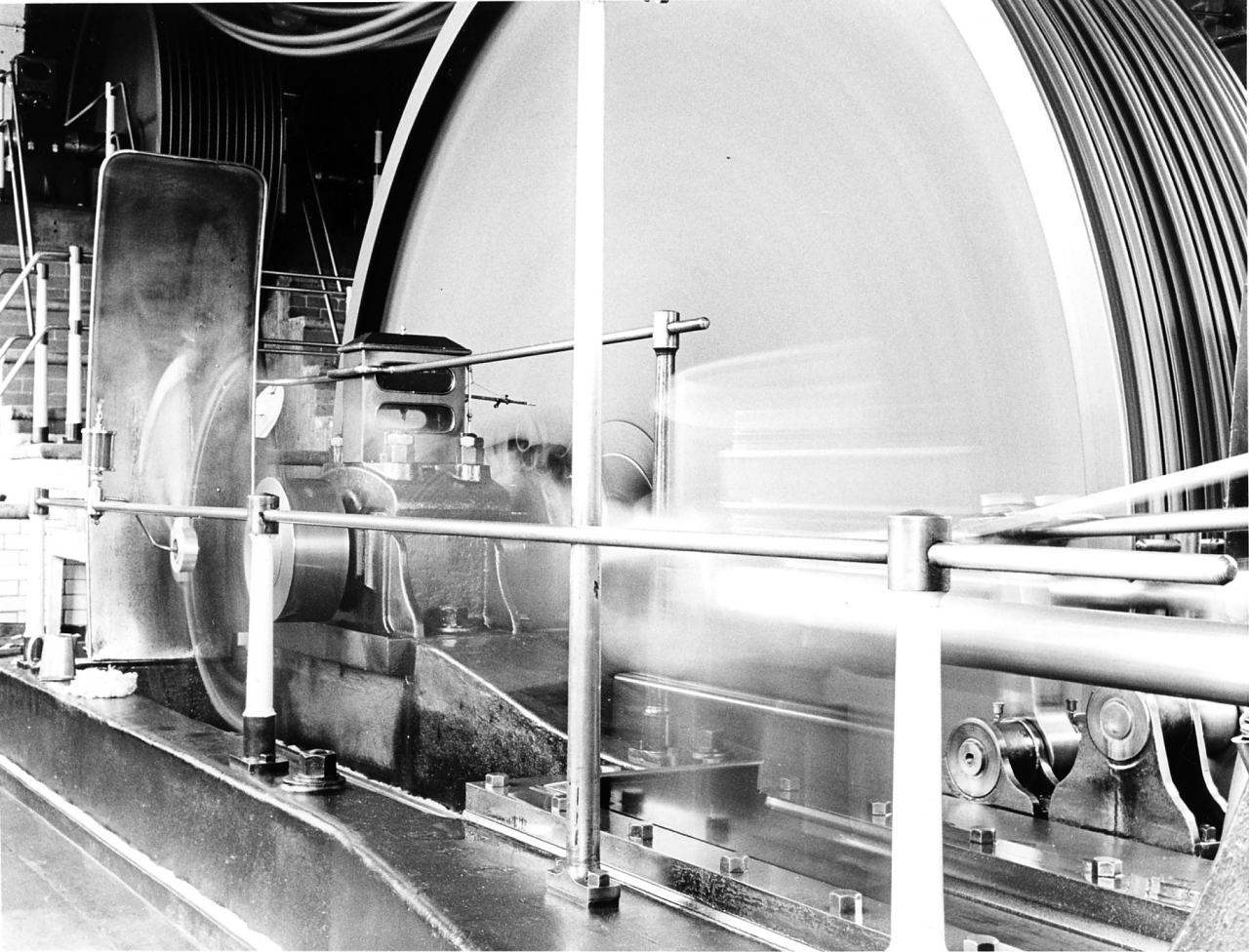
Picture number 004. Negative 767440.
This is a view of the engine on the low pressure side. You are standing next to the low pressure cylinder and looking down towards the pillow bearing. Notice how all the motion is blurred and the connecting rod has vanished completely. This is because of the length of the exposure. It's a very long exposure, probably half a second. This means that you have got a fairly good depth of field and also you have got a bit of movement into the engine, it's obvious that that engine's running. Notice the very heavy construction of the bed, follow the bed down with your eye, there’s a lump of cotton waste lay on it handy there to wipe up any spills and wipe the rails, anything like that. There’s a pair of gas pliers lay there to slacken off the adjustment on the drip feed lubricator which is attached to the railing above the cotton waste and which is feeding the crank pin bearing. And then of course the coffee pot full of oil for topping up the lubricator. The big splash guard stood up behind which catches any drops of oil that are thrown off the crank and drains it back down into the tray underneath from where it drains down into the cellar into a tank from which we take the oil and use it again. The construction of the pillow bearing is quite obvious, a massive cast iron block bolted down on to the bed and wedged at the same time. This carries the bearing housing containing the bronze steps or bearings which in turn carry the shaft. On top of that is the bearing cap which, if everything was well would he bolted down tight but in this case those bolts are only finger tight and the lock nuts nutted up to them. The ornamental pagoda like structure almost on top is what we call the fish tank lubricator. The top half, the top window is the oil vessel and the bottom is to let light through so that you can see the oil running out of the lubricator cocks down into the bearing. There's a pipe running up from a pump down at the right hand side of the pillow block. This pump is driven by a rope drive off the flywheel shaft. That oil runs through the bearing, it goes into troughs on the pillow block, one of them can be seen at this side, and they run back through and down a pipe into a tank on the floor behind the engine bed. And from there the oil is pushed back up into the top tank of the fish tank by a small pump driven by rope drive off the flyshaft. It's, in other words it's self lubricating once the engine gets going, it just keeps pumping the oil round and round. There’s a good view in this picture of the ropes sinking down in a curve as they come off the flywheel. If they were flogging about they would be blurred. This is a sure sign that the engine is in good condition and running smoothly. The curve also shows by the slack side being on top that the engine is ‘running over’. The flywheel, looking at it from this side, is turning in an anti-clockwise direction, so the tension is in the ropes below the floor level, and the top side is the slack side of the ropes. At the top end of the engine house can be seen the second motion pulley. This second motion pulley is on the end of the lineshaft which goes right the way up through the mill and drives everything in the shed. The left hand end of it can be seen sticking out
(900)(40 min)
beyond the end of the second motion pulley. Also on that end can be seen another smaller version of the fish tank lubricator like the one on the flyshaft bearing, the oil pumping round the top bearing. There were four of those pumps, one on each pillow bearing on the flywheel and one on each pillow bearing on the second motion pulley. In some ways rather a strange layout at Bancroft because the second motion pulley to many people seems to be a lot higher than it ought to be. The reason for it is that for some reason they built the engine bed 18” below the height that the millwright had evidently wanted it in the first place. The reason I can say this with some certainty is because of the mason’s mark on the wall in the engine house and they point to an 18” discrepancy in level. Newton and I have talked about this often and decided that it must have been something to do with the relative levels of the water in the lodge or dam, and the position of the air pump under the engine. This is the only thing that we can think. Of course it did mean they could build the engine house 18” lower and save them some brickwork on top of the cellar wall but this might just be the only reason they did it, to keep the engine beds a bit lower. The pillar which stands up on the low pressure bed directly in front of the camera and directly in the middle of the picture is one that was used for putting the parallelogram motion on which transmitted the drive from the crosshead slipper to the indicator when you are indicating. Now if you follow that rod down and look very carefully at the blurred impression of the slipper when it's at the end of its slide you'll see the circular head on the end of it, and in the middle a small dark patch which is actually the hole in which the parallelogram motion was threaded. I think we'll find that there is one picture in here that shows the parallelogram motion actually on the engine. The only other thing I can think of to take particularly note of on there is in the bottom right-hand corner of the picture. If you look across the end of the slipper bed, the slide, front slide, you'll see
(950)
two large brackets at the other side that obviously have big pins running through them, and some sort of cross levers running on them, some sort of bell cranks and levers. These are for carrying the motion of the eccentric rods which are driven from eccentric sheaves on the flyshaft between the pillow bearing and the flywheel at each side of the engine. These rods come back and transmit notion through these rocking cranks to other rods which run down the side of the cylinders and actuate the valves. That’s where the valve timing comes from.
