TAPE 79/AD/10
THIS TAPE HAS BEEN RECORDED ON THE 16TH OF JULY 1979 AT 16 COWGILL STREET, EARBY. THE INFORMANT IS HORACE THORNTON, TAPER AND THE INTERVIEWER IS STANLEY GRAHAM.
Tape 79/AD/10

Horace in 1979.
Well, we’ll go straight on Horace. We’d just started talking about how you came to move from Rycrofts, how you came to finish at Rycrofts. So you go on in your own time.
R- Well it were an Earby man that were driving the engine at Rycrofts at Broughton Road, Bill Lancaster. Do you know him?
I’ve heard of him, I’ve heard Newton talk about him.
R- They called his father Bill Lancaster and he ran Big Mill Engine [Victoria Mill at Earby] And Bill were running Broughton Road engine and his father retired and young Bill got this engine here [Victoria Mill]. And I knew him fairly well because we’d travelled backwards and forwards on the train when I wasn’t cycling and staying to dinner, I used to go up into the engine house to pass me time on. And he’d said to me once or twice, “I can find you a job at Earby on the engine.” I said that were fairly handy, he said “I can find you a job there, maintenance and oiling and such.” I says “Well, I can’t get away.” I were stuck. Well, that regulation were squashed from the first of January 1945. Everybody were free. So I gave me notice in the week before and started on the engine here on the 1st of January. Never forget that day. And Johnson’s had the main of the shed here, there’s only the engine belonged to the Mill Company, [Johnson’s were in Victoria Mill as room and power tenants at the time. The mill was owned by The Mill Company.] there were one or two small firms and I did about two year on the engine.
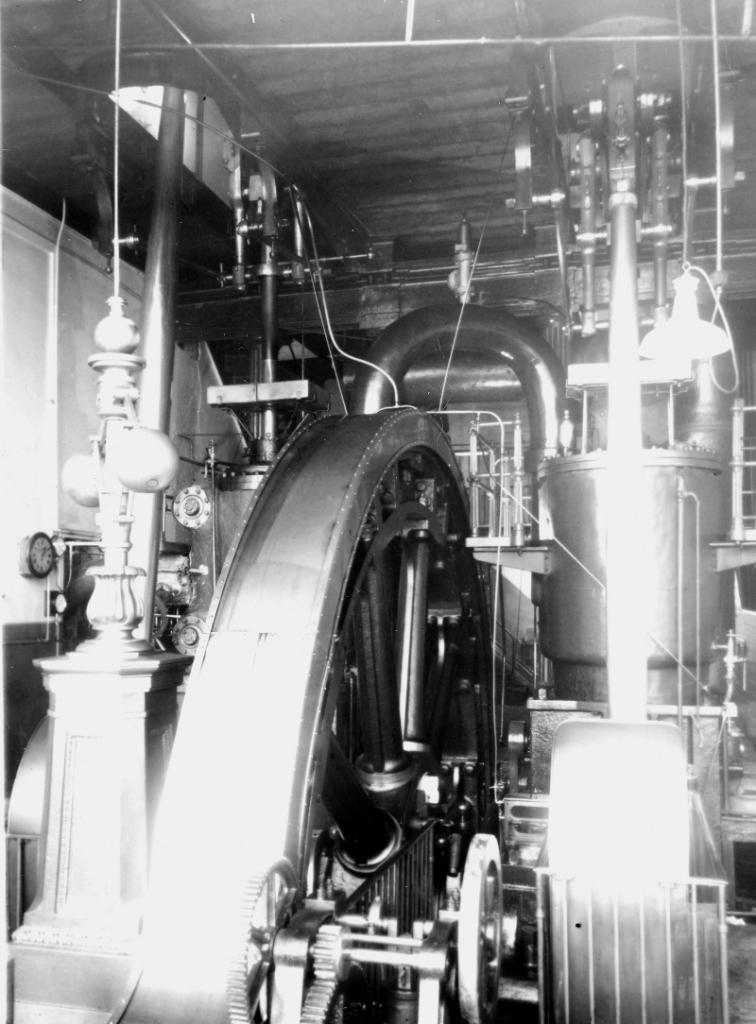
The Victoria Mill engine at Earby. A very large and economical beam engine.
What were you doing on the engine?
(5 min)
R- Everything, oiled it and cleaned it, and certain times in winter time you were stoking the boilers. There were another man besides me and the boiler fireman and in winter time you took it in turns, they were all night steaming trying to keep the place warm. [The Factory Acts stipulate that a certain minimum temperature has to be attained by starting time. In my days it was 55 degrees Fahrenheit and badly insulated buildings like the weaving sheds needed steam heat most of the night to warm them to the minimum standard. In those days there were no automatic controls or firing on the boilers and so the firebeaters had to be there.]And if the boiler man was on all night one of us had to go on the boiler during the day. And I’d been working there about two years, and the manager at Johnson’s came to me, he says “Oh, you worked in a cotton mill and you were about tapes weren’t you?” I said “Aye. I spent a lot of time as a lad in the tape room, you’d go labouring there.” He says “Well, we want someone to learn taping. What do you think about it?” I says “Yes, it’ll be all right.” And he said “You’ll not be starting taping just now but we want you to go to the night school at Burnley and you’ll go on a dry tape here.” And Johnsons were bringing in dry taping, not sizing the warps. It was such light stuff a lot of them would [weave without size] If the yarn were strong enough a lot of them’d weave without size on. And I went on to
(150)
this dry tape, it were only in its infancy. There were same as a beaming frame but high speed and they were all pinned, and they were trying different ways of pinning you see, electrically. Not just the old pin that dropped. [Horace is talking about a warp stop motion. From its inception, this was a mechanical system where fork shaped pins rode on each strand of the warp and if one broke these dropped and mechanically stopped the loom or other machine. Johnsons were trying to innovate and bring in an electronic system for doing the same thing which would be more reliable and simpler to set up.] And there were a taper left, Maurice Lomax, you know Maurice Lomax, he’s a Barlick chap. And I went into t’tape room on to his tape, and that were how I were taping at Johnson’s.
What sort of a tape was it?
R- A double headstock. They’d five tapes there and there were three of them that always ran light stuff you see. They were only sort of running light warps through water, and there were this, what they called the big tape, ran all the heavy stuff. And I went on to that, and a double headstock..
Now what do you mean by a double headstock?
R- Well you’d two headstocks. You know how they were rodded? [Horace is referring to the splitting rods just before the headstock where the individual threads of the warp are separated before they are wound on to the weaver’s beam.] It were split there and one half went on to this beam [In the normal position.] and the other half went over your head, over rollers, over another roller in the air and down here and round another roller and on to your headstock there, you were running two warps at once.
So you were running, say there were 3000 ends, [on a weaver’s beam] you were running two so you were running back beams with 6,000 ends in for your two weaver’s beams.*
R- That’s right.
How many ends did you go up to in a beam on that machine?
R- Well, 3000 on them. But we put 12 back beams in.
Aye, aye, that creel must have been a big un, mustn’t it.
R- Oh aye it were. Twelve back beams on 26 inch beams. And, you know, 26 inch beams are there and then next ones were up there. You’d some work on you know.
Aye. I’ve never seen a tape running like that Horace.
R- And the other tapes, two of the others were 68 inch tapes and they ran two beams at the front. They were split in the middle and you had two narrow beams in and a bearing in the middle that hooked over. And you’ve never seen a tape with two headstocks?
No.
R- Well you’ve been at Johnsons here?
No I’ve never been in a …
R- Oh I thought you’d gone Fred Inman.
Yes but they’ve got that new tape in now.
R- Yes, but it’s a double headstock.
(10 min)
(250)
Well I’d never noticed.
R- It’s a double headstock.
I never noticed, it wasn’t running Horace.
R- No?
No, never noticed.
R- No bit it’s still there because I were in before last …
Aye. Well, I’d never noticed. Shows how much I know about taping! Now you say you went to night school. So you’d start going to night school about 1947.
R- Yes.
And what did you do at night, which night school did go to?
R- Burnley Tech.
Yes. What did you do there?
R- You didn’t learn taping, they hadn’t a tape. I didn’t need learning taping but all, yarn testing, and testing your sago and testing your flours. There’s various grades of sago flour and potato flour and corn flour needed different treatments. And you’d got to know what they’d stand. And yarn and everything, you got to learn all that there. And temperatures and, oh I did a year there.
What, one night a week?
R- Two nights a week, yes.
Two nights a week. Yes. And was there any qualification at the end of it?
R- No.
You’d expect to get the knowledge.
R- You could have sat exams and you’d have got a piece of paper that weren’t worth the paper it were written on because the fellow that were teaching, he’d never been a taper, he were a chemist. He knew all the fine arts and you learned a lot,
(300)
you did. I’m not saying it were wasted time, it wasn’t because same as seeing farina and sago flour and corn flour through a microscope, different things altogether and yet you can pick them out. And different chemicals that you use, and if they are adulterated, all such as that.
New that’s got you started at Johnsons. Now I want to just back track a little bit now, there’s two thins I want to know about, and then we'll go on to taping at Johnsons proper. Now the first one is that, of course by the time you started at Johnsons, cloth wasn’t sold by weight any more, it was sold by the length. Anyway, they were weaving for themselves like. I mean it’s obvious they weren’t heavy sizing there. But while you were at Rycroft’s you’d see something of heavy sizing.
R- Every sort but mainly at Slingsby’s. 100%, everything at Slingsby’s everything was 100%. They sold be weight at Slingsbys you see for export, and they wanted 100% weight of China clay to cotton. And the warps, they’d some stuff at Slingsby’s and it were tens. [count of the yarn] There were that much size on them that the tapes couldn’t dry them. They [were wet] couldn’t, well, God knows what you’d got, wet into the loom. And when they were weaving they hadn’t dried, it were rubbing off same as balls of sago and at the end of the day they’d to rub all these balls of flour
off the healds.
(350)
Aye.
R- Oh, and I were in the warehouse. You couldn’t lift them out of the machine, you just dropped them down, they'd just drop like lead, 100 yards of that stuff. And they were wet. And then they were sending them away, they were mouldy. So you get on to Shirley [and ask] what do they do. Well, Shirley had a cure for it.
That’s the Shirley Institute of course.
[The Shirley Institute was established in 1919 as the British Cotton Industry Research Association (BCIRA) and the following year the current Didsbury site near Manchester was acquired. A significant part of the purchase price was contributed by a cotton spinner, Mr W. Greenwood, who asked that the place be named after his daughter Shirley. The first purpose built laboratories were opened in 1922 by the Duke of York. Other Royal openings on the site took place in 1953 by the Duchess of Kent, 1963 by Princess Margaret and 1990 by the Princess Royal]
R- Shirley Institute, aye. You put Shirlon on, it were some stuff they sent, Shirlon they called it, and you put it into the beck [The beck is the tank used for mixing up and boiling the size before it is pumped to the sow box on the end of the sizing machine in which the yarn was immersed before going on to the drying rollers.] when you were mixing, and it would stop your mildewing. But it didn’t stop them rusting, because it didn’t dry them but it stopped mildew. You can imagine those [pieces] being folded up and going all the way to Manchester and standing in [storage] for a month or two happen, and going on board the ship. Oh, they were just moulded in lumps, green. And they moulded, they’d mildew standing in the warehouse at Slingsbys. But Shirlon stopped the mildewing but then they used to rust in the looms from Saturday to Monday, on the bearers, and everywhere they touched iron, in the temples, they all rusted. And you used to mix salts of lemon [Archaic name for Oxalic Acid] in boiling water and turn the piece over, lap by lap, and rub the mildew, the iron moulded place, with salts of lemon to get it out, and that’s what used
(15 min)
(400)
to be [done] every Monday morning. Where they’d been stopped there were those rust marks.
Now, that wouldn’t be too bad really, for those in the shed, because you wouldn’t get a lot of dust flying off those warps.
R- No there weren’t dust off them but there were off the others.
Now that’s what I’d like to get round to. Let’s make it clear for a kick off. Now you tell me if I’m wrong, that the only reason for putting China clay in size on a taping machine is to bulk up the cloth and give you more weight isn't it? It doesn’t do anything else to it.
R- Yes, selling China clay for weight you see instead of cotton, that were all it were for. And you’d got to get the weight, they were sending it back from Manchester because they weren’t heavy enough. They were selling it by weight were the merchants at Manchester. And another thing we did, we’d get buckets of size, any that were underweight, you can get buckets of sizing, warm sizing from the tapes and you’d turn laps and you had a whitewash brush and you, you patted it on all over it. And then turn another two or three laps over, paste some more on as if you were pasting wallpaper. It’s unbelievable isn’t it.
Aye.
R- Till you got your weight. You couldn’t credit it but I’ve spent scores and scores of hours doing that, stand at a table, turn the laps over and paint it on with a brush.
Just to get the weight up.
R - Paste it, paint it ... just to get the weight. It were China clay, just China clay that you were putting on.
(450)
Aye. Now tell me about 100% sizing or getting on for it. Where the warp was dry . Now what effect did that have when they were weaving it?
R- Well, if things got too dry at Slingsby’s they put wet steam in.
Ah now, yes.
R- You know what wet steam is, humidifiers, blowing the day through. But that did for the ordinary [sorts]. But there were D1’s I remember the quality, D1, [the sort number used to identify the warps in the shed.] it were one particular sort. It were heavy sized and in dry weather if the east wind were blowing they were flying out in bunches, and so they had the humidifiers going all the time. But these that were already damp, it made them worse than ever.
Now, just let me ask you a question there now. This is something that I’ve come across time and time again, the fact that .. you know, one of the things that they say about .. they say that one of the reasons why Lancashire was always such a good place for weaving cotton was because the atmosphere was naturally damp. Now it follows on from this that, if you talk to people, the place that was always favoured for a weaving shed was somewhere where they could sink it back into the hillside so that the walls and floors were always damp, you always got a damp atmosphere. Now people have told me, I have them on tape telling me, that in some cases they even went to the extent, for instance at Barnsey Shed in Barlick in summer …
R - Throwing buckets of water?
They used to pump water out of the canal on to the floor of the shed.
R- Yes, they used to throw it in bucket fulls. Yes you send t’warehouse lads round with a brush sprinkling it on between the looms.
Now then, tell me something. I started off believing
(500)
(500)
(20 min)
what I’d always been told. That the reason for this, the reason why they liked the damp atmosphere was that it made the cotton weave better and stopped the individual threads in the warp breaking. Now then, I began to realise, as I started to learn more about the way the textile industry had been run, that what it was really about was that the manufacturer could get away with using cheaper weft and cheaper twist, because with being damp it didn't break as quickly, it was more elastic. But it seems to me now that what you’ve just told me there is another reason for it as well. The damper it was in the shed, the less size came off while it was being woven and the more weight they got in the warp. Now is that right?
R- Well, not altogether, that wouldn’t make much difference in the ordinary heavy sized cloth, the loss wouldn’t make much difference there. But it made cheaper cotton, it made poor cotton that had been sized weave when it were damp. If it was sized, if it was China clay, then when it were dry it were brittle so it had to be damped with the steam to make it pliable.
Aye.
R- And if you put more tallow in to counteract it, your warp is too soft, then it rubbed off. You see it were too soft. But in cold weather it were too hard, dry east wind drying everything up, they were flying out in bunches. But it were to make cheap cotton weave because Rycrofts had no humidifiers, theirs didn’t need anything to make them weave. They’d weave full warps without an end down. They couldn’t have ends coming down when every end had to be sewn in.
[To make the point clear, Rycroft’s yarn was the highest quality long staple yarn and was the easiest to weave. For many years, Surat, a type of Indian staple, was regarded as unweavable. It was the need to drive down material costs that led to the innovations in humidifying sheds that made this possible.]
Aye. So would it be true to say Horace that heavy sizing was confined to what you and I would call rag shops?
(550)
R- It was. Heavy sizing were confined to rag shops, cheap cotton, to make poor cotton weave. They put the sizing on and if they didn't have the humidifiers in they wouldn’t weave. But they had to put the sizing on. They weren’t content with just having pure size, they'd put China clay in to sell China clay.
To fetch the weight up.
R- Yes. To fetch the weight up.
[To reinforce this, Horace is giving very valuable evidence here about the strategies used by the manufacturers to maximise profits. The addition of china clay to double the weight of the cloth and the consequences of this in the shed. It should be added here that the merchants demanded this heavy sizing because the ultimate judge, the customer, bought on cloth weight. The point about humidity and the weaving of short staple yarn is well made and reinforced. The reference to Rycroft’s not needing artificial humidification is crucial, they used top class yarn. As a matter of interest, Bancroft Shed never had humidifiers. It was built into the hillside and on top of a peat bog.]
Yes. Now then, we’re talking about size now. Now I’ll tell you what I know about it and you tell me some of the things that I don't know about it. The only size that we ever used at Bancroft, because we were on very plain sorts of cloth up there, the only size we ever used up there were tallow and farina which is potato starch.
R – Potato starch. It’s rubbish is farina.
Well we used tallow and farina and every now and again I think they would put a bit of soft soap in, if it started sticking to the drums because they were in a ropey condition them drums up there.
R – Yes.
And that was all we used, but I know that .. I know enough about the job to realise that that is only the beginning of sizing, isn’t it. Now you tell me something about sizes.
R- Well they only, for all the stuff they used here…
That’s at Johnsons.
R- At Johnsons. For the cotton all they used were pure sago flour and the best tallow, for the cloth here, nothing else, for their ordinary plain stuff. But for the very light stuff, the gauzes, they used Gum Tragon, that comes from Cyprus, locust bean flour. Do you know what locust beans are?
[The standard work on sizing is ‘The Chemistry and Practice of Sizing’ by Percy Bean. Bean differs from Horace in that he says that Gum Tragacanth (or Gum Tragon) is the ‘ gummy exudation from astralagus gummifer and is obtained by making incisions in the stem of the plant and collecting the sap’. He describes a ‘comparatively new material for sizing which is manufactured by the Gum Tragasol Supply Company Limited of Hooton….. the gum is prepared from the kernel or seed of the locust bean, or St John’s bread, the fruit of the carob tree, ceratonia siliqua’. This was sold as Gum Tragasol or, in dry powdered form, Gum Tragon and this is what Horace was describing Any mention of ‘tragan’ in the original transcript is a mis-transcription .]
Yes.
R- They put them in troughs to feed the sheep on it used to be.
Yes, that’s it. Used to bind in water. Aye.
R- Yes. Well there’s a little brown bean inside.
There is, right little hard bean.
R- Yes. Well that’s what they use for Gum Tragon. It’s Gum Tragon is that.
(600)
(25 min)
Is that Gum Tragacanth, is that what it is?
R- Gum Tragacanth, yes. Aye, locust bean.
Ground up, aye.
R- Yes. And they’ve got to get rid of that husk. Chemicals won’t touch it, nothing’ll touch that husk. So they're put into big drums, with, whether it’s rough inside or there’s something to mix and they go round and round and round.
Aye, rumbled.
[Horace is talking about a ball mill or a variant thereof. The beans would be mixed with abrasive matter in lumps and rumbled round in what was almost like a butter churn. The collision of the abrasive material and the beans removed the husk.]
R- Rumble until that husk comes off. Now sometimes it doesn’t come off so they have a lot of machines, they have a magic eye on them. They put them on top, they come down a chute and anything that has the least bit of brown on, the magic eye throws them out. That is before they go on to the next process to be ground up for Gum Tragon. And there’s a place on the Wirral that does that. It’s marvellous to go to that place and see them rows of these magic eyes…
Have you been there?
R- I’ve been many a time.
Aye, what's the name of the place?
[Hooton]
R - I can’t think. I can't just think what it is.
It'll be reight ...
R- I could get to know down at the mill because the name’s on the bags that it comes in. And you can use it for wallpaper.
Pasting wallpaper?
R- Yes, and I’ll tell you what it is, it’s used in ice cream. It’s used hair oil, anything that wants keeping in suspension, Gum Tragon is used. There were about quarter of an ounce to a gallon in ice cream, they told us all so, foreman at this place went on. But It had to he the very purest for ice cream, but not quite as pure for taping. But you see when you used to
(650)
get bottles of sauce, the vinegar were at the top and the sauce were at the bottom, but you don’t see it now because it's Gum Tragon keeps it in suspension.
Aye.
R- Brylcreem, they are a big supplier to Brylcreem [hair cream] and Wall’s, Lyons, [Ice cream manufacturers] they are the firm that supplies the Gum Tragon. And They’d difficulty at getting it during the war you know, they’d a lot in stock but it got to be scarce. A man probably had a orchard of them trees, locust bean trees, and there’s some law that a man can’t leave it to the eldest son, it’s all to be divided out. [partiple inheritance] Well if a man had ten sons and he’d a hundred trees, well ten sons would get ten trees each. And then the next generation come on there’ll happen ten sons’ll get down to one tree. So they’d be negotiating with each of them separate persons for the crop. The locust beans, it was such a mixed up affair in Cyprus. And he [the firm’s representative] said you didn't know who you [were dealing with] We used to go there and you’d, you went into a room and he’d tell you all the history of the locust beans and all about it. Oh it were all right, coach load, coach loads of us used to go. The Union [arranged it]. And [it were] a right nosh-up and as much beer as you wanted to drink, and a feed and everything. Of course, we were their best customers. If a taper said “Don’t get no more.” Or if you’d had a good do, well you put a extra bit in you see? That’s what it was all for but it were really interesting. We had some right good trips out. And another firm we used to go top regular was Scapa at Blackburn. [The Scapa group in Blackburn was an amalgamation of Scapa Industries with Porritts and Spencer Ltd who were an old and well established firm specialising in weaving very wide and heavy flannels for the textile and paper-making industries. In 1999 following the acquisition of the majority of the shares by
Voith Bespannungstechnik GmbH, Germany, PSA came under the Voith Group.]
(700)
(30 min)
Aye. Scapa Porritt? Aye.
R- Scapa. Weaving cloth 45 feet wide. Now then, woollen cloth 45 feet wide. You can’t tell me what they were for.
Well .. I don't know, it must have been for, I was thinking for like tape flannel and such an that.
R - No. Paper making machinery.
Aye, that’s it
R- They’re as long as a railway train is a paper making machine. And it’s mixed up into a pulp, same an we do sizing, and it’s run onto these cloths, it’s made into an endless belt.
Aye. Onto a blanket. Aye.
R- Aye. And it’s running over hot pipes and the slurry is going out on to the top. And then it’s rolled off at the other end as paper 45 feet wide. And it goes on to various sets of these, some of it’s asbestos, the first, the first what it came on top of, the hottest pipes, [the blanket] were asbestos mixture, asbestos and cotton, then it went on to the woollen blanket. And he said if you looked at the paper you can see the pattern of the blanket on the back.
Aye, the pattern of the weave on it. Yes.
R- Aye. But, oh they were weaving stuff half an inch thick, this asbestos. It weren't all 45 foot wide, but one man had just a loom and he were up, one loom and he were up on the platform. And you stood at the end of the loom and there was a big guard up and the shuttles had wheels on, rollers on and it was just same as a rabbit coming down. You’d see it start at the far end, you could see it, just like a rabbit coming down. And one weaver said to me, “Just watch this”, and as it were coming along he just had his hand there and he let it run up his hand and up his arm. a big shuttle about so long. [24 inches] And he had the other in his hand and just threw it in, the loom never stopped. And shuttle ran out up here, he just threw the other in.
(750)
He changed the shuttle with the loom running?
R- Loom running. He says “You won’t have seen that before!” But I was stood at the end and I was just on a level with the slay and the warp. I don’t know how many warps would be put into that, but they were hollow barrels and they were all done with a crane. They lifted this steel barrel out and they put these beam, warps, on at the back, and filled the roller up, 45 foot wide, bolted them all on and then craned it back in and then a chap sat in the loom, looming them in.
I see, they loomed it in place.
R- Yes.
In the loom.
R- And on other looms they didn’t even have warps. They’d creels and they never stopped. They put a fresh bobbin in and the weaver went round tying the ends in same as a beamer did on an old-fashioned creel. He went round the back tying bobbins on, they never broke, it was such strong stuff.
Aye, like they were continuous ends. They never [went down]
R- Ye, never [stopped] And they’d menders, when this cloth came off these big looms it went down under the floor and up this side and on to a big roller. The taking-up motion was there. It wound on to a big roller, they wove one hundred yards in a length and then craned it out. And women were mending it on an endless belt, same as splicing it, same as a burler and mender does. They were sewing every end in for paper making. They were going all over the world, they were packed up. Talk about an eye-opener! We went many a time to that, usually a trip a year you know.
Oh I shall have to go and see that. Because they’ll still have them looms running.
R- Oh they will. All paper making. It’s somewhere near to…. There’s a park there.
Aye, it’s just below Pleasington.
R- Aye, but there’s a park there. Where do they play football? I heard it only the other day on Radio Blackburn. That’s practically, it’s near Scapa.
I know where Scapa is.
R- Well, you want to go if you can get in.
Oh yes. I shall have to have a look at that. Aye.
R- Oh it’s a real eye opener. And they’d a foundry, they made all their own looms and castings because they’d to be so strong.
Aye, a loom 45 feet wide. Anyway, that brings us on to something else. They’ll make ordinary, well what to us is ordinary taper’s flannel wouldn’t they?
R- That’s why we got to go, we were using their flannel you see. That’s why tapers were invited.
Now tell me a bit about taper’s flannel. What’s taper’s flannel used for on the tape?
R- Well it’s on the squeeze roller. When it goes into the sow box, size box, and comes up it’s soaked with mixing, it’d he running of it but it has to go. There’s an iron roller at the bottom and then there’s your squeeze roller on top to squeeze the surplus size out. If you forget to put your roller down and start off you have size running out at the front of the tape.
Aye. I’ve seen that happen some number of times at Bancroft I’ll tell you. Running through the floor boards into the warehouse.
R- Aye, they’ve forgotten to put the roller down.
And it's the slippiest staff there is.
R- And sticks you to the floor!
Aye. And after it’s been there, that’s another thing that always struck me about size is that after a time, I don’t think I know anything that smells worse than old size.
R- Sour.
Than sour size.
R- Aye. But sago [didn’t do that] it’s tallow. We never had sago much, we used cornflour. But it’s very harsh is that, it wears the healds out does cornflour, it’s sharp. [Cornflour is maize flour] You can boil it and boil it and boil it but it doesn’t lose that sharpness. But for sago, to be done right, and not many taper’s will how to do it, it’s to boil 160 or 180 minutes. It has to boil sago flour to get it smooth. And if it isn’t smooth it’s wearing healds out. You can tell whether the taper’s mixing his size right or he isn’t if there’s a lot of healds wearing out.
Yes, well that were one thing at Bancroft, we did use some farina but I’ve been thinking as you’ve been talking, we did use a lot of sago flour and all. And I know Joe used to boil… they used to boil it and boil it and boil it, and of course I used to play hell because we had to make the steam for it.
(850)
R- Yes, for 160 minutes. But farina, if you boil it more than 10 minutes it’s gone to water so if you’re boiling farina, potato flour, and you forget it, you’ve a beck full of water if it’s done for more than 10 minutes.
Aye. Well, at the latter end we were on sage flour.
R- Yes. Well you’d have to be for Johnsons, you were doing [weaving] for Johnsons.
Yes, we were on sago flour and tallow. And I know that, give them their due at Bancroft, that was one thing at latter end which they did, they got the best sago flour they could afford, and they got the best tallow. That tallow we used to get were beautiful stuff, you could have put it in a chip pan.
R- Were it in big wood barrels from Australia?
No it was in small cardboard boxes. It came in cardboard boxes like dripping does to a chip shop. And I know that it took Jim Pollard, Jim went on to ‘em for ages because instead of buying [good tallow] they used to use that substitute stuff in 45 gallon: drums and it was terrible.
R- Oh what the hell did they call it. They tried it with us. Aye. It was supposed to be better, it were damned useless, aye it were useless.
Aye. It were horrible and it stunk terrible .
R- You forget these names when you’ve been out a bit.
Yes, but tallow, I know they hardly used any of this tallow, they hardly had to use any with the sago.
R- Well no.
Whereas the other stuff, they were shovelling it in and shovelling it in.