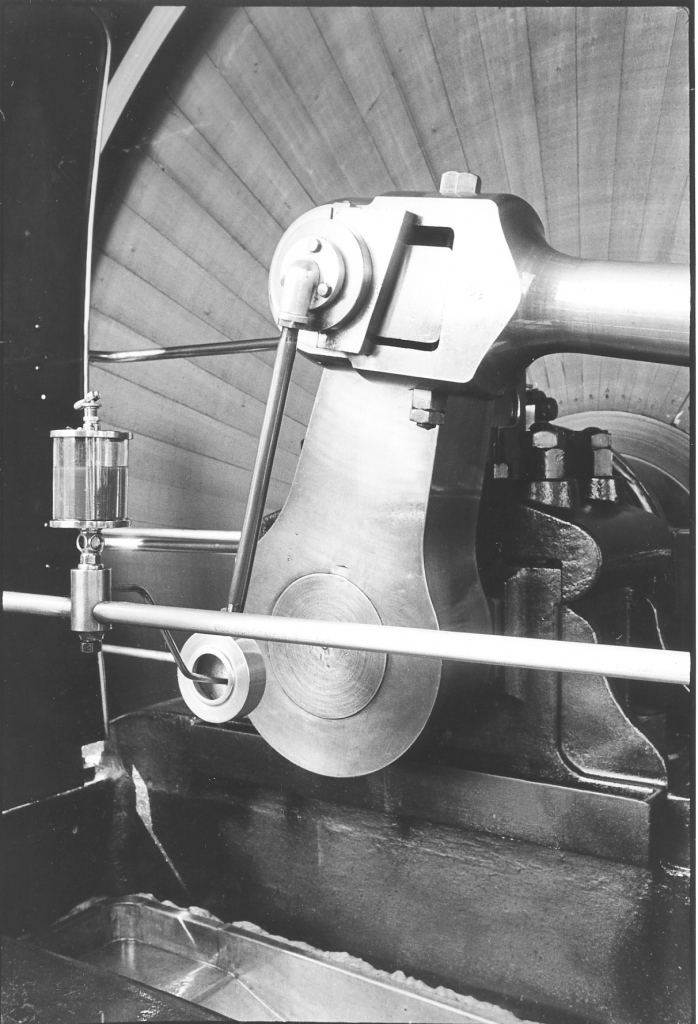
Picture number 005. Neg number 777234
We'll go on to picture number 5. Which is a very plain and simple picture. Negative 777234. This is quite simply the low pressure crank and banjo oiler. The low pressure crank is the large block of metal you can see, it’s shrunk solid on to the flyshaft which goes through the middle of the flywheel. When I say
‘shrunk on’, the way to fix the crank is to bore the hole for the flyshaft end undersize. The old fitters usually allowed one thou of nip for every inch diameter of the shaft and then added a bit more on judged from experience. A ten inch shaft would probably be given up to 15 thousandths of an inch. The procedure for fixing the crank on was to hang it off the crane in position where it could slide on the shaft as soon as it was free. The crank would be covered with asbestos blankets over the top to conserve heat and large paraffin blowlamps placed below directing very strong heating flames on the crank. These days we would use large oxy propane pot burners. The heat was applied until the crank became [almost] white hot, at this stage the hole would have expanded enough to allow the crank to slide on the shaft. It’s important that the crank be fixed on the shaft in exactly the right place in relation to the HP crank on the opposite side. In the case of this engine, and this was the usual practice, the LP crank is set 90 degrees in front of the HP crank. In order to ensure that this angle is correct a keyway is cut on the shaft and a keyway in the crank. A key like this is usually used to prevent any movement in relation to the shaft but in this case was simply a location aid as the grip of the crank on the shaft is such that there is no way it can ever move once shrunk on. As soon as the crank gives evidence of trying to slide on the shaft the burners are shut off, the locating key put in place and the crank is pushed on using say a large piece of timber. It is held in place as cooling commences, this happens quite quickly as the cool shaft draws heat out of the crank. If all the preparation work has been done correctly the crank is then immovably fixed on the shaft and all that remains to be done is clean up the crank and re-assemble the engine. The crank pin is fixed into the crank in exactly the same way but without the locating key as position doesn’t matter.
You can see the crank pin coming through the centre of the connecting rod end. This pin has a shoulder on it which locates it longitudinally on the crank when it is pushed in the hole and a shoulder turned on the outboard end which stops the connecting rod end brasses floating sideways when the engine is running. The end of the connecting rod is designed so that the brasses can be fitted after the rod is hung in place. The arrangement of wedges and screwed bolt which fixes the brasses is also used for adjusting the nip of the brasses on the crank pin. A typical adjustment on this bearing would be one sixteenth of a turn on the adjusting bolt. On the end of the crank pin is the brass spider which is a casting made to bolt on the crank pin and which has a threaded boss cast on it made to accept the end of the pipe leading to the ‘banjo’ on the centre line of the flyshaft. Because it is on the centre line the banjo has no apparent motion apart from rotation when the engine is running. As it is in effect stationary it is an easy matter to introduce oil into the banjo from where centrifugal force throws it out to the crank which is drilled to convey the oil into the bearing. When the oil has worked it’s way through the bearing it is thrown off and caught by the splash guard mounted on the end of the bed or the drip tray in the well beneath. A pipe leads from this tray into the cellar and this oil is collected in a tank and can either be filtered and re-used on the engine or more likely, and in Bancroft’s case always, can be used for low risk lubrication jobs. You’ll notice that a twisted rope of cotton waste is packed round the edge of the tray. This catches any waste oil before it can get under the beds and cause trouble and mess. This waste is occasionally replaced and the old oily waste burned in the boiler, usually for fire lighting three times a year. Note also the fact that the side of the flywheel is covered with boarding. The bare flywheel has large cast iron spokes and if this ‘wind boarding’ as it is called wasn’t fitted, the rotation of the flywheel would act as a huge fan, losing energy and causing serious air movement in the engine house.
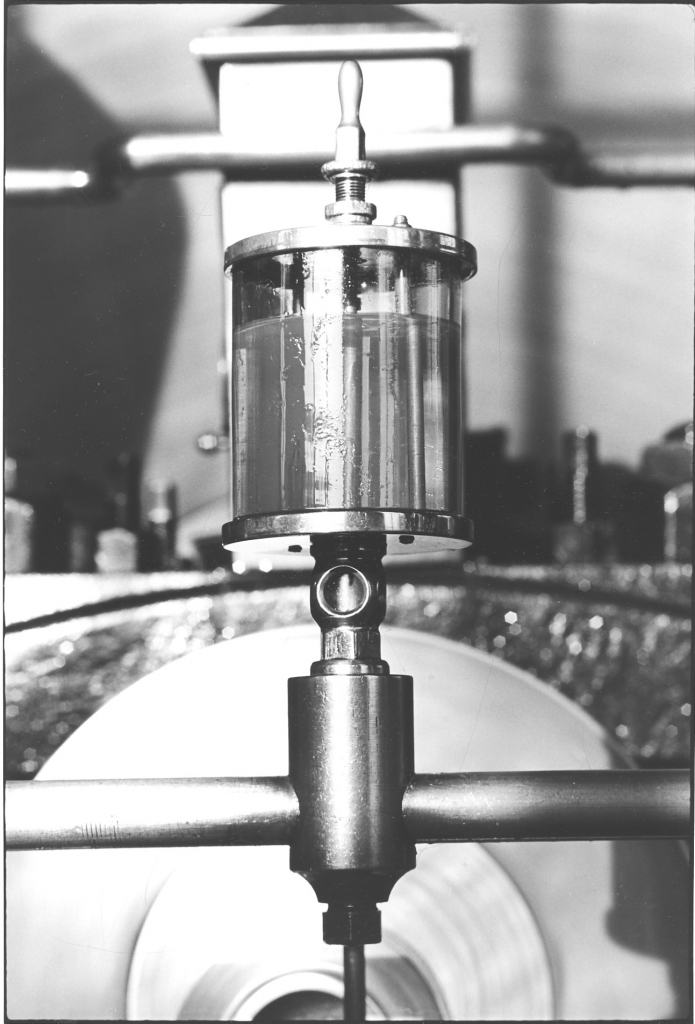
Picture number 006. Neg number 776907.
This is a close-up view of the drip feed lubricator for the banjo oiler. This type of lubricator is widely used on the engine. It consists of a reservoir filled with oil which can drip through a small orifice in the bottom of the lubricator. The rate of feed through this orifice is controlled by a brass needle with a conical end which fits in the orifice and is controlled by the small lever and adjusting screw on the top of the lubricator. Raising and lowering this needle by the adjusting screw increases or decreases the amount of oil flowing from the reservoir by adjusting the size of the orifice. The needle is spring loaded and the lever on the top acts as a cam. If it is upright the needle is raised and oil flows. If it is over on one side the spring has forced the needle into the orifice and oil flow stops.
Immediately under the base of the lubricator is a small casting lined with a small glass tube and bored two ways to give four windows. Through this can be seen the bottom end of the orifice and the drops of oil falling off can be observed. Before the engine is started, the lubricator is opened and the rate of flow checked. At Bancroft I reckoned on one drop of oil every five revolutions of the engine and adjusted the orifice accordingly. Any impurity in the oil or change in temperature could affect the flow so this was checked every ten minutes while the engine was running. This was the most important single task that the engineer did during the day. Any interruption of flow could lead to a hot crank pin and the stopping of the engine.
The other thing of note on this picture is sight of the screw adjusters on the bearing cap which can be altered to put pressure on the individual brasses and wedges in the flyshaft bearing and thus adjust them. This was almost never done and in fact on this bearing couldn’t be done at all because the bearing cap holding down nuts are loose as this was the only way the engine would run.
SCG/06 September 2003
7,499 words.
LANCASHIRE TEXTILE PROJECT
TAPE 78/AI/06 (Side one)
THIS TAPE HAS BEEN RECORDED ON APRIL 27TH 1979 AT 13 AVON DRIVE BARNOLDSWICK. THE INFORMANT IS STANLEY GRAHAM WHO WAS THE ENGINEER AT BANCROFT MILL AND WHO HAS BEEN THE INTERVIEWER ON MOST OF THE TAPES.
I am carrying on with the description of the pictures in the Bancroft Folio. Engine pics.

Picture number 007 and 008. Neg numbers 774733 and 774728.
Both these pictures are pictures of the flywheel, and my intention when I took these pictures was to show that a mass of cast iron weighing some 35 tons, 16 ft in diameter can produce interesting patterns, it can look almost light and airy and the pictures also tell you something about the engine itself.
(50)
If you look very carefully at picture number 7 you get the impression of what look to be radial lines coming from the centre of the wheel to the outside edge. These are the joints in the wooden boarding which covers the spokes of the wheel. This flywheel is not a solid wheel, it has spokes. I'm just trying to remember the actual number, There are 6 large cast iron spokes. The wheel is built in two halves, each half will weigh approximately 17 or 18 tons, something like that. Obviously we have never weighed it, this is just an informed guess on my part, I know that if I was loading one of these on to a wagon, that’s what I'd estimate it at. The flywheel revolves at 68 revs a minute. When the engine was originally put in I think this engine was put in to do 70 revs a minute. One thing that should be mentioned here is that the speed at which the looms run is critical with regard to production. Lancashire looms are strange little creatures and require to run at a certain
(100)
speed to be most efficient. You’ll appreciate that as all the looms are driven off common shafting by the same diameter pulleys through belt drives, one would think that in theory all these looms would be running at the same speed. In fact this isn’t the case. One of the beauties of belt drive in that use can be made of the fact that the tension at which a leather belt to a loom is mounted governs the efficiency of the drive. In other words if the belt is mounted slack the loom will drive slightly slower, if it's mounted tight it'll drive the loom slightly faster. This set of circumstances applies equally well to the driving ropes on the flywheel of the engine which transfer the drive from the flywheel to the second motion pulley. The thickness and tightness of these ropes can’t be varied but what you can control is the amount of grip they have on the flywheel. Now I mentioned before when we were looking at the engine from above that the ropes looked to be black because they were coated with a mixture of tallow and graphite. Now, this has two purposes; one of them
(5 min)(150)
of course is as an anti-fraying composition. This was how it was described by the makers. The fact that you cover the outside of the rope with a relatively hard coating of graphite and tallow stops the outside of the rope fraying. That’s what wears a rope out, the little bits continually coming off the rope. If you run cotton ropes dry they'll still grip because the area of contact with the two wheels is enormous when you think about it. Also the grooves are of wedge shape, so that the rope does tend to sink into the grooves and grip. But if you run a rope dry, the constant flexing, even though it's very gentle owing to the size of the flywheel and pulley will eventually cause the rope to start to fray and disintegrate on the outside surface. [Often called 'nesting'] This is in itself not serious because the rope is very thick and there is a lot of wearing surface to go at. But if you cover the rope with something like tallow and graphite it stops the first little pieces coming off. Now if you stop those coming off they stay in place, locked in covering of tallow and graphite and they act as the wearing surface for the rope. In other words as long as you keep that rope covered with composition it won't wear, or at least it'll wear at a very slow rate. So this means that life
(200)
of a rope running well within its rated load, and over large diameter pulley can be extended enormously. I have reason to believe that some of the ropes that are on the Bancroft engine may be the original ropes that were put on. The thing that causes a rope to be taken off in the end is when it has stretched so much that the sag on the slack side of the drive means that, either it's running too close to people's heads on the walk way under the rope for safety, or that the harmonics of the drive are so affected by the slack that the slack side of the rope can start swinging about and gradually build up until it's flogging.
This brings us into quite a complicated field, and you must excuse me if I seem to digress when I go into some of the reasons why cross compound engines were first used. Now, if you turn back to picture number 2 and look down on that engine you'll see that, in effect it is two engines on one common flyshaft. The question to ask is why did they go to the trouble of building two beds when one would have done? They could have put both cylinders
(250)
on one bed, made it slightly heavier and taken up far less room, made a far more compact unit. This is a very good question and the answer is that it was very often done, but there is one great disadvantage with this type of engine which by the way we call a tandem engine. A tandem engine is an engine in which the two cylinders run on a common piston rod and connecting rod to a crank and drive the flywheel from one side. Now if you think about the way a steam engine works, all engines, either tandem or cross compound are what we call double acting steam engines. By this we mean that unlike an internal combustion engine where the piston is only driven from one side, the piston in a steam engine is driven from both sides alternately. In other words as the piston is moving forward it is being driven forward by steam expanding in the cylinder at the back, and as the piston moves back it is being driven by steam expanding in the front of the cylinder. Now look at the picture on page 2 and forget about the low pressure cylinder, just concentrate on the high pressure cylinder. It's fairly obvious that for each revolution of the flywheel and crank, the piston makes two strokes, one forwards and one backwards. In other words it produces two power impulses Now it's also fairly obvious that the power given
(300)(10 min)
to the piston by the expanding steam is not constant. The torque or shove on the piston, the power driving the piston is highest at the start of its travel down the cylinder because the steam is then at its highest pressure and temperature. As the steam expands and cools the pressure on the piston reduces during the travel down the cylinder. Indeed, before the end of the stroke the exhaust valve has shut and compression is building up on the exhaust side of the piston to cushion the transition to the return stroke under steam. So, if you imagine the side of the flywheel as a clock, you'll get two power impulses going into that flywheel, one at 12 o'clock and one at 6 o’clock. One will be directly opposite the other and neither of these is constant through 180 degrees. This leads to a phenomenon which we call cyclic variation. The speed of the wheel is not constant, it accelerates slightly as the power stroke comes on, and then decelerates quietly until the next power stroke comes on. This happens twice in every revolution. Now, imagine a tandem engine, put both cylinders on a common connecting rod and crank and both power impulses happen in the same place but are stronger.
(350)
Consider a cross compound engine such as Bancroft. Remember what I said about shrinking a crank on, the low pressure crank is fixed so that it is 90 degrees forward of the high pressure crank. Exactly the same cyclic variation exists on the low pressure side but crucially, is 90 degrees in front of the high pressure side. Imagine our clock face again. We now have four power impulses going into the flywheel spaced equally, ninety degrees apart. This is known as ‘quartering’ an engine and ensures a far smoother input of power and less cyclic variation. Due to the characteristics of the steam engine, cyclic variation can never be eliminated but it can be minimised by quartering and further smoothed out by the weight of the flywheel.
Now what started me off into this digression into cyclic variation was talking about the harmonics of rope drives. It’s possible for the cyclic variation in the flywheel to coincide with the harmonic frequency of the rope drive. This can start the ropes swinging about on the slack side of the drive and it’s possible for this to build up until individual ropes will interfere with other ropes or even throw themselves out of their groove and even come off the wheel. If you have studied Newton Pickles’ tapes you will remember that he discussed this and cited one engine in particular, Broughton Road Shed at Skipton as an example of an un-quartered engine that did just this, it threw ropes off, particularly on starting when the power impulses were at their greatest. The cure with a cross compound is to quarter it. Otherwise all that can be done is to look to the valve events and speed of starting and make sure that the power is delivered as smoothly as possible to the ropes. This brings us back to dressing the ropes with anti-fraying compound. It’s very noticeable that an application of rope dressing smoothes out the drive because it induces a small amount of creep in the contact between the ropes and the flywheel grooves. This means that the heavier the load, the more creep and the smoother the drive. This mitigates the conditions most likely to cause the harmonics of the drive to get out of control.
Now this may all sound like nit-picking but what has always to be borne in mind is that the function of the engine is to convert heat energy from coal, via the boiler and production of steam, into rotative power delivered into the shed to the looms. The better the quality of that rotative power, the more productive the looms will be. The most important qualities are constancy and accuracy of speed and the minimum cyclic variation. Once you get these right by careful attention to valve events and management of the rope drive in the engine house you can increase the speed of the engine which in turn increases production. It’s no use simply increasing the speed without attending to the quality as this just induces weaving faults.
The greatest value of the information in these tapes about the technology is that the opinions are based on experience. When Bancroft engine was first installed it was intended to run at 68rpm. When I went in as engineer this had dropped to 67rpm, a loss of one and a half percent on lineshaft speed. By improving the drive I gradually increased the speed of the engine over about three months to 68rpm and the wage of the average weaver in the shed rose by thirty shillings a week, an increase of almost 4%. Nobody ever told me how much production rates went up but I think we can reasonably guess at about 10%. All this by simply running the engine correctly. This raises the interesting point, why hadn’t this happened before? Why hadn’t the management realised that engine speed and production was dropping? One factor is that there was no instrumentation to help the engineer. If there had been revolution counters on both the engine flyshaft and the lineshaft and proper records had been kept these discrepancies could have been quickly picked up and rectified. In spinning mills this was certainly done and woe betide an engineer who was down on his rev count at the end of the week, he was on the red carpet. There is good documentation of engineers running their engines faster on Saturdays to make up numbers.
Another interesting thing about rope drives is that you'd very seldom find them in a room and power shed. Obviously rules are meant to be broken and I can think of room and power sheds where there was rope drive but generally you would find that room and power establishments had gear drives. In other words instead of the rope drive from the pulley to the second motion pulley, the engine drove the lineshaft by gearing. The reason for this is quite simple in that a gear drive is a solid drive, there is no slippage, and the people who were paying for the power knew that they were getting all the power that the engine can produce. In other words, what they were paying for. They were always a little bit suspicious of ropes drives because it was known that there could be slippage and this could lead to problems in loom timing. I have no doubt that we’ll come back to rope drives and engine speeds again so I’ll leave it for now. What I hope I have demonstrated is that two simple pictures like 7 and 8 can actually contain a lot of information and that things are never as simple as they seem. There were many people who would have given their right arm to have my job simply because they were steam enthusiasts. My point is that the engine was only the start of the process and the engineer had a crucial role in the profitability of the shed because quite large savings and efficiency gains depended on how he ran the plant and a simple, messy job like smearing tallow and graphite onto a rope could actually make a lot of difference.