R- It were a pound to ten, one pound of tallow to ten pounds of sago and you mixed… We’d nothing else here except when you got on to spun silk. Soft soap. But the best thing for spun silk is Gum Tragon as well as sago. You see there is no dusting off when you use Tragon. I remarked to you what a dirty place Bancroft was, well if they’d been using a bit of Gum in it there’d have been no dusting off.
Aye.
R- But I were doing that at Johnsons and it wouldn’t finish right. It weren’t pure enough for bandages, they couldn’t get it out, Gum Tragon, as easy as they could sago. They were always complaining about it, they couldn't finish it.
Aye. ‘Cause of course bandages, after they were made, they’d to be washed out, it’d all to be cleaned out wouldn’t it.
(900)
(40 min)
R- Yes. Oh it had to be [clean]. And they’d the chemists you see, to see whether they were pure or not.
Aye. In a lot of ways, that was always a laugh down there. I know one of the things that I’ve heard Jim say about Johnsons. How it’s run at the moment. He said “Their trouble is they spend too much time worrying about tensile strength of cotton and the tensile strength means nothing. You can have cotton that’s twice the tensile strength of another cotton, but the cotton that’s weakest will weave best, and that’s what they couldn’t understand.”
R- No. But why Johnsons are always on about the strength of cotton is because they’re weaving such a lot without any mixing on at all. That’s why it’s tensile strength they want.
Yes, but they, I know that Jim said they were having terrible trouble and in fact they sent for him at one time after Harry had finished, Harry Crabtree that is. And he said that was all the trouble. He said their trouble was that it was somebody down in Wrexham that was buying the twist.
R- That’s it.
He said all he was doing is buying it on tensile strength and how much it costs. And he expected them to weave it. Well, Jim said you can’t run a Lancashire weaving shed off that.
R- Well, when Lowe and Chris Taylor and Allan Smith were here, now it were run were this place, and it were run properly. Everybody had a job, you weren’t pushed and if you did your job there were nobody said a word. But after Taylor and Low left it were just like a ship without helm, they got a chap .. I don’t know where he were from. He come from Manchester, a chap called Abbot, he has a pet shop in Barlick now. Jack Abbot, you know him? He lived down Gill Lane somewhere, at a dog kennels. Well he came, he hadn't a clue. However he got in I don’t know, he must have been able to talk, but he hadn’t really a clue.
Did he go as a manager?
R- Aye he come after Lowe finished, he come as manager here. He might have been all right from the office side but he’d no practical experience at all, just none at all.
I think part of the trouble with him, what was his name, Ironside is it.
R- Ironside were another straight out of the army. Well, they got shut of Abbot here and sent him to Gargrave. Well, he’d that place wrong side up at Gargrave, he got stopped. And then they got another chap, no idea, lived
(950)
up at Thornton, then they got Ironside, and he’s gone as an export manager now down at Slough or Portsmouth. But they must have influence, it isn’t their ability that gets them in. And they’ve a fellow now that’s come from TAC at Colne. He were at Smith & Nephew’s and then he were at, there's a place called TAC at Colne isn’t there. I don’t know what the initials stand for. Johnsons taped a lot for them at one time.
Who. TAC?
R- Yes. Johnsons taped a lot for them at one time. It were gauze stuff and now he’s come here. Eh, it’s Mac something, McGuiness that’s manager now. And Ironside moved on and they got somebody called Clancy. And they brought him round see to see how much he knew. They took him into the twisting room, and there were a twister there and he were saying, the chap that was in, “These are healds and this is the reed and this is the warp and what he had to do is pull these ends through.” And that’s Clancy, he’s over Johnsons here, over the lot of them now.
I’ll have to put in for a job there.
R- Yes. And when Abbott were there, they moved from down there into another part of Brook Shed.
Yes.
R- And he had them setting looms out did Abbott. Telling ‘em to put so many in, and they had to be in eights. And he had them putting all the handles into the alley. Out at the end, farthest point away instead…
Aye, that’s it.
R- Aye, he had his fours in the middle and then t’other two like the others, he’d send the handles out into the alley. And they were letting him do it were the tacklers, and a silly bloody tackler went and told him what he were doing, That’s the sort of carry on.
And he didn't realise that the whole idea was to get all the handles as near to the weaver as you can and then it made less walking about?
R- Aye. Yes, but they were all, all pounds out of ten, bloody hell. Oh, there’s been some right misdoes here. But Johnsons, they’re all right Johnsons themselves. I’ve nothing to say about them, they’re a good firm. Always been good to work for. But as I say when Chris Taylor, Lowe and Alan Smith, they did the buying, now the place were run [right]. Nobody wore pushed, always work going on and plenty of perks. And superannuation for ordinary common or garden workers as it were, something unknown.
Aye, especially in the weaving industry.
R- That’s what I mean, in weaving. And weft men and warehouse men and everybody, didn’t know who they were. It didn’t matter who they were* and it’s just made t’difference between, for me like I’d have been in the workhouse or been able to manage comfortably.
Well, we’re getting near the end of this tape now Horace so I think what we’ll do we’ll leave this now. Now next tape we do, we’ll get round to running through the pictures. And I think that’s the way we’ll get all we want out of taping. That way, because as we are going through them all sorts of other thing’s will crop up. We’ve to go through them reight slow and I’ll get you to describe everything that Jim Nutter’s doing on those pictures and any comments you’ve got to make about them while we are going on. That’ll start to give us a fairly complete picture of taping. So we’ll leave this now until we go on to the photographs.
SCG/15 March 2003
7,010 words.
LANCASHIRE TEXTILE PROJECT
TAPE 79/AD/11
THIS TAPE HAS BEEN RECORDED ON THE 17TH OF JULY 1979 AT 16 COWGILL STREET, EARBY. THE INFORMANT IS HORACE THORNTON, TAPER AND THE INTERVIEWER IS STANLEY GRAHAM.
Right Horace, bits and pieces tape first today. What I want to do is just catch one or two loose ends together that we’ve had up to now before we actually get on to the photographs. Now I've got it worked out straight in me own mind now .. You were working at Rycrofts at Broughton Road at Skipton and Billy Lancaster, young Billy was running the engine there and old Billy was running the engine at the Big Mill.
R - Yes.
Now, with you knowing Billy, when he moved down to the Big Mill you took the opportunity of going working with him as oiler and maintenance man down there so that you could he nearer home. So you'd be working on the engine at Big Mill, at Victoria Mill, from 1945 till about 1947 and then you left them and went working for…
R - Johnsons.
Johnsons. Now then, there's one or two things in particular that I'd like to know a bit more about, about working on the engine. Now, first thing is…
(50)
actually you’d be employed, you wouldn't be employed by the people who had the looms in the mill, you'd be employed by somebody else wouldn't you. And you tell me, who was employing you?
R- Proctor and Proctor, Grimshaw Street, Burnley, they were the men in charge. There were various mill companies all up and down Lancashire, and Proctor and Proctors, they were chartered accountants, and Teddy Wood were a mechanical engineer with string of letters after his name and he looked after the mills for them you see, New Road, Victoria Mill, and mills all up and down in Lancashire, I don’t know how many. But Captain Smith that lived up at Thornton and a Mr Jacques his brother in law owned the Victoria Mill.
Yes. Now would that be, am I right in thinking that was the Earby Shed Company?
Earby Shed Company were Broughton Shed here. [This is wrong of course. I think what Horace meant was Brook Shed on New Road and this was a slip of the tongue. ESC certainly owned Brook Shed. I think that the name that Smith and Jacques traded under was ‘The Mill Company. Shed occupancy is relatively easy to ascertain via the Manchester Exchange Directories but shed ownership can be a difficult matter.]
Aye. And I think that they owned Sough and all didn’t they?
R- Yes, that were Earby Shed Company. I don’t know who the shareholders were but Teddy Wood ran it for them and Proctor and Proctor, accountants, they ran it, paid the bills and let it to tenants and fixed the price the tenants had to pay. Who the shareholders were, nobody knew.
In other words, they acted as, where an estate would have an estate agent, they’d be agents for the actual mill owners.
R- Yes, and if any jobs wanted doing, Johnny Pickles got the job.
(100)
Yes, that’s it, aye. So you were working [at Big Mill], what exactly was your job with them during that two years you were working with Billy Lancaster?
R- Well, we’d to be there, ordinary times, half an hour before starting time. The boiler man would be there at the same time. And you oiled round, saw that everything were filled with oil. Started the donkey engine up because you had to bar it round [the engine] for half an hour, you’d to get all the bearings moving, there were such an amount of shafting the engine wouldn’t start it on it’s own without this. Especially in cold weather when everything were stiff. [Cold grease in the shafting bearings. Victoria Mill was a peculiar layout, it was vary long in relation to its size and had a greater proportion of shafting to space than most other mills.] So you barred the engine round for half an hour and it would start then would the engine but not without you barred it round. That were the procedure, morning, dinner time, breakfast time, three times a day you’d to bar up. And usually, when you’d got running, everything going all right, you’d lots of jobs you’d
(5 min)
to do round about the mill, or you went round, my half, went round to see all the bottles were filled and there were no hot bearings or anything. [Evidently Horace was responsible for half the mill and the bottles he refers to are the oil bottles that dripped oil into the main shaft bearings. The individual line shafts that carried the pulleys for the looms relied on grease pads in the bearings.] In Winter time, go into the boiler house and help the fire man, bad coal, clean a fire or two out for him. [Heavy firing, especially with bad coal, meant a lot of ash and clinker in the boiler furnaces and this had to be cleaned out to maintain heat transfer. Victoria Mill was under-boilered and they were always pressed hard but even more so in winter with the additional load of the steam heating in the sheds.] Any jobs there were, but usually in Summer time when you weren’t steaming the mill and everything were going
(160)
all right, well .. you sat out on the bridge for hours on end. I mean, it was quite a comfortable job. Just a quick look round to see to it the engine were all right. But usually you’d some jobs to do, putting windows in and such things as that, and jobs, general maintenance. Winter time you did turn and turn about. If it wasn’t too cold you came at three or four o’clock at the morning, get the steam round, Sunday night came at midnight, steam [the mill] and get everything warm. See, they were getting fairly strict then, it’s supposed to be 55 degrees [Fahrenheit] for the start. And go round the shed and look at the thermometers at dead of night, and that’s all you did.
[What Horace is describing is the common routine in all the local weaving sheds. The North light roofs allowed rapid heat loss. The sheds were heated by steam at full boiler pressure in two inch diameter iron pipes suspended in the roof space about nine feet above floor level. This is of course the worst place to put the pipes in terms of efficient heating but was done like this because if the warps were subjected to anything other than gentle indirect heat, they would dry out and give trouble when weaving. The consequence was that the air in the roof space next to the windows, the coldest place in the shed, had to be warmed before any effect could be felt at floor level. I have seen the temperature fall at floor level as the steam went in many a time when warming the shed. This was because the rising warm air was forcing the cold air from the roof down on to the floor. Very disheartening! Note Horace’s reference to ‘dead of night’, there was no light apart from what you carried and the shed could be an eerie place. You were never more alone.]
What were it like warming it up? Was it as bad as it usually was?
R- Well you can imagine, they were like greenhouses and there were only steam pipes wandering back and forwards, well .. it just went straight up at that place, and straight through the glass. Johnsons had a lot of fans, fixed on the steam pipe to distribute the heat, and that did all right. And then we doubled up with steam pipes, we seemed to he putting miles of steam pipe in extra because of what they’d done for the workers before the war wouldn’t do after, there were all these regulations about a certain degree
(200)
of warmth and working all week ends. And then part of the Big Side had been used for storing ammunition during the war. [They closed] a number of looms down and the work people had to go into munitions. And the warehouse and parts of the shed were empty in some cases, probably had been empty for, well, I don’t know, twenty years. And then after the war, when there were a bit of a boom, every place were taken. There were the New Bridge Weaving Company [Newbridge Mill Ltd. Lower Clough Mill, Barrowford. P A Fewster mill manager. Source Lancashire Textile Industry, 1941.] they took a shed here, so many looms, a couple of hundred or something like that. And he were a chap that didn't really know what he wanted. We spent all week end moving pulleys, moving looms and moving pulleys and he couldn’t be satisfied where he wanted them. Because I know my mate told him straight once, he said “Tell you what you want Mr Fewster, you ought to get all your looms on castors!” Aye he did.
What was his name, that fellow?
R - Fewster.
Just one thing that strikes me there .. I think Fred Inman worked for him at one time.
R- He did, Fred Inman worked for him. I think he came from Birley’s to work for Newbridge. That’s where I first come in contact with Fred, good tackler were Fred, very patient, didn’t lose his temper. Oh no, he was a good man were Fred.
Yes, he still is.
R- But it were funny were that. He didn’t take offence, but he didn’t do as much of it. You know, every week end that come moving looms and moving pulleys on the shafting.
(250)
(10 min)
Aye. Something that I should have asked you about before, you’ve triggered me off there, as I said, this is going to be a bits and pieces tape. You’d worked in textile mills right the way from the end of the 1918 war, the 14/18 war, up to [the present day] and now we’ve got to the stage where it’s after the second world war. During the second world war, how did things change in the mill? Were there any changes? Now obviously we are talking now about your experience at Broughton Road. How did things change? Did you notice any changes in the way the mill was run and the way the workers were treated? Could they be attributed to the war? Shortage of labour and such?
R- I don’t think so, it were a gradual change. More regulations came in and the guaranteed week. They hadn't to be sending you home if you’d only two looms you see. It was that they’d to pay them a guaranteed wage, that were the best thing that ever happened. And then holidays with pay come in, there’d never been anything like that before, you were feeling a bit more secure. And then the Beveridge report came out during the war to keep people working on the war effort you see, think of the promised land when the war is won and over. It were a gradual change. When they put in for holidays with pay we just used to think it’ll never happen, never happen in the cotton. And then when it got to a fortnight, well it was unbelievable.
(300)
That’s a fortnight’s holiday with pay?
R- Yes, with pay, yes. And a guaranteed week and that were the most wonderful thing. Weaving had always been hit and miss job, had been for years. Like, all my experience there were firms all round you going bankrupt and you did use to long to get a job that you were certain of a wage every week. Now when Bill Lancaster asked me to come here it were that guaranteed week that persuaded me to come here apart from other things like being at home and more wage than what I were getting at Skipton. But .. guaranteed wage whether you were…holidays or what it were, bags of overtime.