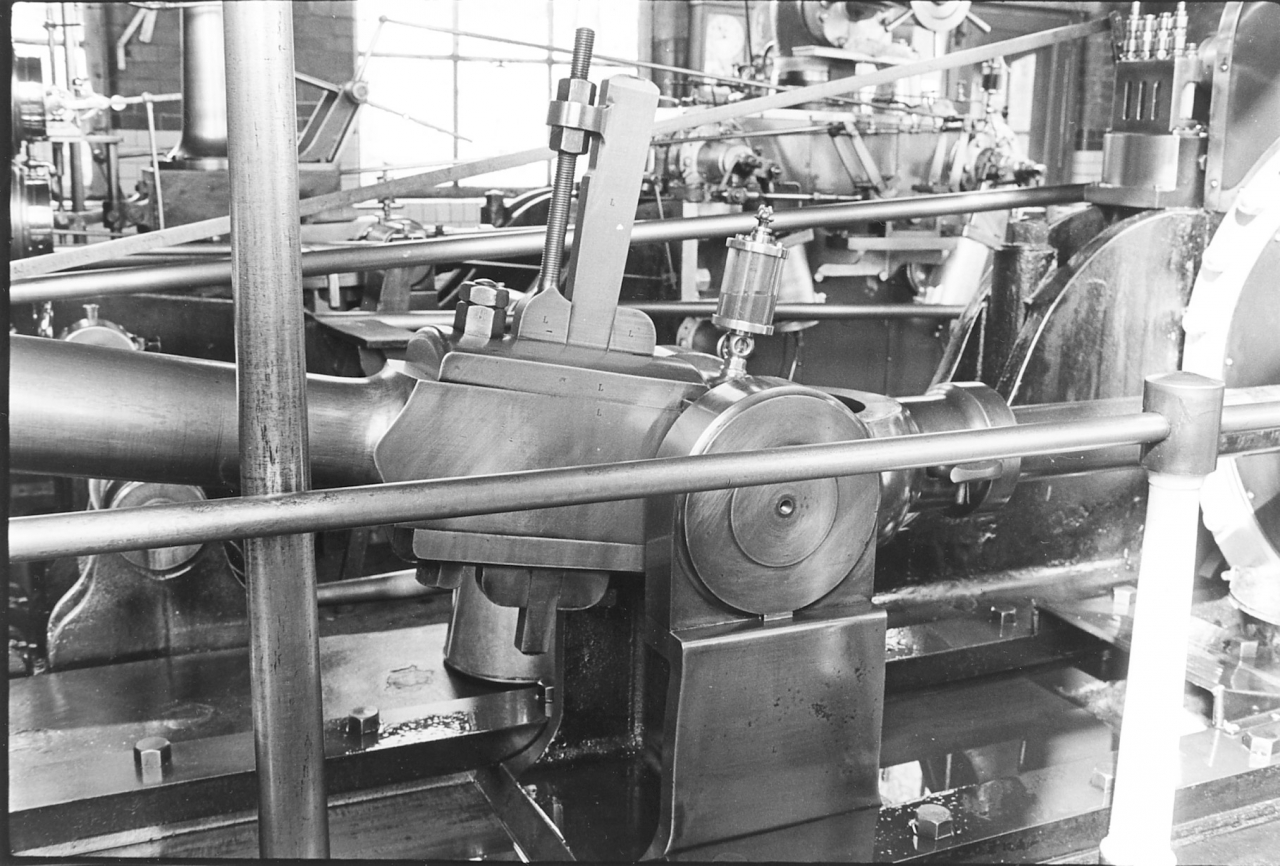
Picture number 009. Neg number 777233.
This is a detail of the low pressure crosshead while the engine is at rest. The crosshead is the name for the actual pivoting point where the piston rod meets the connecting rod. The connecting rod is the large mass of metal on the left and the piston rod can be seen going back into the cylinder on the right. The wrist pin which is the actual pivot pin can be seen as the circular piece of metal in the middle of the large circular block which lies on top of the slipper block which runs in the slide. Now, that slipper is carrying the weight of the back end of the con rod and it also takes the dynamic forces involved when the piston rod pushes the end of the con rod out against the resistance of the crank and pulls it back. Now if you think about it, when the piston rod pushes the crosshead out the con rod is inclined up into the air. This means that it's tending to force the slipper block down into the slide on to the bed in front of the low pressure cylinder. On the return stroke when the steam is acting on the front side of the piston and pulling the con rod back the con rod is inclined downwards and the forces are [still] trying to pull the slipper block down into the slide. The important thing to recognise here is that these circumstances only apply when the engine is ‘running over’. That is, the flywheel is rotating away from the cylinders. The easiest way to think of this is that if it was dropped on the ground and free it would roll way from the cylinders. If you think about it, if the engine was running under, that is running the opposite way round, the forces would be completely reversed on the slipper block and the cumulative effect would be to try to raise the slipper block when the load was on. In this case all the weight would be taken on the pates down the sides of the slide. This is the reason why an engines such as Bancroft engine, which was only ever intended to run in one direction has a simple slide like the one you can see in the picture. If it was a reversing engine, an engine that was designed to run either way like a winding engine or a rolling mill engine, it would have double slides or trunk slides where there are surfaces designed to control the forces on the crosshead both above and below. Trunk slides of any description are the bane of the engineer, they are always in need of adjustment, they are very bad to get at to work on, they are not easy to oil and they mask all the front end of the cylinder making access there bad as well. Mill engines do not need to run in reverse and so were built with simple slides like this. There is hardly anything to go wrong with it and it's possible to take the cover off the front end of the cylinder without doing any dismantling at all. All you have lot to do is get the cross head as far forward as you can, take the hand rails off, undo the nuts and slide your cover forward to get at the inside of the cylinder for inspections and maintenance.
Notice the way that the con rod is attached to the wrist pin. There is a large strap which goes round the wrist pin, a large, very thick piece of metal which you can see coming on to the top of the con rod and bottom. The bolt which you can see at the front end going right through that strap and the end of the con rod is the bolt that tightens that strap at the end and fixes it immovably on the end of the rod. Inside that strap and the circular face at the end of the con rod are the two brasses which act as the bearing surface on the wrist pin. It is essential to have as little play as possible in that bearing because you’ll understand that it’s pushed forward and pulled back 136 times a minute. The adjustment for those brasses is the arrangement which you can see in the middle which is three wedges, two facing one way and one facing the other. Now those opposed wedges are used if you want to tighten the brasses on the wrist pin. You slacken off the bolt at the front first then undo the bottom nut on the threaded tail of the wedge which you can see at the top. Slacken it off about half a turn and tighten the top nut about half a turn. This has the effect of driving the middle wedge down in between the other two wedges. It also tends to lift the front wedge up which increases the effective distance from the back of the right hand wedge to the front of the left hand wedge which has the thread running off the top of it. These wedges bear against the front edge of the slots in the con rod strap and against the back edge of a similar slot in the con rod end so the overall effect of widening the combined wedges is to force the con rod end back against the brasses thus tightening them on the wrist pin. Tighten up the main bolt at the front and the lock nuts and that’s it, you have taken some slack out of the wrist pin bearing. A typical adjustment would be a sixteenth of a turn.
The way big bearings on like this are adjusted is actually very delicate. With a small bearing you can adjust it until it nips and then slack back a certain amount and try the bearing for float by sliding it on the pin. This isn’t possible with large bearings, it is possible to insert a bar and move the con rod end but the forces involved are so heavy it doesn’t tell you much. In practice what you do is leave the bearing alone until you hear a knock, until it starts talking to you. Then give it the smallest amount of nip possible and run it, checking to see whether it runs hot. If the knock persists, try the same amount again. This way you will never over tighten and cause a problem.
The wrist pin only oscillates and so is never a big problem. Others, such as the crank pin or flyshaft bearings are more temperamental in that if you over tighten the bearing rapidly warms up. As the metal expands it tightens even more and you rapidly reach the stage where the bearings actually melt and throw metal out. There is always the possibility of damaging the surface of the journal in these circumstances. So, the bottom line is that you only adjust when you have to. As any old engineer will tell you, they would rather hear them than smell them. [The bearings]
There is another example of the wedge shaped key or cotter in this picture. If you look at the back of the wrist pin housing on top of the slipper block you will see that the forging is extended backwards in a curved fork with carries the socket into which the piston rod is fixed. This joint must be dead solid but capable of being split for maintenance. This is achieved by having a very similar arrangement to that which allows adjustment of the wrist pin bearing. A slot is machined through the fork and one through the piston rod end as well. These slots are positioned so as to be wider than the cotter itself but slightly offset so that as the wedge shaped cotter is driven in it bears against the front of the slot in the piston rod and the back end of the two slots in the socket. This means that as the cotter is driven in it forces the piston rod hard up against the bottom of the socket thus holding it solid. Note that there is no adjustment on this connection. It is dead solid. The cotter has a hole driven into the narrow end and a heavy split cotter is placed in this. This is a safety device which would retain the cotter in the slot if it came loose while the engine was running.
It’s worth mentioning here that there is a very good way of recognising if a solid fit like the cotter in the piston rod end or any key or stake is working loose. One of the things that an engineer has to understand is that there are many different causes for, and forms of, corrosion. One of them is ‘fretting corrosion’ and this does not need water or oxygen to set it off. It is caused by minute amounts of friction between two surfaces that are heavily loaded such as the contact between a cotter and the slot. Even if it is immersed in oil, this fretting of one metal against another produces minute heat sources which in turn generate corrosion and eat the metal away. The oxide produced by this form of corrosion in steel is bright red and if it is happening inside a joint it will slowly work its way out and appear as a red stain. We call this ‘bleeding’ and it is a sure sign that the contact isn’t solid.
When I took over the Bancroft engine there was a heavy thump in the low pressure side drive train. This was always put down to the bad design of the air pump but I discovered that it was actually play in the joint where the piston rod fitted into the socket on the cross head. The cause was bad fitting when the engine was built, the hole in the socket had been bored too deep and there wasn’t enough offset between the opposing slots to allow for the wear over the years. The cure was to make a new cotter and fit a spacing washer on the end of the piston rod so that it bore down on the bottom of the socket. This was a big improvement and took out what was a constant source of annoyance.
There are always consequences to any adjustment you make. I have been talking about adjusting the wrist pin, the crank and the position of the piston rod. The thing that you have to bear in mind is that all these adjustments alter the relationship of the various parts of the engine to each other. In the case of these, because the flyshaft centre is a fixed point, any adjustment that is made in the drive train affects the stroke of the piston in the cylinder. This has always to be taken into consideration. For instance, when the new cotter was fitted in the piston rod and a ¼ inch collar fitted on the front of the rod, the piston travel was moved back ¼ of an inch and we had to bar the engine over very carefully to ensure that the piston wasn’t fouling the back cover of the cylinder because of the alteration we had made. It was all right, there was no problem but you have to be aware of the problem. Thinking it through further you will realise that this alteration also affected the stroke of the air pump and even the swept volume in the cylinder. By moving the piston back we had effectively reduced the swept volume at the back of the cylinder and increased it at the front. This affects valve settings and shows that these ‘simple’ machines are far more complicated than they first appear.
When I was describing the function of the parallelogram motion which is used for transmitting the motion of the crosshead to the indicator when you are indicating the engine I mentioned the threaded hole to which it is attached on the crosshead. There is a clear view of this in the centre of the wrist pin. Notice also the drip feed lubricator fitted on the end of the con rod strap which supplies a small amount of oil to the wrist pin while the engine is running. This is a very slow speed drip as the pin is only oscillating in the bearing and the lubricator holds enough to last easily for one period of running because obviously it cannot be topped up while the engine is in motion.
Another detail which you can see on this picture is the low pressure cylinder lubricator in the top left hand corner. This is driven by the flat rod you can see running across the back of the bed. This is attached to a strap on one of the eccentric rods which drives the low pressure valve gear from the eccentrics and as the rod moves transmits motion to the lever driving the lubricator. Theoretically this lubricator delivers oil to the valves of the low pressure cylinder and hence lubricates the bore. In practice, there was enough oil carried over atomised in the steam from the high pressure cylinder to lubricate the low pressure. The lubricator was left empty all day and was only fed oil half an hour before stopping. This ensured that the bore had a good covering of oil overnight and on starting the following morning.
One thing to notice overall about this picture is that all the pieces of metal are bright, shiny and lightly oiled. I was always polishing the engine, wiping surfaces down with a piece of oily waste as I was working and people used to think it was because I was house-proud. This may have been part of the case but the real reason is that the best way to inspect any piece of machinery is to clean it. It is during cleaning that you discover the loose pins and nuts and clogged oil ways that can build up to bigger problems unless addressed right away. It also looked well and was a good indication to anyone that entered the engine house that the engineer was doing his job well and had a bit of personal pride. A bit like polishing your boots.
SCG/06 September 2003
4,682 words.
LANCASHIRE TEXTILE PROJECT
TAPE 78/AI/06 (Side two)
THIS TAPE HAS BEEN RECORDED ON APRIL 27TH 1979 AT 13 AVON DRIVE BARNOLDSWICK. THE INFORMANT IS STANLEY GRAHAM WHO WAS THE ENGINEER AT BANCROFT MILL AND WHO HAS BEEN THE INTERVIEWER ON MOST OF THE TAPES.
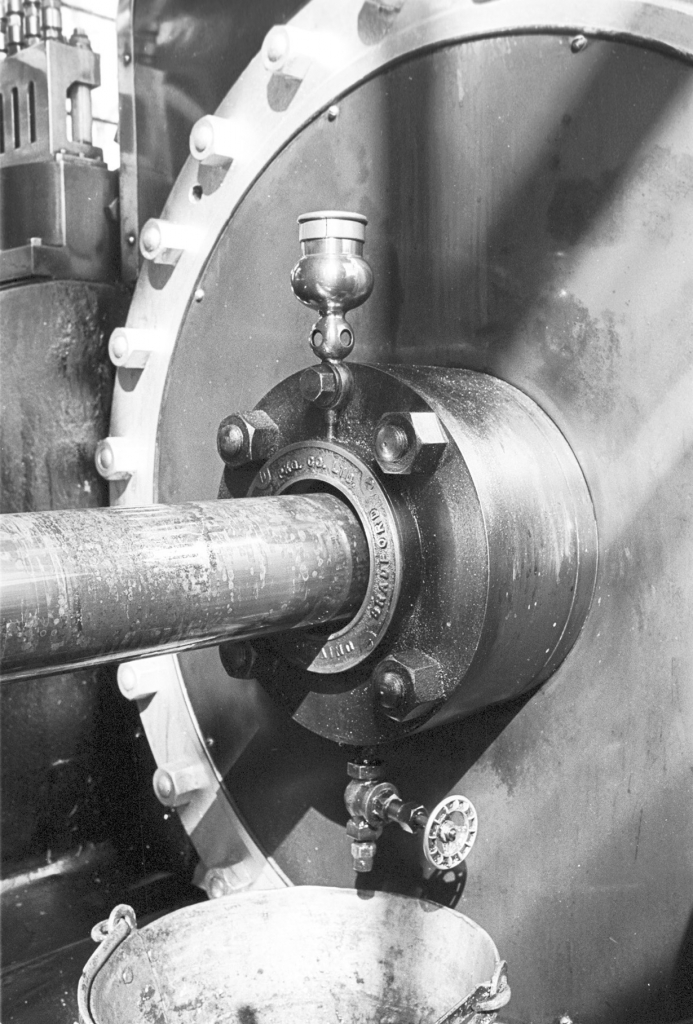
Bancroft Folio, engine pics. Picture number 010. Negative number 777235.
This is a close-up view of the low pressure cylinder front piston rod gland. The gland is the hole in the cover of the cylinder through which the piston rod passes into the bore of the cylinder. A little thought will show us that the joint between the piston rod and the front cover of the cylinder has got to be steam tight otherwise the steam which is admitted to force the piston back down the cylinder will escape round the piston rod by virtue of the fact that the rod has to be free to move. This results in a loss in efficiency. Before I start talking about this, realise that the front and back of the low pressure cylinder are exactly the same and the front and back of the high pressure cylinder are exactly the same as the low pressure. In other words there
(50)
are four of these glands on the engine, one on each end of each cylinder.
In older engines the gland which was used, or the arrangement for preventing steam leakage past the piston rod, was exactly the same as that used on a household tap. In other words there was a recess on the cylinder cover which was packed with cotton waste or cotton rope heavily impregnated with wax, or grease, and an arrangement whereby you could screw down a housing on top of that forcing the packing into the gap between the walls of the gland housing and the piston rod. So that the piston rod was rubbing on a compressed surface of cotton impregnated with wax or grease which gave you the seal. Now this was all right as long as it was very well maintained. I say this because it's all too easy to stop a leak by screwing a gland down more tightly, This compresses the packing and forces it against the rod thus stopping the leak. We have all done it, I have done it myself. And with something that only turns intermittently, such as a valve stem, or the stem of a household tap this isn't so bad because the rod spends very little time rubbing on it. But if you consider a piston rod which is moving backwards and forwards 136 times a minute you very soon get into the stage where, no matter how well the packing is constructed, no matter how soft the cotton is or how well it's greased it starts to wear the rod. This gets worse if the packing is allowed to dry out and get hard. The classic error is not to clean all the old packing out occasionally and start from fresh with new, soft packing. As the grease in the packing carbonises it can get mildly abrasive. In that case we get the condition known as 'Necking of the rod.’ In other words the packing wears the surface away until it's a smaller diameter than the rest of the rod. And the only way that you can keep it steam tight, is to keep tightening the gland up, keep tightening the packing up; and every time you tighten it you wear the rod a little bit more. And that’s why on very many steam locomotives and a lot of old engines you'll find that as the engine's running there is steam blowing out of the joint between the cover of the cylinder and the piston rod. One of the things that people used to comment on when they came into the engine house at Bancroft was the fact that they couldn’t see the steam. They were used to seeing pictures of steam locomotives with steam flying out of every joint and every packing on them. So they used to think it was very surprising when they came into the engine house at Bancroft and there wasn't a wisp of steam to be seen anywhere. This was because we had efficient glands and efficient packings and we recognised that any loss of steam through places like that, romantic as it may have looked, was a waste of coal, and so we didn't tolerate leaks.
Now one of the engineer's greatest friends in doing this is the Universal Metallic Packing. This is what you are looking at on this picture, the large round housing on the front of the low pressure cylinder surrounding the piston rod where it comes through the cover is a Universal Metallic Packing. I'll attempt to briefly explain what one of these is, if anybody listening to this is at all interested I've no doubt that if they look back through the old technical literature they'll find all the drawings which will show them exactly how they were constructed. They were made originally by an American company which set up a branch in Bradford called the Universal Metallic Packing Company. Now I have an idea that what happened was that somebody left their employ in Bradford, re-designed the packing slightly and set up in business on their own, and I think they called it Bradford Metallic Packings Ltd. Eventually the Universal company took the rivals over and they are still in business.
Now, what the metallic packing is is a series of brass blocks lined with white metal, shaped to fit on the rod, they are split so that there are four pieces surrounding the rod at each and held together by coil springs round the periphery. The individual blocks float and adjust themselves to the shape of the rod. There are two sets of these, one behind the other, with the joints opposed so that no joint is directly facing another one. Behind them is a white metal wedge shaped cone which is also split which rides on the shaft as well and that's held together with springs. And the whole thing is confined in this housing which we see here. The effect of this arrangement is to form a cross between a sliding packing, similar to the gland packing we were talking about made of cotton waste, and a labyrinth packing which is a packing whereby there is actually a passage through for the steam but it is made so labyrinthine, in other words the steam has such a long way to travel to get through, that it starts to condense and the condensate forms the seal.
These packings were tremendously successful as long as they were fitted properly in the first place. Once fitted, they gently polish the shaft and keep it in a very high state of gloss and in fact the shaft used to get glazed, the surface used to get work hardened by the constant friction and it almost got to be as hard as glass. And, as long as they weren't disturbed, and that was the important thing, not to disturb them, they were efficient. There is one more requirement to keep the metallic packings efficient, this is lubrication.
There are two ways of lubricating them. The most efficient way is by entraining the oil in the steam so that the leaking steam is carrying oil into the packing and keeps it lubricated. That’s the theory but in practice I found that it was always a good thing to use the thistle lubricators which are these rod oilers on the top of the housing shaped like a thistle. This is simply a housing that you fill with cylinder oil and it has a needle valve in it that you can adjust to put one drip on to the rod say every 10 or 15 strokes. This means that the rod is always covered with a thin smear of oil and in effect the packing in riding in oil all the time. I found that if you did that you had no trouble at all with these packings, they just about run for ever.
Notice that the piston rod is stained and not brightly polished. This is the low pressure side, it runs fairly cool and there is a lot of condensate flying about when it is running. What happens every night when you stop, there is always moisture about and it condenses on the coldest part of the cylinder which is the piston rod because part of it is exposed to the relatively cold air outside the cylinder. This starts mild corrosion on the rod which causes the staining you can see in this picture. I used to put some oil into the low pressure lubricator about half an hour before stopping time in an attempt to get a coating of oil on the cylinder and piston to protect it during the night. Bear in mind that I was the last custodian of the engine, the staining was a product of almost 60 years running and some of the engineers hadn’t been too careful about this. In point of fact they wouldn't have been so bad on this cylinder had it not been for the fact that these metallic packings were getting to the stage where they were just about shot. I have been singing the praises of metallic packings and then saying that these were just about shot but bear in mind that this cylinder had run from 1922 to 1978 and had never been touched. Now when I say that, I have reason to believe that the metallic packings had been renewed or repaired once, but the cylinder had never been opened since the engine had been first bedded down and settled down as new. It had never been re-bored, valves replaced, anything, never been touched. It was as it was built. Because this was the low pressure cylinder the packings were never really under steam because we weren't heavily loaded, we never ran that engine at full load because there weren't the number of looms on. And any leakage there was just a slight leakage on the vacuum. In other words those packings weren’t letting steam out, they were letting air in, they were sucking rather than blowing. If it had been on the high pressure cylinder, it would have been a different story altogether, and we would have done them straight away. But all it amounted to was that we were losing a little bit of vacuum by reason of the fact that the metallic packings were getting worn. Because they were getting worn they weren't just seating on the piston rod as they should have done and that’s the reason why these corrosion spots are so visible; otherwise each morning the friction, what friction there is in a metallic packing, would have cleaned the rod up each morning.