While we’re talking about wages, now what was your wage when you come away from Broughton Road?
R- About £3-15-0 a week.
That’s £3-15-0? [£3.75]
R- Yes. And if I could have got away, you see [I was in ] a reserved occupation, if I could have got away I wouldn’t have cared whether it had been into the army or what it were. But having to go down there and work for next to nothing. I could have started at Rolls and they were coming out with £10, £15, £20 a week.
Even in those days. Now when you came down to Earby as oiler on the engine, what was the rate there?
R- £5 straight off, for a bare week..
Would you say that, in general, people in reserved occupations, the management knew that they more or less had them by the short hairs. Were they worse paid than people that weren’t reserved?
R- Yes. A man that were over military age, he could demand anything if he missed being directed to a certain job. But otherwise you were stuck there, there were no overtime, no nothing, just a bare wage and you couldn’t get away, you couldn’t do anything.
(350)
(15 min)
Now tell me, did the conditions apply during the war? When did this change? Before the war, in weaving, they were paid purely on piece work, they were paid on so much a piece and the number of pieces they got off in the week.
R - Yes.
Now then, obviously under that system it was possible, if you hadn’t many looms running and you were on bad warps and you were unlucky it was possible to work all week and perhaps only get one piece off, perhaps only get six bob for a week’s work. When did that change?
R- When the guaranteed wage come in.
Yes, when was that.
R- I can’t really tell you what year it was but it were after the war. Well it might have been during the war, I can’t just remember. But down at Skipton a man had four looms and his wife were working at the side of him and they’d only three loom apiece or two loom apiece. They wouldn’t let the wife go sign on and the husband run the four looms, that were the conditions before the war started. They made them come to their work and you couldn’t sign on.
Would you say that the sort of scales of pay and the conditions we are talking about were worse in the textile industry than they were in other industries?
R- Worse than any industry because where you get predominantly female labour they can do anything with them.
Do you think that was one of the reasons?
R- Weavers are never on strike, “Oh we are all right. Oh It’s all right. There is plenty.” That’s why wages are poor.
(400)
Do you mean, what you’re saying, really, is that part of the troubles of weaving, the fact that weaving’s never been regarded as a skilled job and it’s never been a highly paid job is the fact that there were so many married women weavers who [had their husband’s wage to fall back on]
R- Yes.
Who more or less regarded weaving as a way of earning extra money rather than the basic wage.
R- In a cotton town there were mill work or shop work or servants, there were nothing else. And the bosses usually owned the factories and owned the land all around. No one else could come and start up a do, any different to weaving.
Aye, that’s interesting. Now that’s an interesting point, yes.
R- They couldn’t start another industry where there were cheap labour, because they couldn't get land to build, they couldn’t rent anything. And Armoride started down there, you know where they are? Grove?
Aye, Grove. [Grove Mill at Earby]
R- And, they wanted to move from Idle, I think it were Bradford way they were at. Before the war when there were such a lot of unemployed at Bradford, Armoride were such a poor paying shop there were always vacancies, and they gave anybody that were signing on the chance to go, but they weren’t forced to go. They didn’t stop their dole if they didn’t go because the wage rate were so poor. It were a Jewish firm and when they took the Grove there were people come over like our foreman and they told me, the people that’d been moved from Idle hereto, that it was the worse paid shop. And when they enquired for a place to move to they were given a list all round and square within reasonable distance of Bradford and Earby was the lowest wage place of any of the other places. What people were paid here. And there were another flaw, there were another thing about weaving,
(450)
(20 min)
your wages were fixed from Manchester, you were paid on Manchester rate, and the bosses always said that Colne and round here were at a disadvantage because they’d more carriage to pay on the weft coming out of Lancashire and the goods going back. And wages were 5% less for weavers and everybody here than they were further on into Lancashire.
[‘Local Disadvantages Allowances: The prices set out in this List are subject to the respective deductions for local disadvantage in certain districts prescribed by the Award of the Industrial Court made under the provisions of the Industrial Courts Act, 1919 and dated the 28th day of April 1920.’ { Extract from the Uniform List of Prices. 1935} The Uniform list was agreed each year between the Cotton Spinners and Manufacturers Association and the Amalgamated Weavers Association and was the bible on which all wage rates were based.]
Yes, of course that was what they called Local Disadvantages.
R- Disadvantages.
And before the 1914/1918 war there were quite a few strikes about that weren’t there?
R- Well, they didn’t alter it, did they?
No.
R- It’ll still be going on, even though Rycrofts, their stuff nearly all went to Bradford. They had that 5% disadvantage. But if it’d been the other way about …
That's interesting, of course Rycrofts were cotton. And did they come under the same uniform list as you would if you were say, weaving fancies in Lancashire?
R- Lancashire, yes. And there were the fancy…
Because they consolidated the list didn’t they?
R- Yes they did, but it were after a long time. But anybody that worked at Rycrofts could work anywhere. If anything new come out, Rycrofts were in at it. New things, it wore a costly, costly business for them when they took silk up. Getting used to it, and I’ve seen out of 100 yards you’d throw 50 yards under the table. And it went on like that. But they gradually mastered it and got to be perfect in the stuff. Warps were anywhere when they were coming in. There were British Enkalon, it were a Dutch firm but it were called British Enkalon, they’d opened a place here and that were rough. There were viscose and acetate, but acetate were always the hardest and the harshest, more breaks in it than in cellulose, that were Celanese.
(500)
But they mastered it did Rycrofts, they were in at everything.
Was there any change in attitude .. 1 mean, let’s put it this way, before the war it was common to see tramp weavers waiting in the warehouse, and time keeping of course was strict in consequence, because if you weren’t there on your looms there was a tramp weaver on. How did that change during the second world war?
R- During the war, there weren’t any during the war, they’d to be working, they could get work anywhere, there were no tramp weavers. But you did as you liked as regards going to your work. The time you went to your work.
So the old discipline slacked off a bit in the mill. Now another thing about that, would this be about the time when the tacklers, the overlookers, perhaps lost a bit of their power? Do you think that’s fair to say Horace?
R- Well, I don’t know about that, they were always very strong you know? But it got to be like this, they’d turn up any time would people, tackler or anybody. They always used to lock the door but they used to go back home again you see? And they were sending for them, knocking at the door. It’s altered so much you see, they couldn’t do without a tackler for a set of looms. They’d say ‘Where’s suchabody?’ ‘Oh, he’s been and the door were locked and he’s gone back home.’ So they stopped locking the door.
Aye.
R- And I were working [at Rycrofts] and going on me bicycle. Well, August and September, when there were plenty of mushrooms about, I’d go out into the field and mushrooming and happen land at quarter to eight instead of seven o’clock with a stone of mushrooms. They couldn’t do anything because I were wanting to finish.
(550)
(25 min)
Stuck there doing nothing and working for nothing and they were business people were Rycrofts but they were tight folk. And they [the workers] used to get fed up. “Everybody working here for this money, let’s go down in the office! It’s all right when you go down into the office.” And there were weavers, as always, some wanted to go and some didn’t. And finally, “We’ll go down this afternoon.” Then you go and knock at the office door and the office lass would come to the door and “What do you want?” You had to tell ‘em what you wanted and “I’ll go and see what he has to say.” And it were always the same tale “I’m very busy now, I’ve a traveller in I’ve got a meeting. Just go back to your work and I’ll send for you tomorrow when I’m at liberty” Well, once he could do that, all the fire had gone out of them. It took a lot to get them all of one mind, to repeat the same thing. And if you did get to see him, if he sent for you, perhaps next day or the day after, or if it were Monday you went in, Tuesday were market day so they were off, nobody there. And then if you didn't catch him at Wednesday, they were down to Bradford at Thursday, well it’d happen dribble on to the next Monday. Well, you'd lost all the enthusiasm the weavers had before they went the first time. But they were crafty enough. [The bosses]
When did you first see this? When did you first join a union? Was it while… ?
R- When I went to Rycrofts, they were on to you immediately.
Aye. That was when you started at Rycrofts?
R- Started at Rycrofts.
So that’d be 1920?
R- No, 1925 or 1926. Yes, I were about 21 years old.
So they’d be on to you straight away, the union. And what union did you join there Horace?
R- It wore the Clothlookers, warehouse men. And they had an office at Colne..
How much good did they do you'?
R- Well, they couldn't get you any more money. I mean they used to apply but that were all. They couldn't do anything until the war started you see, and all the men left that could leave. A chap that wasn’t of military age, you see they couldn’t do anything with him, they could just go. But the older men stuck it, they were living nearby, their homes were near to their work.
(600)
When did you first start to regard the Union as a body that could do something for you? You know, when did they start to gain a bit of power? Was it when labour got short during the war?
R- Well you felt you’d a bit of power when you were all united. One man on his own couldn’t do anything you see. If you were all in a union, well, any trouble you just report it to the union and left it to them to do what they could.
Were you ever brought out on strike while you were at Rycrofts?
R- No. No, I don't think so. Perhaps once. Yes, it would be just once, all the weavers, and it was one of these where you came out and the next day you went back in with a half crown in the pound deduction. That’s the way it used to be.
Aye. In all your experience up to, let’s say up to the second world war, the start of the second world war. Do you know of any instance where anybody in textiles went out on strike and actually gained an advance in wages?
R- Not previous to the war.
No. Have you ever seen the textiles go out and get an advance since the beginning of the war?
R- No, I can’t remember us ever being on strike. Not since the war because it were all negotiated by the unions.
When you came to Earby as oiler on the engine did you still stay on in the same union or join another union or just let your payments lapse?
R- I let it lapse.
So while you were working with Billy Lancaster on this engine down here you wouldn’t be in a union?
R- No.
Well I think we’ll quietly come back to here then. When you came to Earby to work, obviously you were living in Earby, when you came to Earby to work at the Big Mill, what was your general impression when you first came of .. you know, the mill, the state of the plant, anything at all?
R- Well when Johnsons took that mill there, I knew Bill Lancaster like, I’d known him all the time. Well since he used to run the engine at Broughton Road. I knew him all that time and then I used to travel with him on the train you see. People of one place always used to crowd into one or two carriages, same lot every night. And he told us about Johnsons taking this place and says “You mun come down tonight and I’ll take you round.” And I were amazed, everything painted, walls painted, electric lights, steam pipes painted with aluminium paint, not a speck of dust anywhere, everything painted. I’d never seen anything like it.
This was Johnson’s part of the Mill, yes?
R- Johnsons yes.
And did that compare with Rycrofts?
R- Well it were just ordinary paint. What they did was paint every five year, if they did, and whitewash every twelve months. But during the war years that were waved to one side. They swept but it wasn’t clean. They might have thought it were clean but . this was like a palace, all one colour, a nice blue grey paint, everything. Oh it were a revelation. Floors clean you know no mess about. Now the other place, the other shed at the other side, when you went working in there and you were doing anything you could just touch the thick dawn [Dawn is the name we gave to the fine cotton fibres that clung to everything in the mill. My mother used to tell me that I was ‘Worse than dirt dawn!” when she sauced me.] on the steam pipe, just give it a push and it’d run off, run off the full length of the weaving shed, just same as a long sausage, that were how dirty they were. They swept the floors and the looms and that were all they did. It wore just like this place, it were just in such a state as that mill you were showing me. And the tape.
Aye. Bancroft, that's it. And how about the condition of the plant, boilers, the engine and such as that?
R- Well they were just falling in bits. Everywhere, everything were just [a mess]. Well, when I first went, my first impression of the engine, I went underneath it and everything were rocking, the air pumps, you went on down the steps and onto the iron grates in between them, you’d to watch when you were passing
(700)
and make a rush to get past, if you didn’t, when these flanges opened, water came out like a hosepipe and that’s what you had to do, just dart through at the opportune moment.
Aye, that was the old air pumps that Newton, well Johnny and Newton replaced wasn’t it.
R- Yes, it were all right after that. But in summer time we used to lose the vacuum, and so all we had to do was fix a hosepipe on to a hydrant, just outside the engine room door and get the grate open, have the hosepipe running into the top of the air pumps you see to cool them down. [Victoria had a poor condenser pond and in summer when the beck was low they often ran short of water for the air pumps. This was exacerbated by the poor condition of the plant and was eventually cured when Brown and Pickles replaced the air pumps. See the AG series of tapes.] And one night when we’d stopped we just took the hosepipe off, whoever had done it I don’t know, it could have been me or it could have been my mate. It could have been Lancaster. We took the hosepipe off but didn’t shut the valve. We hadn’t taken the hosepipe off, just dragged it out of the air pumps and dragged into what they called the ballroom and left it like that ready for morning but hadn’t shut the valve. [What Horace hasn’t made clear is that the hydrant was fed off the steam fire pump and once this was stopped, no water would run. What followed was a consequence of starting the fire pump without making sure that no other hoses were connected. In many mills the fire pump was used as a feed pump for topping up the boilers. This was very bad practice and again, a consequence of bad maintenance, but common practice as it was an easy way out.] Well, the boilerman came on after tea, he must have been short of water [in the boilers] and he started the fire pump up to fill the boilers up. He weren’t an experienced man, he’d worked at Gargrave and they only wanted a bit of steam, 30 or 40 psi, that was all he’d been used to. And he started the fire engine up and couldn’t get no water in the boiler. He went on about a couple of hours and we were and we were working inside in the shed somewhere on the engine, and we didn’t take any notice of what were going on, it weren’t our department. We heard it clanking [the fire pump] and then he come in and he said “I can’t get no water into the boiler.”
(35 min)
So “Come and have a look at it.” Oh my God! He’d been pumping that hosepipe full bore into the ballroom and it was running through the floor and on to all the Newbridge cloth down below, running out of the door there into the drains. I mean he were a numbskull to go on all that time pumping away and nothing doing but he thought that the fire pump weren’t working. It were hit and miss job ‘cause I told you about the clack had gone down in the well.
Aye, when you went to it and took the pipe out of the well and the clack was missing altogether at the bottom of it.