The valve that you can see underneath the packing was kept closed during the day and a certain amount of condensate and oil collected in the housing as the engine ran. This ran out of the packing when it reached the level of the bottom of the orifice the rod runs through and was collected in the bucket. On finishing at night the valve was opened and the housing drained. This condensate didn’t do any harm while the engine was running but it would have been a mistake to leave it in overnight. This would amount to about a quart a day and when the bucket was about half full I would take it and throw the mixture on the coal. The water helped to slake the dust and the oil clung to the coal and was burned in the furnaces.
Other things you can see clearly in this picture are the low pressure lubricator in the top left hand corner, the cover nuts and the blued steel held on by screws which covered the middle of the cover. This had insulation behind it. The cover itself has a large boss on the inside of it which fits inside the cylinder, it's a lot thicker than the outside edge where it actually fastens on to the cylinder. I never had one of those covers off, I always said that I would do but I never got round to it. I should think that that cover's probably 6 to 9 inches thick in the middle.
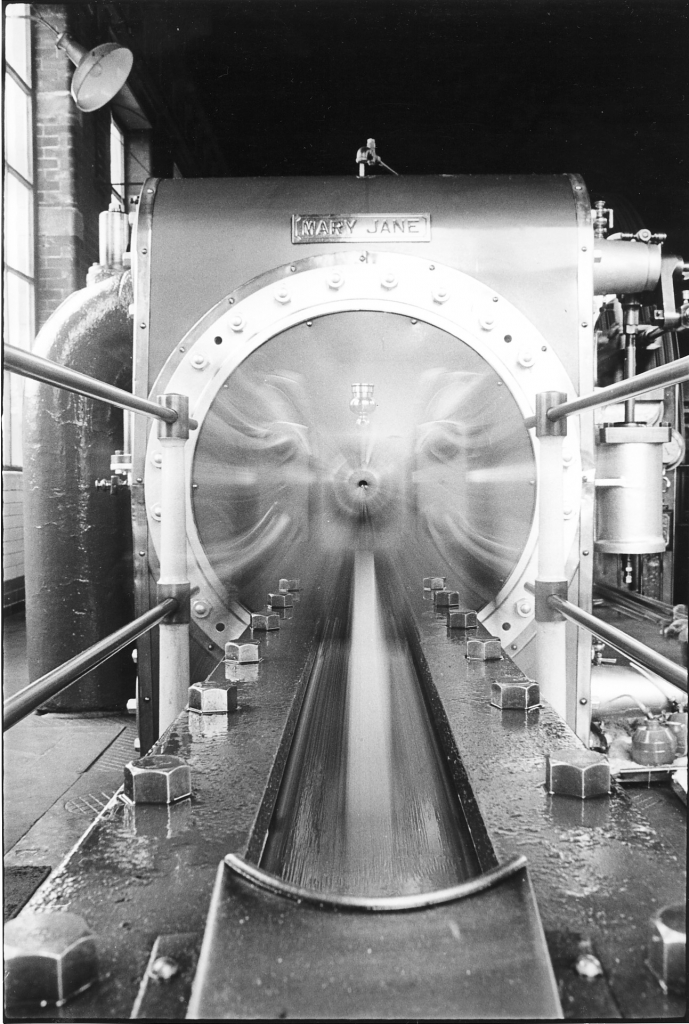
Picture number 011. Negative number 777812A.
This again is a picture of the back end of the low pressure cylinder but this time in motion. As I’ve already said, I like to have pictures of the engine that actually show it running. One advantage about a long exposure is that the moving parts eliminate themselves and you can see the whole of the slide, not normally possible because the bell crank is always in the way. You can see the grooves in the oil left by the slide as it travels. The funny thing about these slides is that the oil always ends up at the end nearest the cylinder. Don’t ask me why.
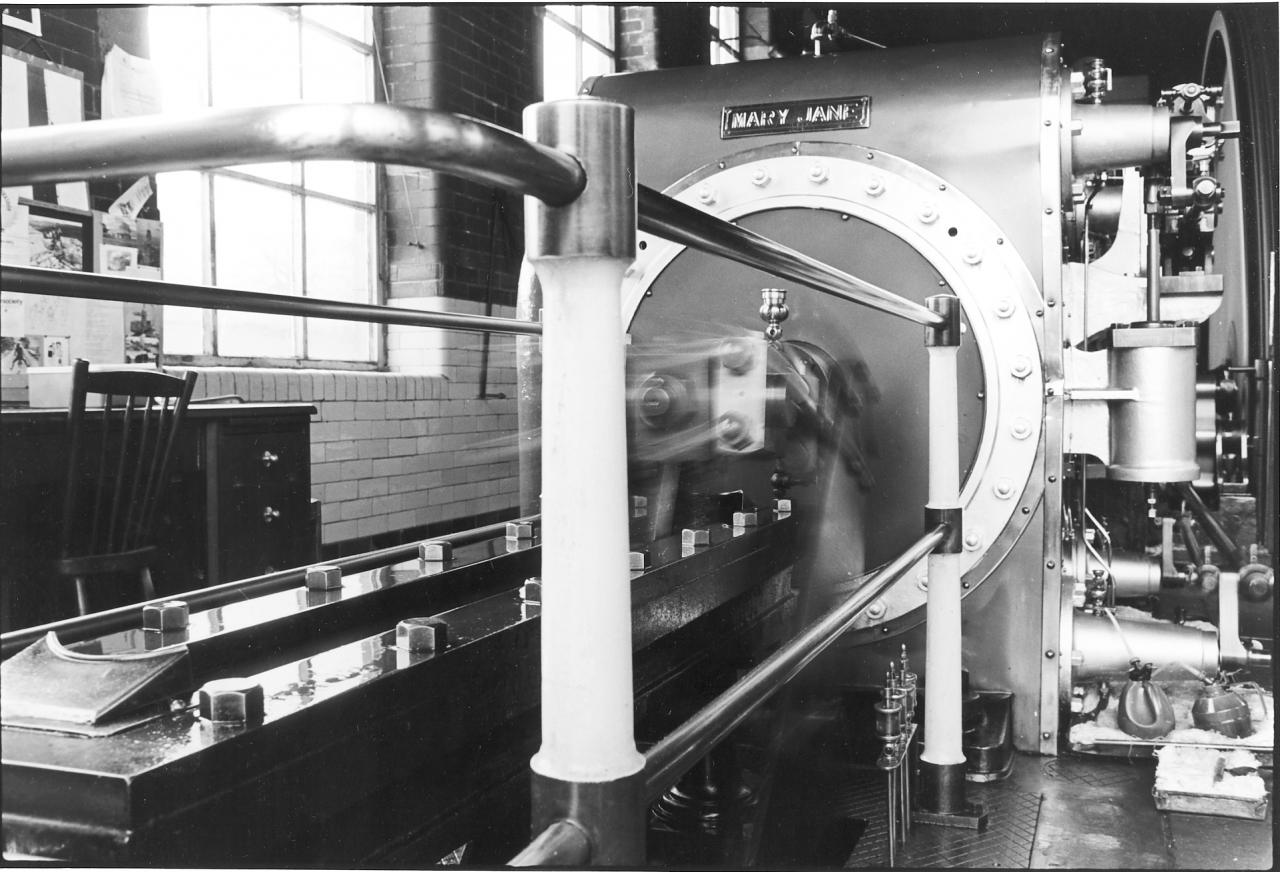

Picture number 012. Negative number 776205. Picture 013. Negative number 777232.
We’ll take these two pictures together as they contain a lot of information about the low pressure tail slide. Notice the massive construction of the tail slide itself, bolted down solid on to the flour on two pillars. These in turn are bolted down on to the cast iron frame which is let into the floor of the engine house and connected to the bed of the cylinder and also locked into the end wall of the engine house. This is to make sure that everything is absolutely solid. Again, polished steel rails on cast iron stanchions round it. The rails are very highly polished and woe betide anybody who puts their fingers on them when they come in because they'll go rusty very quickly. There is something very satisfying about keeping something as clean as that, it looked well and really looked efficient. Again notice the nameplate, the brass nameplate Mary Jane and a better view this time of the valve gear on the inside of the low pressure cylinder. Both steam bonnets and both exhaust bonnets are visible on 12. The steam valves are at the top of the cylinder and the exhaust valves at the bottom. A very good arrangement because it means that any condensate which collects in the cylinder can drain out through the exhaust valves in the bottom. When we were talking about relief valves on the cylinders I mentioned slugs of water. A slug of water is any quantity of water which collects or enters a cylinder in one mass or body. This is very dangerous because water is virtually incompressible. There is a certain clearance in the end of the cylinder when the piston is at the end of its stroke but if the volume of the water is greater than the volume of this clearance it means that the piston is trying to compress the water, and water being incompressible, if there is no way of it escaping, either by relief valve or by wear allowing it to get past the side of the piston or through the valve or through the gland in the end of the cylinder, it means that that cylinder will certainly, and I stress that, will certainly suffer damage. Now it's a very dangerous thing. This is the thing that has caused more trouble in steam engines than anything else. Slugs of water in cylinders lead to cracked covers, cracked pistons, cracked cylinders and all sorts of other damage. We used to dread it. The most usual cause was priming in the boiler. In other words if the water in the boiler was dirty and started frothing up, usually on a sudden demand for steam, when the steam pressure started to drop and the water in the boiler started to flash off steam the froth could rise up so far that you were actually getting that froth coming into the pipe and down to the engine. It was carrying muck into the engine and carrying water. In most cases the cylinder will get rid of the water but boiler composition and dirt going through the cylinders does them no good at all. One of the first things a fitter will do when he strips a cylinder down to repair a smash is to look for what looks like dirty whitewash inside the steam spaces. This is a sure sign that the boiler has primed.