R- Yes, there were just a bit of the metal part, all the leathers had gone. And talk about going hot and cold! When we rushed down below we were in a state! And what had saved them, there wore piles of silk, all over the place, but every one had a big sheet of paper over, Kraft, that Kraft paper, right strong paper. And every one were covered with sheets of paper, and the water had just run off and dropped on to the floor. There were just the selvedges, some of them were wet. And so we’d to set to sweeping it out, sweeping it out of the ballroom down the steps. I could write a book on the mishaps that there were there.
[A word about what was going on here as it is very good evidence of the state of maintenance that Horace was describing. One initial point, the problem he is describing isn’t due to wartime shortages, it is down to inadequate maintenance, probably due to old Bill Lancaster reaching the end of his time and letting things go. When Horace says the boilerman came back after tea to fill his boilers this is an indication that the boiler feed water pumps were in bad condition, almost certainly just a matter of grinding the clack valves in. This meant that during the course of the day the boilerman was losing his water level. This is no big problem with a Lancashire boiler, as long as the water level is above the bottom nut on the water gauge glasses you are perfectly safe. What he had done was go home, have his tea and come back to get his water level up for the following morning’s start. The feed pumps at Victoria ran off the engine and when it was stopped the only recourse he had was the steam driven fire pump. This pump is not intended for this duty, it pulls off the mains water supply and is not metered so though illegal, it is a cheap source of water. They evidently had a permanent connection into the feed water main, probably an insurance requirement as they had no independent feed pump. In addition, Horace had told me that the fire pump was not reliable because the clack valve seating in the well was worn out and allowed the pump to lose it’s water in the riser pipe. It was touch and go whether it would prime itself at the best of times. Bad maintenance again. So, when the boilerman started the pump and got no water he assumed it was the clack and it might eventually pick up. In fact what was happening was that the pump was working normally but because it was pumping against an open hose in the Ballroom there was no delivery against the boiler pressure. All told a sorry tale, the root of which was bad maintenance all round. Incidentally, the Ballroom was the name for the second floor in the old multi-storey section of Victoria Mill. When Horace talks about loose rivets in the boiler in the section below, this is almost certainly a direct result of pumping large amounts of cold water into a hot boiler with the fire pump. ]
Aye, well that’s what we are doing Horace, that’s what we are doing. This is all part of the job, these are the things that happened.
R- They did but oh dear… the various things that happened. How that engine ran I don’t know. And we were having a lot of trouble with the boilers after that, the way it had been running without water and it’d stretched all the plates and they pushed them back, next boiler there were rivets going and they were coming every week and doing a bit at it. And the boiler front rivets were stretched there and they [the insurance surveyors] were coming every week, they wanted the mill owners [to do something about it] So we had the [stoker] hoppers to take off every Friday night when they finished. Strip them down, carry them away so the men could come in and work on putting fresh rivets in.
(40 min)
Who were it that came?
R- The boiler makers, Yates and Thom.
Yates and Thom from Blackburn.
R- They used to come and work the week end and then it got to Sunday tea time, they’d go and we’d all that boiler front to put on and get steam up on that boiler. We had the other two boilers going. But I got to the stage, you know there was a big plate to crane off but I got to know every bit of them, them hoppers, I could have taken them off and replaced them blindfold!
Aye, that’s the way to learn Horace!
R- But it went on week after week. I were never at home, working nights and working through the night and then going on steaming. The wife weren't used to that sort of work, she thought I was at a madhouse.
Tell me about some of the problems, some of the simple little problems that you met up with. Just doing simple things like going down and steaming the shed at night to get it warm.
R- Well the traps used to freeze up but they solved that. All the steam were returned into a tank, there were no traps blowing out. You see if they’d been stood all Saturday and freezing that water in the traps. There were all sorts of things but that were the worse do when I’d to cut a split pipe off that went across from the engine house to the boiler and thread a couple of pipes and fit them, all on your own up a ladder and just a gas lamp on the wall outside the Devil Hole [The cellar that housed the waste breaking machines in the old days, they were called devils because they frequently caught fire.] They had no electricity then, and the light were shining up, depth of winter and I thought “Oh my God, What a bloody fool you’ve been to come to this place!”
Tell me something, I think I'm right in saying that when you went there, there wasn’t even electric light in the engine house.
R- There wasn’t no. It happened after a while. Why they didn't have electric light, the room and power company were the Earby Light and Gas company. And you couldn’t have electric light, you had got to have gas and the whole of the sheds
were all lit by gas. They built a new plant down here, on the New Road here and it hardly ever ran, there were a man killed when they were trying it.
That was a gas plant?
R- Gas plant. Built a new gas plant and so they had a pipe put into Barnoldswick and Barnoldswick supplied Earby Gas and Light Company and they supplied the customers in Earby. But it was a private company until the gas were nationalised.
So that electric [going in] I know Newton told me that it was when Rigby was down there. What was his name?
R- Henry Rigby?
When Henry Rigby went to do for Billy, because Billy was poorly for a long time.
R- Oh he were off a couple of years.
Billy was a poorly man, wasn’t he.
R- Aye. But many a time we was on us own you see. But I tell you, that particular day when Wilf McKie, his wife were dying of consumption,
He was your mate on the boilers and the engine?
R- Yes, and he were a good man to work with, he were a good lad.
And Billy were off as well, Billy Lancaster?
R- Billy were off as well. Boiler man hadn’t turned up, a man called Lindsay, his wife were ill and I were stuck there by meself in winter time. When I told the tale I said “If there isn’t something done by breakfast time I’m going and all!”
(850)
So you had three boilers, the engine and all the shafting to look after.
R- Yes, all that. And then Teddy Wood came on in the middle of the morning. “Keep it going, keep it going, and if anything happens to Bill the engine’s yours!” I said “It’s a bloody tale, I wouldn’t have it given!” And I wouldn’t, a bundle of old iron it were. Everywhere, slates off the roof, windows out, sheer neglect. Boiler house roof, rain coming in.
What was the reason for that? I mean, when you think about it, surely these men had the sense to realise that the power unit was everything? You’d have thought that they’d have looked after it.
R- They’d that few tenants, and the tenants they had they perhaps weren't getting there rent. They were small firms in that far side. Birleys used to be there and they’d left and gone over to the Albion so that were all empty. How long it were empty I don’t know but when Johnsons come they said we must have electric light or we won’t have it. So, Johnsons had electric light and the other parts of the mill hadn’t. Now when they became nationalized it didn’t matter then but before that…
When who was nationalised?
R- The gas works.
Aye, that’s it.
R- It didn’t matter, they didn’t care. So all the other firms, they put electric lighting in for the other firms. And we had a dynamo run of the engine you see to light the engine house and the boiler house. We used to have 12 volt lamps to go in to the boilers. We’d old Smokey Joes before.
Aye with stink lamps as we used to call them.
R- Stink lamps, aye. That’s what you went into the boilers with, scaling and cleaning out.
Aye, what were it like for scale down there, what were the water like?
R- Well, sheer neglect, you could get, you could get lumps off like layers of flags. . You could, it were just like hacking layers of flag off. But you see when it were all empty here and the other tenants couldn’t afford to pay there’d be hardly enough money to keep the plant going at all, pay the wages and pay for the coal. I think they’d been charging, before the war, about half a crown a loom. I don’t know how much for a tape but I think that’s what it was. I saw some bills, so many looms. at half a crown a loom, and glad to get them at that.
(900)
I know I’ve heard people say that just before the war it was possible to buy Calf Hall Shed Company shares for nowt.
R- Yes they could.
And I dare say the Earby Shed Company and companies like the Mill Company would be the same.
R- Well, I don’t know whether Johnsons have any of the right old Lancashire looms yet but when they started those looms cost a pound apiece and they just ran on and on.
I think they still have some of those looms in.
R- Yes I think they will have.
Because when they did them up, the last modernisation, they threw all the automatics and broad looms out and just kept the old Lancashires.
R- Yes, they were just useless but it were government money that. I think they were getting something for nothing. This fancy tape, well it were just a dead loss absolutely, and the looms were, well, there were top shafts breaking at the rate of six and eight a week. Have you ever known that…?
SCG/27 March 2003
7,303 words.
LANCASHIRE TEXTILE PROJECT
TAPE 79/AD/12
THIS TAPE HAS BEEN RECORDED ON THE 17TH OF JULY 1979 AT 16 COWGILL STREET, EARBY. THE INFORMANT IS HORACE THORNTON, TAPER AND THE INTERVIEWER IS STANLEY GRAHAM.
So, the picture we're getting Horace is the fact that there is no doubt about it that the Big Mill at Earby was in a fairly run down condition but that that was really due to the fact that it wasn’t a paying proposition, and then there had been the war years. But I think I'm right in saying that it did get to the stage where there was an alteration and that was while you were working there. Now, can you tell me about it?
R- Well, they’d more money to spend. All the space were let, everybody working full time. Before the war half of the place was empty, the ballroom were empty, well Johnsons took that and the Big Mill, Victoria Shed. Birleys used to be there, well they moved out, I don’t know how many years it was empty, and Johnsons took that, well everything was running. They’re drawing quite a lot of money every month and they had something to spare
(50)
then because if they hadn’t spent it they’d have been having to pay it in Income Tax. Because Bill Lancaster once told me how many hundred pounds he had to spend that year. That were excess profit and more got done you see. We got a three throw
pump for pumping the water back into the boiler and more steam pipes in, less waste and we started getting more repairs done whereas before that there’d been 20, well 30 years of neglect.
Newton told me that one of the things that started the job off was they went down, they were asked to go down at one time, well, you’d got to the stage where the engine was only just keeping up with the load. So they went down and I think you know a bit about that.
R- Yes, we’d a job to keep going. Well, everything was on, I think Johnsons [870 looms] had five tapes, Charles Shuttleworth [604 looms] had a tape and Hugh Currer’s [684 looms Earby Manufacturing Company] had a tape. Well you see there were seven tapes going. I think that’s correct, six or seven tapes going, and every available space had a loom in, there was a lot of weight on an old engine like that. And in the boiler room, everything were run down. We started getting new hoppers you see, whereas they had been tied up with bits of wires before, and it were just sheer neglect because they’d no money.
And then they brought Brown and Pickles down to have a look at the engine because it got to the stage where the boilers couldn’t make enough steam to keep the place going could they?
R- Keep it going, yes.
And apart from the coal they were burning. How much did they get up to a week?
R- About sixty ton I think in winter time, perhaps more. But they had a boiler man on that hadn't much idea. Now, the biggest change in the boiler house was when Tommy Almond come down.
Tommy…..?
R- Tommy Almond, he worked for Brown and Pickles.
Almond.
(150)
[Newton told me that they had to have all three boilers blowing off with full fires and water right to the top nut on the gauges in order to start the engine and cope with the load]
R- Almond, and they were without boiler man so they sent him down. And he could get steam out of stones could Tommy Almond. I never saw anything like him. Charlie Scullthorpe left and went to the Armoride, a lot more money and I suppose better conditions. And they got Billy Lindsay on, he came from Gargrave. He said he was a boiler man but they made about as much steam at Gargrave as if for brewing tea. Well, having to come on to a thing like this, oh it was horse work. And I were no boiler man and my mate weren’t, not same as Almond were. The only thing that Tommy Almond got dirty were his breeches behind, he were really a marvel. he were. It was amazing, he never used to get a sweat on. Well it used to be running down off us, out of us pants bottom, really, were the sweat. And that’s the difference between one that knew his job and one that didn’t. It’s all right throwing coal on and even more coal but that’s not the way to raise steam. Because he was just using the same stuff that Billy Lindsay had been using and as soon as we started up you could watch the gauge and it were just going down and down. And we’d to go down into the boiler house and three of us wiring in to get the steam back up again. And then we’d leave him, [boilers] right, blowing
(200)
off and then down and down and down. I tell you, I could write a book about the experiences in there.
That’s what we are doing Horace.
R- But Tommy Almond were good, he were good on boilers, but he were nothing on anything else, he weren’t. But he had two lads, worked somewhere in Barnoldswick and he’d been in a public house one day and getten fresh I think, and him being, bragging about being down here, and telling he were going to get his two lads in. He said “I’m going to have yon two buggers out and get me own lads in.” So we thought well, we’ve to be ready for moving before he moved us. But I will give him his due, he were good on boilers, he were. Oh it, we used to go in and oh what struggles we had. When the steam were down and you were fighting to get it back up and get the engine going. Then happen about an hour and down again, all Lindsay could do was open the door and look in. Oh he were nowt!
(250)
And the rubbish we got! When there were a right coal shortage we got a lot of slurry. All it were was breeze, they called it slurry. It’s supposed to have been washed off coal, it were nothing but dirt. And the first day it came, mixing it with coal, coal and this slurry together. We did ever so fair, managed to fiddle the day out and went home and when Charlie Scullthorpe came up at morning to get the steam up, it were one solid mass, set everywhere this slurry, it were just same as if we’d filled the pipes with concrete you know, right up into the chamber above. Everywhere solid, you never saw such a pantomime. [The slurry had set in the large pies which let the coal down from the overhead bunker to the hoppers on the stokers. These would be shut off at the boiler when they burned off at night and had set in the pipes, blocking them.] We got it cleared and got going, a man to each boiler but when it were going on there were no flame. The only thing that came off it were just a blue light, just flickering, a black mass and just flickering. So the job soon stopped, there’d to be no more slurry.
(300)
So the next move, word comes through there were no coal for us, we could have some open cast but it were in big lumps. [what Horace is describing here is similar to that described by Newton Pickles on Tape 78/AG/03 when he and Harry Crabtree were trying to fire Clough Mill on American Lend Lease coal in 1946. The date is right as well. This was brown coal and very poor. I burnt some at Bancroft in 1976 when we got to the back of the stock pile, it had been there for thirty years. It was terrible coal.] And they brought some big loads from open cast workings, big lorries were coming and tipping it in the yard outside. And you know what ironstone’s like? Well brown, that were all it were like, it wasn’t black same as coal. Some of it were but the main were this brown stuff. And people everywhere in Earby were short of coal and the first day when these loads come and were tipped in the open yard they were “Can we have a bit of coal?” “Aye, go on, help yourself.” And George Shuttleworth, one of the tenants, “Could he have some?” So we put some in a sack and put it in the boot of his car and he brought it back the next morning! Because we knew what we were using, using on the boilers, it’d hardly boil a kettle. We had to break it right small, it came in big cobs and we’d a sledge hammer apiece. There were a man to each boiler and they were tipping it in front of the boilers, and you were breaking it up and then throwing it on. And all it did were change colour. It went on, black and brown and it just went to white. It didn’t go any less, it were the same lumps you raked out. I know one afternoon after that come we cleaned out every boiler seventeen times. It were just a matter of throwing it on and it
(350)
changed colour. Of course the mill were stopped, just everything stopped, you had to struggle on getting steam up and get going again. And all the lot went on like that just as though there was a hole in the bottom of the boilers. My God, summer time and cleaning out seventeen times! You just got so that, do you know, that day, when it come to night I couldn’t lift my arms up. By Gum! So that finished the open cast, anybody that got any brought it back, glad to see the end of it. But it were just brown, main of it were just brown and you’d a job to break it. My goodness!