We avoided priming at Bancroft by careful attention to boiler water treatment, water levels and good maintenance but there were certain installations that were plagued with it. A lot of good engines have been ruined by these things. If you look at the right hand end of the tail slide, the forward end of the tail slide down on the floor you'll see a row of four little lubricators with pipes going down through the cast iron chequer plate in the floor. There are a set of these at each side of the low pressure slide and they are the lubricators which were quietly feeding oil down to the joints in the bell crank which drives the air pump in the cellar. The air pump of course is really a big water pump which draws water out of the dam through the condenser into which the exhaust steam was passed from the cylinder exhaust. Steam plus cold water equals instant vacuum, and that gave a vacuum on the back end of the engine which increased its efficiency. You'll notice in picture 12 that the bell crank has almost disappeared. The picture was taken while the engine was running. If you look at picture 13 you can see the linkage which connects the bell crank to the slipper on the end of the low pressure tail rod, the tail rod is the name we give to the piston rod which comes through the back cover. Notice that there are no lubricators on it [the bell crank]. When I first took this engine over there were four lubricators exactly the some as the ones which are feeding the bell crank in the cellar and the air pump linkage. I found that these threw oil all over the place as it was running during the day and decided that the linkage didn't need anywhere near that amount of lubrication so I took them off. I just used to give them each a squirt of cylinder oil before we started and the same at dinner time and that did them for the rest of the day. The links are only oscillating, they just need a smear of oil.
Notice the wall of the engine house, for the first 5ft up, the wall is faced with cream glazed bricks. These are very easy to keep clean, a wipe over with a damp cloth keeps the place tidy.
Behind the tail slide is the nerve centre of the engine house, the easy chair and the desk. The insurance requirement is that a competent engineer should be in charge of the engine while it is running. This was based on experience, the best way to ensure trouble free running is constant supervision. Funnily enough there was never any statutory requirement for formal qualification for running land based boilers and engines. A move was made c.1910 to impose the same standards on land based engineers as marine but the bill ran out of time and was never ratified. The sandwich box on the desk is an indication of constant attention. I used to eat my lunch while the engine was running because there were routine tasks to be done while the engine was stopped at mealtimes. I was paid from when I started to finishing time at night. It was recognised by the management that I couldn’t take set meals. The small, tin, wedge shaped object on the back end of the tail slide in the picture number 12 is simply a splash guard. There is one at each end of both the high and low pressure slides. It is there to catch any oil thrown up by the slide when it stops at the end of its stroke.
The dashpot on the back low pressure steam valve linkage can be clearly seen in both pictures. Notice the adjusting screw in the base of the dashpot for the relief valve which adjusts the cushion of air under the piston when the spring slams it down as the valve catch is released. The temptation with these is to always maintain a good cushion as this makes the engine run quieter. In fact, if taken to excess this can destroy the effect of the Corliss gear. The whole point about Corliss valve motions is that they give a clean, sharp cut off. Too much cushion slows down this effect and you might as well have an old-fashioned slide valve. The ideal setting was one which gave a clean cut-off in the valve but mitigated the worst effects of the piston slamming down.
Notice also on picture 13 the steam valve bonnet in the top right hand corner. The bonnet is the name for the casting bolted on the cylinder casting. This carries two bearings which support the valve spindle and keep it in the correct position in the valve housing bore. It also provides a housing for a spherical seal where the spindle emerges from the cylinder, this stops leakage between the valve and the outside atmosphere. The whole provides a solid base for the valve spindle against which the forces of the valve operating rods act. The small lubricator on top of the bonnet drops oil into this seal, it is constructed so that it can be isolated from the pressure (or vacuum) in the valve whilst the body is filled with cylinder oil. Once filled, the top orifice is closed and the bottom one opened and oil can find its way into the seal. The spindle is not part of the valve itself, it is simply the means of transmitting the motion of the vale operating rods to the valve. It has a flat end on it rather like a large parallel screwdriver blade which is a close fit in a mating slot in the end of the valve. By this means the valve is allowed to float in its housing but can be operated by the linkage. The valve has to float because it is not an exact fit in the housing, steam pressure or vacuum forces it onto the valve face and gives the seal. The end of each of the valve spindles has a square machined on it. This is useful during maintenance for moving the valve but has another very useful function. We have to go back to basics here and understand that steam engines do not have any gear box or clutch, they are permanently connected to the drive. This is possible because the steam engine develops its maximum torque, or turning power, on the first stroke. This is because the full pressure of the steam is admitted behind the piston. However, remembering what I said earlier about the four impulses per revolution, the engine has to be in the right position for this start to take place. Usually this is taken to be with the high pressure drive train at the point where the valve is ready to admit steam to the back of the piston, ready to drive it forwards.
There are basically three ways in which this can be achieved, if you are very lucky or very skilful you can stop the engine in the right position for it to start. Failing this you can engage the barring engine and bar the engine round until it is in the correct position. The name ‘barring engine’ comes from the fact that in the earliest engines, the turning of the flywheel was effected by inserting a heavy bar in a slot in the flywheel and by means of a fulcrum point, physically bar the flywheel round one slot. By repeating this operation the engine could be positioned properly. As engines increased in size this became too hard and steam barring engines were fitted. The third and easiest way is to decide which end of one of the cylinders was about to come on to the power stroke and manually open the steam valve using a large spanner thus forcing the engine over it’s first stroke. Once this had happened the valve gear took over and your engine was away and running.
Now there is no problem with this in respect of the high pressure cylinder because once the stop valve on the main steam line is opened, steam at boiler pressure fills the steam chest on top of the cylinder and is available to drive the piston as soon as the steam valve is manually opened to initiate the first stroke. However, if the piston event necessary to start the engine is on the low pressure side you have a problem because the steam chest on the low pressure cylinder is fed by the exhaust from the high pressure. If the high pressure cylinder is not functioning there is no exhaust and therefore no steam to power the low pressure piston over its first stroke.
In order to understand how we get over this problem you have to realise that when the high pressure cylinder exhausts steam it does not go straight into the low pressure cylinder. It charges a receiver up underneath the floor which is permanently connected to the low pressure cylinder steam chest. During normal running this receiver performs the same function as the steam pipe from the boiler, it supplies the steam for the low pressure. If we consider the situation when the next power stroke is on the low pressure piston we can see that after opening the steam valve, steam is available at the high pressure cylinder but cannot deliver its energy because both the high pressure steam valves are closed. What is needed is steam in the receiver.
There is a small by pass pipe from the main steam main to the receiver and the procedure is to open this valve and pressurise the receiver to about 30psi. As soon as this pressure is reached the appropriate low pressure steam valve is opened with the valve key on the square end of the valve spindle. 30psi of steam is admitted into the low pressure cylinder and this drives the engine over its first stroke, half way down this stroke the valve mechanism automatically opens the appropriate valve on the high pressure cylinder and your engine is running normally. At this point you close the valve on the by-pass line to the receiver and run as normal.
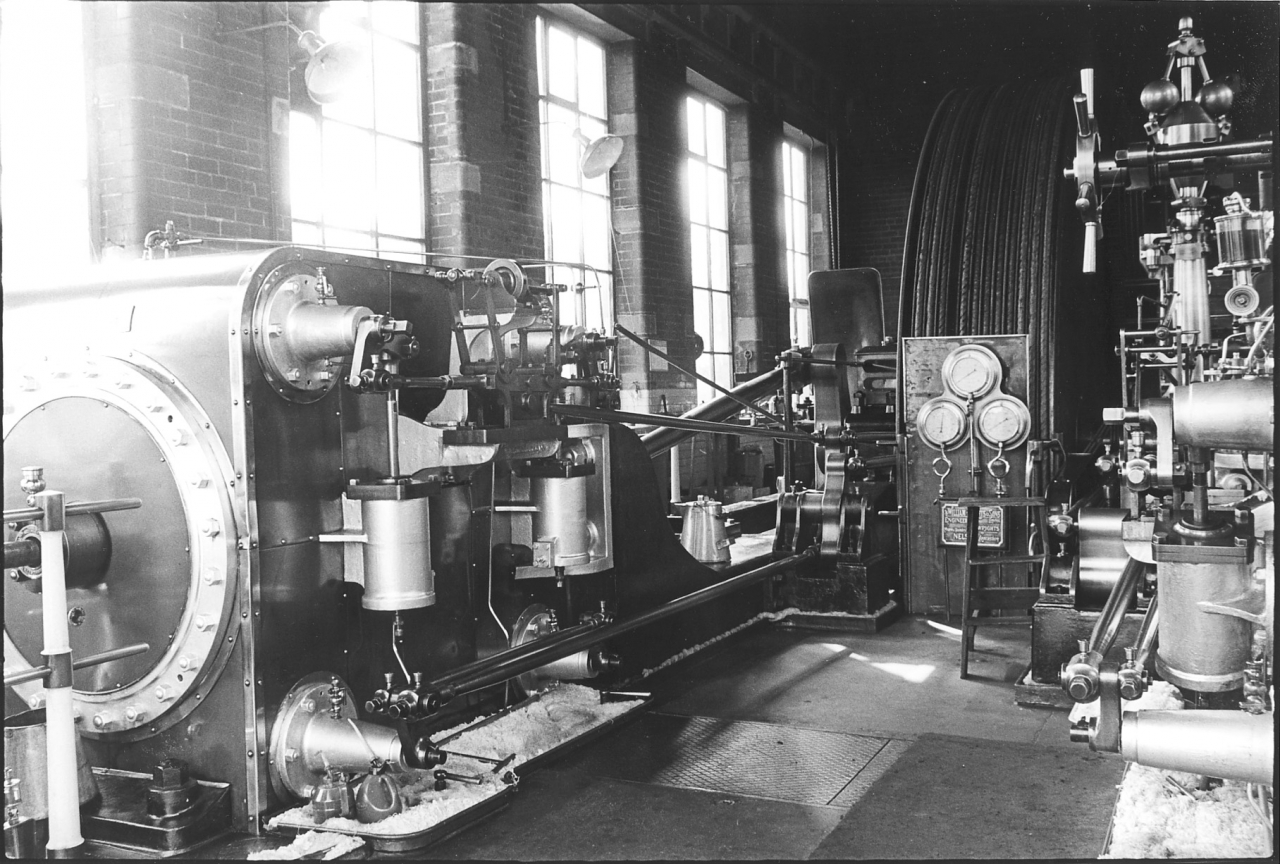
Picture number 014. Negative number 777231.