And then eventually they got, when they did start to get going, they got Brown and Pickles out and bored the engine, didn’t they.
R- Yes. Well I were in at that low pressure, on the right hand side as you went in. I know it’s 41 ¼ inches inside diameter.
(15 min)
And they come down to start on the job and the engine house ceiling there, it were flagged up above in parts. As you came out of the engine house it were all flags so as it were fire proof. And holes bored through, and you fix your blocks and tackle and we’d to crane it [The piston and rod] up out of the cylinder and let it down on to the floor. And we didn’t let it down on the plates, it’d have gone through. And so you hooked off one set of tackle
(400)
on to the next, two or three sets of blocks and tackle you had, and you hooked on to one and then hooked the other on and let this go and swung it a bit further till they got it through the door. And it were down a lot of steps and up some more steps, and on to a landing, we had to get it along this room into the warehouse and to crane out of there out of the door on to the lorry next day. Anyway we’d got it on to this landing and they said that they’d just lower it to the ground. They said “We’ll finish for tonight. We can’t get it to the doorway, it’s impossible to get it to the doorway tonight.” And so there were me and Wilf McKie and we looked at it and we thought “We can shift this thing, we can shift this between us.” And we got a long wire rope and fixed it on, craned it up and put it on a loom bogey, and got it balanced so as the piston rod were straight out. I tell you. And we fixed blocks and tackle on at the other end and we had it under the crane in no time. But it were a good job they’d got that crane altered. Right in the top of the beam chamber they used to have an old winch at the end of each beam so if they’d anything to do they could wind it up. Well when Johnsons got the looms we fixed that in the warehouse and over a pulley to bring the looms up into the ballroom. But we’d to slow off at Johnsons. Eventually when they started
(450)
spending more money they’d get a proper crane, one of them where you pushed it that way to come up and this way to come down. And there were a fellow, I never knew his name but they called him Darwen Dicky, a little fellow he were, he had the job of putting it on. So it were all right for bringing skeps of weft up, but when Johnsons started getting broad looms, and they’d probably weigh 15cwt, it wouldn’t hold, wouldn’t have the brake and it wouldn’t bring them up, wouldn’t move them off the lorry. And eventually they sent for Johnny Pickles, it were either bringing looms up or taking them out. No it were bringing them up off a lorry. And Johnny came, crane were all right, there were nowt wrong with the crane, but he complained about the brake wouldn’t hold and it weren’t right. When you let your handle go, instead of the brake going on, it just went down to the ground. And then if you got it part way up it’d pull up but if you let go of it, it should have stopped there to be ready to come in, but it didn’t. It used to go quietly down again. And so Johnny said it was all right and he brought one of the men down, this Darwen Dick that had put it up. “Get one on your big looms on.” And Chris Taylor were there that had sent for Johnny and “Take it up.” he says to this fellow, and so he took it up. And “Let go.” So he let go, thump! That loom just went down to the bottom like an express train and smashed into hundreds of bits, hundreds of bits. That was when Johnny's face went red. And there were Chris Taylor, a smashed lorry. There were Chris Taylor cursing away on the bottom and “I fucking well knew it weren't right!” Chris had seen,
(500)
(20 min)
he knew it wasn’t right. Hee Hee! But he played hell. And he’d fixed it up all wrong had this chap. When you let the handle go, instead of the brake going on it, it lifted it off, that was what he’d done. Eh!
Aye. An old teagle hoist.
R- Aye, that were the only time I saw Johnny nonplussed. You know, he come marching in and …
You knew Johnny before, Horace?
R- Oh yes I did. I were the verger at Carleton Church and there were this very old clock. A farmer made that. A chap called William Cryer and it cost about £90. And he made it and there’s very few wheels in it, wheels about so big.
About 2feet across, 3feet across, aye.
R- Yes. And the pendulum was about 40feet long. The clock faces were about three quarters of the way up the tower and I was thinking about 65 feet high is the tower, the clock face. And then the pendulum’s above that in the clock chamber and it goes right down to within a yard of the ground and it moves 9 inches each way. It’s a lead bob about so big at the bottom and then a wire till it goes out of sight and then it’s wood, pieces of wood fastened together with metal plates till it gets up right up into the clock chamber. But this bob is painted blue and then there is gold balls all round for fancy. I think it beats 15 times a minute because I used to time it for a minute. [The length of pendulum for 15 beats to the minute is approximately 52 feet according to the Watch and Clockmakers Handbook.] One job that we used to do was tolling the bell when anybody died. They used to say “Will you put the bell in? Me father’s dead.” Or “Me mother’s dead.” And you said
(550)
“How old are they?” They’d tell you so you went and started tolling the bell at minute intervals for half an hour. You used to count the beats of the clock for a minute, they were dead on 15 times a minute. But I’ve strayed away from Johnny’s tale, well he were making these clocks. He made one up here for the Primitive Methodist Church and he made one for the Catholic Church, Barnoldswick. Johnny made that clock. And he were coming over to Carleton to get ideas. He used to come over at Saturday afternoon with a pal of his, Alec Irkett, and they used to go on, get a fair skinful of beer and I were always up there at Saturday afternoon. They’d land up about half past two, turning out time, then we’d go. And he’d spend his time watching the clock and measuring it. And Johnny said there were something on that clock that were on before free wheels were invented. There were a right big fan on, about this wide and vanes on for when it struck. Now there were a free wheel on that exactly like what's on a bicycle. When the clock finished striking the fan went on .. click, click, click, click
That’s it.
R- And it’s exactly like the free wheel on a bicycle. And Johnny said that it were made before free wheels on bicycles had been invented.
Aye. He’d know would Johnny.
R- Yes, and he always told me that. And when he were making this clock I used to go over to Barlick, he had a workroom in a wooden hut in the back garden. [at Federation Street.] I used to go, I spent hours with Johnny of a night, when he were making this clock.

Johnny Pickles in his workshop at Federation Street in Barlick with the clock he made for Holy Trinity church in 1960.
That's it, yes. Newton was saying that ..
(600)
(25 min)
that Johnny always had a good word for you like, you know. Because I think you know, Newton was a bit of a .. I mean we’ve got to recognise these things, Newton was a bit of a fiery, sharp sort of bloke.
R- Yes. Aye.
And I mean, you were at that time, but I mean it’s quite possible that you got the wrong impression of each other. I don't know, but ...
[I’m doing my best to be diplomatic here. Horace and Newton never really got on well because they were both right all the time, a bit of a barrier! There was a history of friction between them which I had to get round in order to keep Horace on side.]
R- Aye. But not with Johnny but .. if I were right it didn’t matter who it were, I told them so. I’d lots of does at the mill. I told Chris Taylor if I were right, and I told Crowther and I told Alan Smith just what I thought if I were right. And if I knew I were right I stuck to it, never mind what they said. And I used to curse ‘em right well.
What sort of things would, I’m interested meself you know, having done the job meself, in the sort of problems that you had with the owners. You know what I mean. It isn’t a question of what you fell out with them about, it is the question of the problems that you had with them. I mean, for instance, at Bancroft I used to have great difficulty in persuading the people who actually owned the mill that it was possible to save money by spending money.
R- Well, we’d never anything to do with that. Bill Lancaster were the man that gave the orders. Even though he weren’t there we had to report to Bill and tell him what we thought. And he’d say “Send for Johnny Pickles.” you see.
Yes. Aye, that’s it.
R- We’d not, we couldn’t order anything, we couldn’t do anything only do the work. And I know one time when it got to Christmas, Bill had been off his work for months but at Christmas Day we always said he’d have got off, up off his death bed to come down to collect the Christmas boxes! Anybody that he bought stores off or gave work to, joiners and builders and oil and coalmen, anybody. He were down there, they came the day before Christmas.
(650)
And we all knew he were dying but he come down there and he were coming down on to the bridge and looking to see if they were coming, and then as soon as they’d been he went. He had a little motor bike and he lived up Stoneybank but that’s what he did, he got off his deathbed for his Christmas boxes.
Yes. I’ve heard the same thing from other people so I mean it isn’t stories out of school. I mean I’m not even asking you to say anything about this, but I know that .. Newton’s told me that there was always a great mystery down there about what happened to all the brasses that were bought for the shed, there were three sets of brasses ordered and they vanished.
R- And men used to come with lorries, strangers, and we’d to put all the scrap on, and we didn’t know who they were. Bill Lancaster would say “You’ve to put all the scrap on”, pipes and brass and anything, any castings anything there was about, put it all on to lorries. I know a fellow come one time, he took loads and loads. Over the boilers, there were a room above the boilers and all over what’s the blacksmith shop now, were two storeys and it were full of stuff, they cleared everything out, brasses and all the lot. There were pigeon-holes for stuff, the lot went.
Anyway, when Brown and Pickles bored that engine, and they put new air pumps in and all, in the devil hole, didn't they. Newton’s told me all about that. And that led to a great improvement in the way that engine was running. Now that’d be done while you were oiling that engine were it?
R- Yes, it were.
And then, at that time you were doing some maintenance work for Johnsons weren’t you?
R- Johnsons yes. Colonel Johnson I think they called him. I suppose he were American, he were an American, Honorary Colonel, he were coming over. And there’d to be a right clean up in Johnsons, and everybody that would work at nights and week ends, they could do, at Johnsons. But they put me in charge of the clean up operation.
(700)
You were still actually working for the shed company?
R- Shed company. I worked for the Shed Company me hours and then Saturdays and Sundays and nights I worked for Johnsons. You see all the ladders, all sorts of stuff belonged to the Mill Company, for cleaning up and washing the pillars down. All the oil off the pillars and painting them and light fittings all to be taken down and washed. There hadn’t to be nothing. It were the first time
(30 min)
Colonel Johnson had been over, and [Percy S ] Lowe were only a paid man, he wanted to make a good impression and in the engine house it all had to be extra clean. The floors were white, we used to use Gunk, and it could get the flags clean. And everything polished up. He’s to come this afternoon.” And inspect, well they didn’t inspect, just walked through. Yes, and it got a thoroughly bottoming, Law said it didn’t matter but he said it had to be clean. And I saw them coming through. and it were just the same as if he were a man being taken with diarrhoea. He didn’t look sideways, he were just talking with Mr Law and another fellow as they walked through the shed and down the warehouse, and as they were going down the warehouse somebody pressed the stop button somewhere. Not in Johnsons, somewhere in another part of the mill. And it stopped, and he just turned to one over there, “What is it? The tea break?” That was what he said because I were about there. Anyway, it were nothing, a belt off or something. Anyway we started up again and he were really amazed, he just leaned against the wall in the engine house and watched it going up and down, he were amazed with the engine. But everything got a thorough cleaning up and all the, what they called the Dockyard. The road outside, all cleaned up, all the weeding done, no weeds about, everything cleaned up.
(750)
And so, we are getting close to the stage now where you made your big decision and decided to move from the shed company to Johnsons themselves.
R- Yes, that were when Tommy Almond had been telling “I’m going to get shut of yon two buggers.” because he were in the boiler house
And he eventually took the engine over didn’t he.
R- Yes. And then he got his lads in you see. But I left and went to Johnsons and then Wilf McKie gave his notice in and went to a firm at Nelson, Greys, somewhere near Marsden Park. Now he were a good man were Wilf, he were one of the best and right handy and a good worker, he were a top man to work with. He were champion were Wilf. Well I could see that Tommy Almond meant to have us out, he were down in the boiler house, we were in the engine. He were wanting the engine and getting his two lads in. Well, I told Chris Taylor what were going on, he said “Oh, never mind, we’ll find you a job.” He’d find me work you see, somewhere. He says “Don’t take no notice, we’ll find you a job.” So Alan Smith, that were the under manager, well, I don't really what he were. He were under Lowe, he weren’t a weaving man though he knew it. But he used to go to Manchester and he used to do the office work and getting orders at Manchester. But he were all right were Alan, a grand chap, you never saw him lose his temper nor get mad. And he come to me once and he said “There is a taper leaving. Would you like to learn taping?” “Oh aye - I says - a good general idea.” “Well - he says - you can give your notice in.” And so I did do. And I started to learn and went to the dry taping for a bit and eventually Maurice Lomax were leaving or left and I went on to that big, what they call Big Tape. Well there were, you were running two
(800)
headstocks like and you’d got to mind what you were doing. Your tensions had to be right you see on both headstocks. I were going to just draw you a bit of a sketch, but if we go down some time, if you are coming next week we can go down. You’ll see what I mean.
Yes well, we're getting now to the stage where we were when we backtracked a bit you see. So really we’re getting to the stage now where we want to start with looking through the pictures describing taping.
R- And what they’re doing.
Which, you know, that’ll be the best way we can describe that. But I don’t think there’s much point starting that today. So I’ll just see if I can get you going on [some other things] This has turned out to be two tapes full of tidying up and odds and sods. I’ll just see if I can turn you on now, to get you going. We’ll switch on to something entirely different. I’ve already had a go at you about this but I think there there’s hidden depths to you Horace. Politics. One of the things that I’ve to be very careful about is, obviously I don’t want to start, I’m not trying to make you say the things that I want you to say but it seems to me that you’ve done a lot of thinking about things that I’ve done a lot of thinking about as well. Things like the condition and status of working people. This is one of the reasons why I’m very interested in the second world war because what I think happened, and we’re talking about textiles now, is that up to the second world war the manufacturers, the mill owners, had never been in a position where they were short of labour. It had always been a buyers market, they’d always had tramp weavers stood at the door, there was never any such thing as looms being stopped because they hadn’t a weaver to go on to. But with
(850)
the second world war two things happened. I’m giving you this bit of a sermon just to trigger you off. Two things happened, one was that a lot of able, fit young men went off to the war. A lot more effort was put into things like munitions and that meant that labour, what labour there was left, there was more call on it which made labour short for the textile industry. Another significant thing happened at the time and you’ve already touched on this in a way, it was the fact that industries were moved from places like Coventry. I mean, round here it was the Rover Company, and they took over premises, there was Sough Bridge …
R- Carleton Mill.
Carleton Mill. Did they take over Carleton Mill as well?
R- Yes they did, Carleton Mill.
Yes, Wellhouse, Calf Hall.
R - Aye, Rover down here, yes.
Grove?
R- Grove down here, yes, they’d all that.
Grove. Yes. Well now, when that happened what happened in effect was… You were saying that other industries found it very very difficult to set up in these places because the mill owners owned all the land but that changed all of a sudden and new industries were introduced, and for the first time people found that it was possible to work in an industry where they had certain things like a guaranteed week, and a good wage, and good conditions. And canteens and tea breaks and things like this which they’d never had before. It meant that, this meant that the old textile manufacturers and the mill owners had to start re-thinking their ideas about how they treated the workers. Now it seems to me that one of the things that happened was that they didn't realise that this had happened, even though it was set in front of them. There weren’t enough moves made in the textile industry to improve the lot of the workers and to keep the workers. I think that a lot of them thought that after the war things would revert back to the old system and it’d he “Happy days are here again. Big Boom. Plenty of profits. Of course it never happened.
R- No.
Now, how far am I off the truth with that sort of thinking? Would you say that I’m beginning to get somewhere near the truth of what happened in the textile industry?
(40 min)
(900)
R- Well you see, lots of the young fellows went to the war, part were killed and part got trained in other jobs. For instance if a man went into the airforce and he were a fitter they trained them as a fitters. And lots of them were drafted into the munitions work. Well, they wouldn’t come back to weaving again once they got their training. There's such a lot of men working around here at Rolls Royce, they were what they call dilutees at that time. They’d only allowed them to take so many trainees to a proportion of skilled men and it was supposed to be that when the war finished they had to finish but they didn’t do. There’s people that got working at the Rolls
that are still there, there’s dozens of them worked there till they were 65 and then retired. And they got into the Rolls Royce as trainees. That’s what happened. And the wages got to be better, a chap could afford to keep his wife at home, all that taking children out at six o’clock at the morning, that finished, taking them out, getting them child minding. That all finished I don’t think there’s any of that now. The women stay at home now, the wages are better. They talked about, well, my wages were £3-15-0 and there were chaps I were palling with had £15 and £20 a week they’d draw.
At the same time that you were only.
R- And I was stuck there. [Rycrofts] But there were men, perhaps a bit older than I am, a lot of tacklers who were working in munitions, armaments. Well you see, they’d never had such wages. Well, they didn’t go back into tackling. And plumbers, there’s any amount of plumbers working at Rolls. You know there’s all sorts of jobs I suppose on an aeroplane engine that plumbers can do, and maintenance work. Painters left their jobs and went there. They’d never go back into painting where they were out of work six months of the year. Because painting and decorating is the most imposed on trade that there is. Same as an uncle of mine were a joiner, and if someone said they were a painter, he says “Well, any damn fool can paint.” Which they can. Like painters classing themselves same as a joiner and cabinet maker. Well, it were unthinkable. And there’s less children, you don’t see families of nine or ten. When I lived in Carleton there were a family there, it were seventeen [children], Kays, ever so many of them lived at Barnoldswick. And so there weren’t the girls to go in the mill. And then, a weaver, oh, looked down on, there were nobody that said they were a weaver now, they can’t get them into the mills.
Why do you think that is. And I think you’ve hit on another important point there Horace, that weavers have always been looked down on. For instance, the hierarchy in the mill was always, it started at the top with the management and then it worked down, there were the tacklers, the warehouse men. They varied but happen somewhere near the tacklers, on a line with tacklers were the tapers. The engineers liked to think they were a lot better than anyone else but really he could be lined up with the tacklers. And the weavers came last, the only person that were lower than the weaver were the loom sweeper.
R- That were it.
And yet, I’ve always said that actually the weaver and the loom sweeper were probably the two most skilled people in the place.
R- But you see, whoever made bad work it always finished up with the weaver. The weaver caught it all. But we always had a saying, “There were no bad weavers, There were only bad tapers and tacklers.” The weaver would never admit to being a bad weaver, there were just bad tapers and bad tacklers. But regarding money, when I went to Rycrofts at 21 we’ll say, I had 45/- a week. The tackler had £3 and the taper 3 guineas, tapers were the best paid, and then it gradually crept up you see. But that’s how it was.
And of course in those days like, the tackler would be on 100 loom sets, well, probably not at Rycrofts.
R- Fifty, fifty.
Yes because at Rycrofts they’d be jacquards in there wouldn’t they?
R- Very few. There were checks. Aye, there were check looms. But very particular stuff.
Aye. Well that’s why Rycroft’s ratio of tacklers to looms was so high. And I mean, at that time, and we’re talking about a rag shop, a taper would be taping for happen 300 looms and a tackler would have a set of 100.
R – Hundred and twenty here. At Johnsons they were 120 looms.
(1000)
Yes that’s it, some went up to 120, yes.
R- But weavers here [Johnsons] could put their own warps in, men weavers didn’t wait of the tackler if the tackler had a lot of warps out, then they’d gait up themselves. But it were a very particular place were Rycrofts and as they got on to more silk they took a lot more skill with the tackling so they dropped the [number of] looms to 42 and they dropped the warehouse men to 42.
Which seems to me to be a sensible way to run a weaving shop. Of course their answer to it in the old days was to pay the tacklers on the weavers wages wasn’t it, and that was a pernicious thing.
R- They did, aye, it was a pernicious do, it was. But you got to know your tacklers, you got to know your weavers when you were a warehouse man. You know who your good weavers are and if there is a bad tackler. And you know how much you’d to do in a week, if you got any bad pieces you put them on one side and sort your good ones out and then spend more time on the bad cloth to make it good, as near as you could.
SCG/29 March 2003
6,361 words
LANCASHIRE TEXTILE PROJECT
TAPE 79/AD/13
THIS TAPE HAS BEEN RECORDED ON THE 20TH OF JULY 1979 AT 16 COWGILL STREET, EARBY. THE INFORMANT IS HORACE THORNTON, TAPER AND THE INTERVIEWER IS STANLEY GRAHAM.
[The pictures that Horace is describing are the Taping pictures in the Bancroft Folio.]
Joe Nutter, taper at Bancroft Shed.
Now, this tape in going to he devotedly entirely to describing the photographs in the Bancroft folio. And, obviously, the first photograph is Joe Nutter. Now Joe is the man who really should have done the descriptions of these pictures but for personal reasons he didn’t want to do any taping and so Horace is going to describe these instead. Now this makes no difference because Horace has worked on the same types of tapes and it will be just a question of getting a good description of what’s happening in the pictures. Now then, the first picture that we are going to describe is picture number 3 in the folio, and now, Horace, if you describe what’s going on in that picture.
R- Now, the first picture [2], it shows what are called back beams being craned up into the tape room at the mill. Now, Bancroft, at Bancroft they bought their beams but lots of places they do the whole processing from the raw cotton right through to the woven cloth. But at Bancroft, they were just a weaving shed and taped their own beams. now the next picture just
(50)
shows the beam…
Picture number 3?
R- Yes, picture number 3 shows the beam coming up on the crane, being brought into the tape room. Picture number 4 shows the beams laid on the floor in the store room, at the tape. Now then.
That’d be the same sort of hoist as there’d be at Johnsons, the one we were on about where the loom fell down wouldn’t it. The same type of hoist.
R- Yes, but that was for taking the weft into the warehouse, Johnson’s tapes were all on the ground floor.
Aye, but I mean that would he the same type of hoist.
R- Just the same yes.
In fact I bet it’s the same firm, it were Baldwins at Burnley. So it’d nearly sure be the same firm. And picture number 5…
R- Shows the beams laid on the floor in the tape room. [Still in the entrance lobby actually]
Yes. Now these were, these were Manor beams.
R- Yes.
We used a lot of Manor at Bancroft. What do you know about Manor yarn?
R- Well, it were very, fairly good. Good beaming, it were very good were the beaming on Manor. We used to get a lot of beams, and you could run the whole set, 20,000 yards, and you’d hardly have an end down. And there’s lots of things can cause ends to come down besides being bad yarn. Bad beamers getting their ends crossed. When the end breaks when they are beaming, if they don’t turn the beam back and find the proper place for their end, if they just pull it out, and it comes from underneath a few ends. Well, when you are running at speed, that end will pull
(100)
a bunch out. And that was the biggest trouble that I ever encountered where I worked, bad beaming. Because they went too fast, and the electric stop motion on the beaming frame didn’t always work and ends got fast and held the pin from dropping and they'd run on a couple of hundred yards before the beamer noticed. And then they couldn’t turn the beam back, they just scratched it out from underneath and then when the taper were running the beams off in the tape he’d have a bunch out. And he’d have bunches out all over the place. Picture number 6…
Six, aye.
R- Shows the finished warps in the store room. And then all on the left hand side, these are healds that have come out of the weaving shed ready to be, ready for the loomer or the twister to fix them on to the new warps. On the right hand side these are all weavers beams that have come out of the weaving shed and ready to be filled again. And in the roof there are all the heald racks, and healds that are not being used, the sorts that aren’t being woven, they hang them up at the top of the store place on racks.
(150)
(5 min)
How does that compare with Johnsons for being tidy?
R- I won’t say anything about that. I mean, I’m not here to criticise ...
Well I mean, it was noted was Bancroft…
R- Yes, for being dirty.
Oh, Christ.
R- Well, they hadn’t enough staff.
Aye, that was it.
R- It isn’t the taper’s job to clean up, sweep up, but whoever took these papers off, they had no need to leave them there, they have no need to leave all the papers here on the floor. I always made time to keep all round the tape clean and I had a labourer. And we always had to do. What went on at Bancroft wouldn’t do for Johnsons.
No, no, that’s it.
R- It had to be clean. Surgical dressings, and we used to have quite a lot of parties round from hospitals, doctors and sisters from hospitals. And they’d have been amazed if they had seen a place like this.
Yes, but the thing that used to amuse me was that we were weaving a lot for Johnsons at one time.
R- Yes, I dare say, but the hospital sisters didn’t know.
That’s it.
R- Now, picture number 7, this shows what is termed the donkey engine.
Well, both 7 and 8 show the engine but 7 really shows, the main interest in picture number 7 is the arrangement of the fast and loose pulleys because that’s the engine shaft on that side you see Horace, at Bancroft.
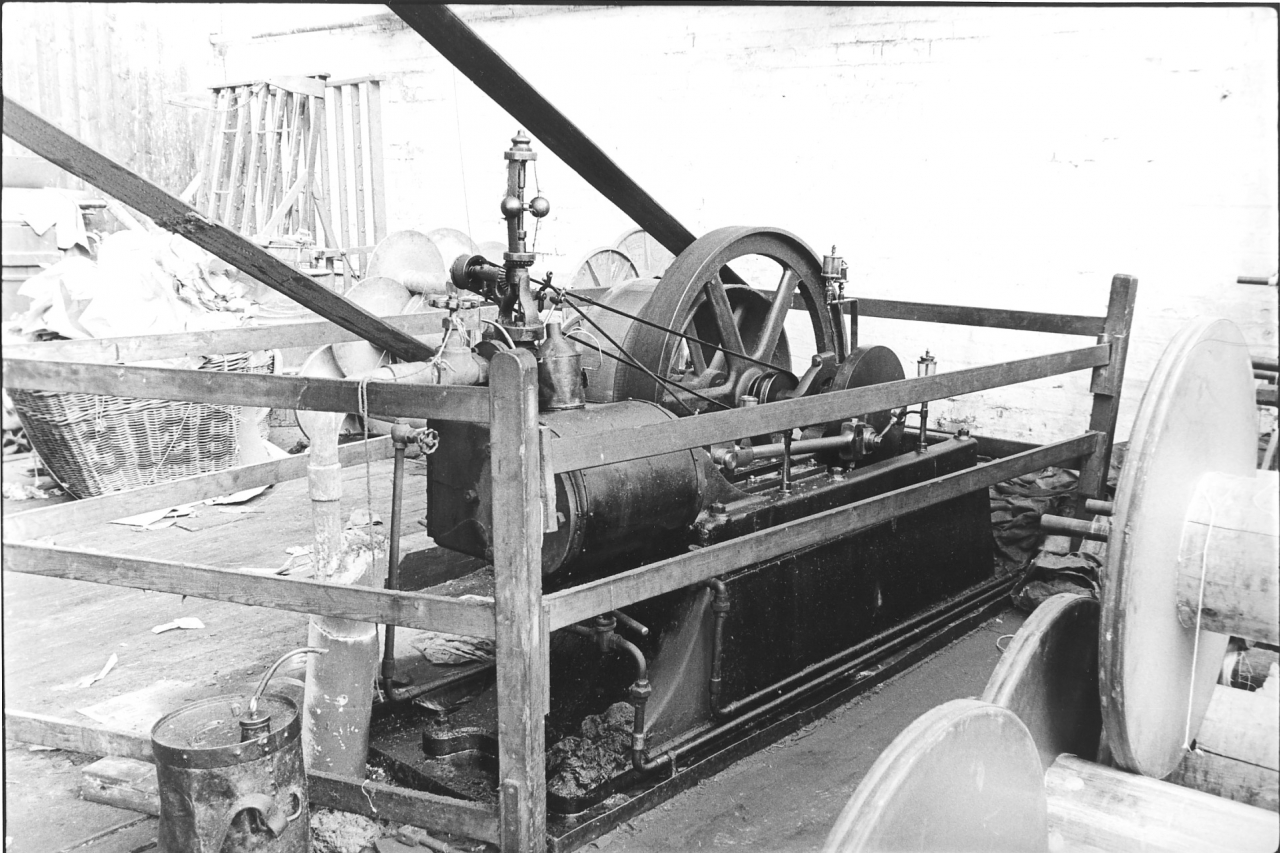
[8]
(200)
R- Well, a tape doesn’t stop for meal breaks during the day the same as they do in a weaving shed. They run from when they start at the morning till stopping time at night.