This is an overall view of the low pressure cylinder, low pressure crank, flywheel and the gauges from the back of the high pressure cylinder. You are beginning to get a better picture now of the valve gear on the low pressure cylinder. One thing to notice about this valve gear is that unlike the high pressure cylinder, it isn't controlled by the governor. The reason for this is because this cylinder works on steam that has been exhausted from the high pressure side. Any action the governor has on the valves on the high pressure side automatically adjusts the amount of steam which is going to the low pressure side because it has adjusted the amount of steam delivered to the high pressure cylinder.
Notice the eccentric rods coming from the bell cranks mounted on the low pressure bed and driven initially from the eccentrics on the flywheel shaft. The top rod controls the steam valves and the bottom operates the exhaust valves. It is important to realise that the timing of the valve events is controlled solely by the position of the eccentrics on the flywheel shaft. Any other adjustment in the steam valve gear is simply one of duration of the event, not of position in relation to the flywheel. The exhaust valves have no adjustment beyond those necessary to balance the action of both valves against each other.
If you examine the steam valve rod carefully you will see that it terminates at the cylinder end in a large block of metal to which all the other linkage is attached. This is the Dobson Block, so named after its inventor and it slides backwards and forward with the motion of the eccentric rod in a lubricated cast iron slide bolted to the front of the cylinder. It is the motion of this block which operates the valves. In order to understand how this mechanism works you must first realise that there is no permanent connection between the rods running from the steam valve spindles to the block. The motion connecting the block to the valve spindle is only operative when a catch is dropped by the mechanism on top of the block which allows the hardened steel wedge on the end of the valve spindle to be caught by a corresponding wedge on the block. The length of time that these wedges are engaged is controlled by the angle of the levers in the top mechanism and this angle is adjusted by the threaded rod running through the wheel on this top mechanism. By this means, the cut-off point on the steam valves can be adjusted if necessary.
This is a very complicated explanation and the only way to fully understand what is happening is to read and understand this and then watch the valve motion doing its job. The bottom line is that the combination of mechanisms I have described ensures that the valve events on the low pressure cylinder occur at the correct time and for the required duration.
You'll notice there is a tray on the floor in front of the cylinder filled with cotton waste. This was there to collect any drips of oil and keep things tidy. When it became soaked with oil and water we stored it in empty drums in the boiler house and used it for fire lighting. It was also a good place to store oilcans and spanners which were needed during the day. It also served as useful sound insulation.
If you look carefully you will see that at each end of the tray is a small rod with a polished handle. These are far more important than they might appear. Once more, I have to go back to basics in order to explain what they are used for. I have already talked about the dangers of water in cylinders. The most common source for water in cylinders is when steam comes into contact with relatively cold surfaces and condenses into water. For this reason the engine was never allowed to cool down except during the holidays. As long as there was steam on the boiler a small amount was bled off the main steam line and injected into the high pressure cylinder when the engine was stopped. From here it permeated through the engine and kept it warm during the night. This is why it was known as the ‘warmer’.
This strategy kept the engine warm but not hot enough to completely alleviate condensation. The only circumstance that achieved this was when the engine was actually running. You will see that we have a problem here because when we start the engine we are going to produce [potentially] dangerous amounts of condensate until the engine has fully warmed up. The small handles that you can see are our defence against this. They are connected to drain pipes connected into the bottom of the cylinder and these are left open until the engine is thoroughly warmed up. They allow the condensate to escape and it is important that they are not restricted in any way so they exhaust to atmosphere in a drain outside the engine house. Another safety feature is that the handles are connected to cocks and not valves. These are a simple plug valve with a hole drilled through the plug. A quarter turn opens or closes the valve and the position of the handle indicates clearly whether the valve is open or closed. If they are facing into the house they are open, if they point to each other they are closed. There are similar cocks on the high pressure cylinder and if you look carefully at the chequer plate in front of the cylinder you will see that on this side there is a small mark on the floor. This is the top end of a rod connected to the drain cock on the receiver under the floor and in the tray in front of the low pressure cylinder you will see a ‘T’ key which is used to open and close this cock. The procedure was that the engine was started with all these cocks open and the drains blowing to atmosphere. This dumped any condensate in the cylinders and avoided it building up into a slug, a body of water large enough to exceed the available compression space at the end of the cylinder. This is a potentially dangerous situation and has been the downfall of many an engineer. Incidentally you may ask why, because you know that there are relief valves fitted specifically to guard against this. The short answer is Brasso. Nearly all relief valves were stuck down with Brasso that had got on the seat while the engineer was polishing the brass housing. All relief valves should be checked frequently to make sure they are free.
Again you can see the low pressure cylinder lubricator at the front of the cylinder. Notice the pipes conveying the oil to the valve seatings and the flat rod connected to the steam valve eccentric rod which drives the lubricator pump by means of a ratchet and pawl. As I have mentioned before, this is a very bad way of lubricating valves and cylinders. It is particularly bad on a Roberts engine such as this because they tended to make their valves with a thick rib in the centre. The oil dripped onto this rib and from there fell straight through on to the exhaust valve so most of the oil you fed in did no good at all. I used to feed oil in very fast for the last 15 minutes each day and half an hour on Friday afternoon to make sure there was a reasonable coating of oil in the cylinder while it was stopped. When I took this engine over the lubrication of the high pressure side was exactly the same but I very soon did away with that and the engine ran a lot sweeter - but more about that when we come to describe the high pressure cylinder.
If you look at the back of the low pressure cylinder below the cover, you'll see a tin there. That’s serving exactly the same purposes as the bucket at the front end, it's there to collect the water and oil that drips out of the metallic packing housing. Notice the very high polish on the lagging of the cylinder, you can see the reflections of the dashpots. The polished pipes that you can see coming down from the top of the cylinder to the bottom where they join into another pipe, are the drains from the bonnets of the low pressure cylinder. These drains were there to catch any condensation that collected in them, very similar to the drains on the metallic packings. They drained into the exhaust bonnets and because they were always under vacuum the oil and condensate was drawn into the seal and lubricated it. From there the oil and water was blown away by the exhaust into the jet condenser in the cellar.
Anybody who is fairly knowledgeable about boilers and condensers will realise that this means that we were in effect injecting oil into the condenser water all day in small quantities. This water was being used for feeding the boiler. Now in theory the worse thing you can have with a Lancashire boiler is oil going in with the water because what happens is that it collects in the hottest part of the boiler, on the crown of the firetube. There it bakes on with the scale and the theory is that it can eventually insulate the firebox crown, allow it to get red hot and this weakens it and causes a collapse. This is all perfectly true in theory and in fact as well, but circumstances alter cases. Bancroft boiler ran off water from the moor, out of the lodge and the feed water was of such high quality that it was possible for us to run that boiler for 12 months without draining it. When I say without draining it, we used to test the water regularly each day for alkalinity and also once a week for total dissolved solids. A Lancashire boiler is accepted as being perfectly safe up to 75,000 parts per million of dissolved solids in the water. This is the figure which governs the amount of scale that forms in your boiler. In practice Bancroft boiler never got above 6,500 parts per million all the time I was testing it. Due to the fact that we used to return all condensate from the engine and heating system to the boiler, and it was very good feed water anyway. This meant that we used to get very little scale in the boiler and in consequence there was very little danger of oil causing any trouble in the boiler and so we never bothered about it. In fact, the fact that oil was going into the boiler was in many ways a good thing because it used to get out in mysterious ways into the pipework in the mill and every piece of pipework that you took down in the mill you'd find that the inside of the pipe was clean, dry and slightly oiled. Nowadays there are systems that you can buy for injecting oil and different chemicals into the pipelines to be carried forward by the steam to protect the inside of the pipes. It appears that we might have been running on a sort of a hit and miss type of steam pipe protection since 1922 by virtue of the fact that we were using oily water in the boiler.
Another thing about the fact that there wasn't so much scale in the boiler, was that we only needed to scale the boiler once every year. And when we scaled it we’d be lucky if we got half a barrow load of scale out of it. Some boilers have to be scaled once a fortnight, once every three or four weeks, it can be a terrible problem. ‘Experts’ will always try and tell you that you don’t want any scale at all in a boiler because you want to get the maximum heat transmission from your beating surfaces through to the water. In theory this is true but in practice 1/16 " of scale is a good thing. In the old days if the railway company were putting a new locomotive into service which was going to run in a soft water region, in other words in a region where it wouldn't be making any scale, they used to send that locomotive to work in a hard water region for a month or so beforehand before it went into the soft water region. This was to give the boiler the protection of a thin layer of hard scale which is the best protection against corrosion. In the old days this used to be done by giving them a coat of concrete grout, a rendering on the inside of concrete. I never bothered a lot about scale, there didn't seem any point. I did once read in a text book that the loss in heat converted in the boiler due to a thin layer of scale meant nothing as long as the boiler was running with economisers. Because the fact was that that meant that their gas temperature was slightly higher which meant that there was less problem with the dew point in the economise and greater heat transfer. In other words what you lost on the roundabout you gained on the swings. So don't bother about 1/16” of scale, because it's not doing any harm.
I shall go on to the next tape now because there's still a lot in these two pictures which needs describing.
SCG/09 September 2003
6,790 words.