Now, what’s the, reason why… Why is it that a taper doesn’t like stopping a set of back beams half way through. If he is doing a set he likes to do that set, ideally, in one day doesn’t he, without stopping?
R- It’s not a matter of liking. When a tape stops and the yarn stops on the red hot cylinders, 50 or 60 yards of yarn, you’ve got all of it spoilt.
Yes, that’s it.
R- And if that’s in the middle of a warp it’s spoilt. You don’t stop in the middle of a warp whatever happens. If there's anything going wrong there is a slower motion, you go on to the slower motion and you don’t let it stop.
That's it, that’s that narrow middle pulley, isn’t it?
R- Yes, and when you’re doffing a warp you’ve not to let it stop above a second or two. You are forced to let it stop when you’re doffing a warp but what is most essential is to keep it going.
[This sounds like a contradiction but what Horace means is that you have to halt the process while you take the full weaver’s beam out and gait a fresh one. What the taper does is put the tape on slow motion so it is just creeping round and changes the beam as fast as possible. A skilled man works that fast that only the amount needed to gait the warp rolls off while the beam is being changed. The constant motion stops the yarn scorching on the cylinders. Damage to the warp isn’t the only consideration. If yarn burns on to the cylinder it means the sheet won’t run properly and tapers hate disturbing the finish on the cylinder surface, it leads to nothing but trouble.]
Aye, that’s it, yes.
R- That’s why they have a donkey engine. When it comes to the meal break and the main engine stops and all the looms stop, they start the donkey engine, and it is switched over on to drive with this chain here and they run till the main engine sets on again. If there’s a break down on the engine, what they try to do is tell the taper to start the donkey engine. They don’t want a tape to stop with the yarn down in the size
[Horace is quite right here. I only had to stop the engine once in an emergency and the engine man’s problem was that he had to make an assessment very quickly about the need to stop the engine. In my case it was a fraying rope in the warehouse which was causing a big mess and the men concerned couldn’t grasp why I shot upstairs to the tapes first before I dealt with their problem. Once the donkey engine had taken over no damage could be done on the tapes.]
That's it ... yes.
R- ... or else you have to start and gait up again. And it's a lot of waste, and there’s a lot of money [wasted].
Yes, we always used to, if we had to stop for any reason, we always used to - unless it was an absolute emergency - we used to send up to the tapes first, and tell the tapers that we were going to be stopping, and to get the donkey going.
(250)
(10 min)
R- Yes, that were the main thing.
Now, we are on picture number 9.
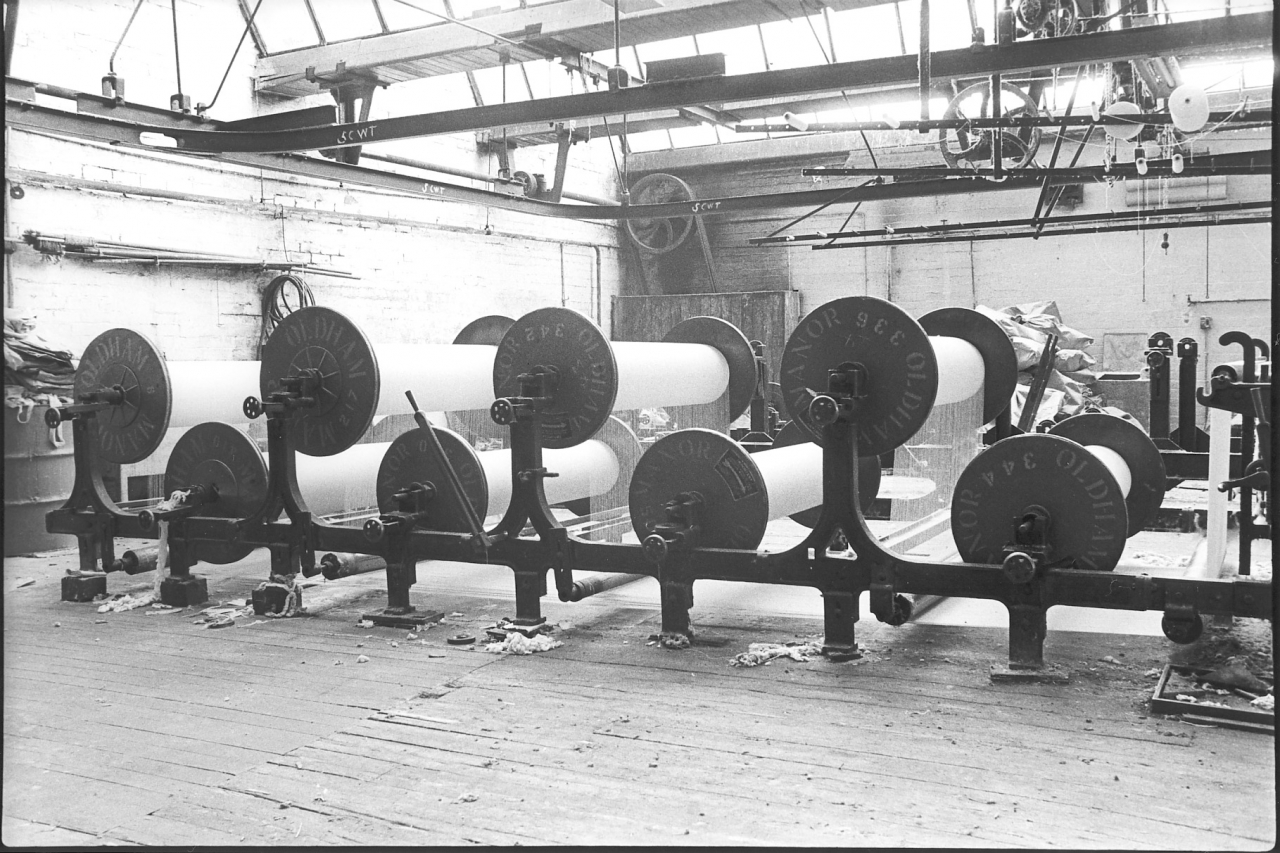
R- Picture number 9. Well, it shows the tape gaited up with all the beams in. They're Manor beams and there’s two, four, six, eight beams, and probably there'll be about 300 ends on each beam. That's eight three’s, 24 hundred, 2,400 – 2,500, depending how many ends there is.
Interesting thing about Bancroft tape, I don’t know whether you have noticed it. It’s the fact that it is raised up on blocks at the back to level it up. You see how there’s, at the front of that frame that holds the back beams there’s only just, there’s just a board under the front one, but as you get further back you get to a stage where you have got a brick and a wedge as well. Well, the reason for that was that the mill had risen underneath, and lifted that floor up, and the floor was actually arched.
R- But these have no loose feet on, these two at the back, or these three, why they are so high. Now, these have moveable feet.
That's it, yes.
R- They can…
Adjust them.
R- Adjust them to make it dead level. And you don't want this side of the beam lower down than the other side, or else this side’s running slack. You don’t get an even sheet into your tape. They have all got to be the same level and the same tension on. If you look, there’s [friction] clips on these beams, to hold them tight. Well, if you get this too tight, and one slack you’ll have tight beams and slack beams all in the same sheet. You don't get a good weave then, because the tight beam is taking all the strain. You've got to have them evenly tensioned. With experience you can tell, just
(300)
feel what weight there is on the yarn. And you go round and just feel at these clips, you can tell whether [they are right] They're not to hold it back, they’re just to keep it tensioned.
Aye, just to put a slight drag on, aye.
R- So that they are all running together, and when you come to stop they don’t run away. They’ve just to be so that when you stop they just pull up gradual. Now, picture number 10. It shows the side of the tape from the back right to the front. It shows the side shaft that drives the drag roller and drives the cylinders and drives the headstock.
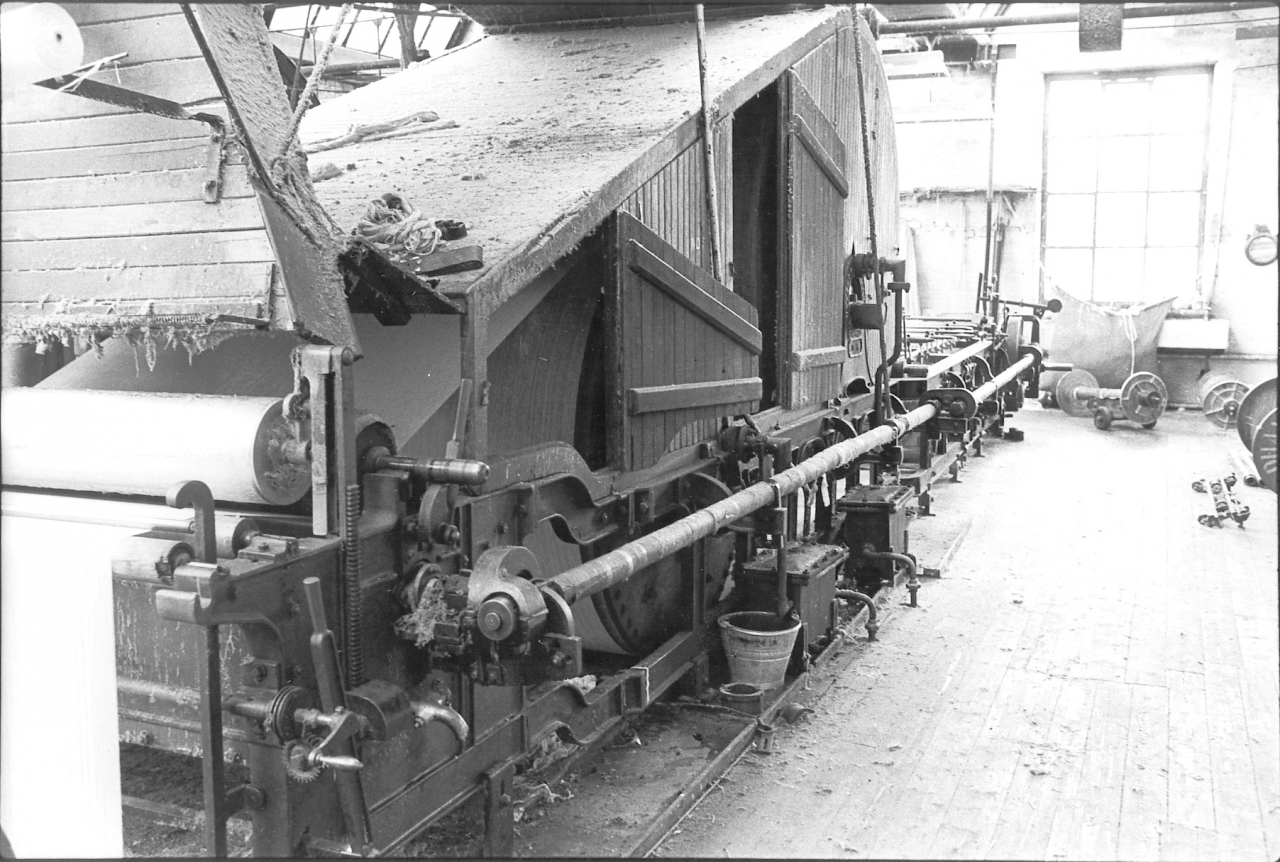
[10]
On that tape the cylinders weren’t driven Horace. They were just dragged round.
R- Well at Johnson’s it was such a light sheet, we taped the warps there, 400 ends of 44's. And if they hadn’t been driven, the strength of the sheet wouldn’t have pulled it round.
No, it wouldn’t have pulled the drums round. Yes.
R- It wouldn’t, they all had to be driven. And it were all friction, it weren’t a positive drive, but if you used friction you could tighten the friction up a bit if you thought that one cylinder were overrunning the other.
But isn’t it true to say Horace that it’s a good thing anyway to have driven drums because you don’t take as much elasticity out of your sheet?
R- No you don’t. And you can regulate the pull on the yarn with your front roller, your drag roller, if you put extra round of cotton on.
(350)
Ah, is that why they have it cottoned?
R- Two rounds of cotton or three, four rounds of cotton, you can tighten your sheet up. For a heavier sheet you can put more cotton on, you can just set it so as its tension’s right.
Aye, the drag roller’s covered with cotton isn’t it.
R- Yes. It isn't for fancy. It’s for your tension.
And I thought it was just for grip.
R- No. And sometimes, if your sheet is running slack, left hand side is coming slack, well, you put a piece of cotton on that side ... about 6” wide if it’s just about that much that that’s running slack. You put, and taper it off, about a yard or two, and run it on, and it tightens your sheet up at that side.
Aye. Now, well we’ll mention that again when we get round to the headstock.
R- Yes. And these doors, when you’re running, if you have any loose ends comes off the yarn, off the warp, or any breakages, they tend to run round the cylinder. If it’s sticky sizing they run round the cylinder.
(15 min)
And these doors are so as you can open them, and put your arm in, and cut what they call ‘lappers’ off. [In the local dialect, ‘lap’ is an alternative word for ‘wrap’.] And then they go forward with the sheet.
We used to get a lot of them at Bancroft Horace because those, especially that big drum on this tape that we are looking at, the surface was very rough and odd days I have seen it, and certain types of yarn, I’ve seen it pick threads up out of the sheet. They were sticking to it and you get a weak shop [in the yarn] and one would break and start wrapping round the drum.
R- Yes they would. It might have been sticky sizing, that would do it. But it’s usually when it’s poor yarn, loose ends coming through, they haven’t stood the strain and they have broken. We used to weave a lot of lints at Johnsons and that were 5's
(400)
count and it were usually very good stuff we got, there were no breakages on 5’s, it ought to have been like cracking band. [Strong string] Well, we got a set one time, and they were big beams, like these, and they wouldn’t hold their own weight from there to there, it were that soft and poor yarn. As you stood and watched them they were dropping, just that length of yarn, it wouldn't hold together.
Just from?
R - There to there.
Just from the back beam down to the bottom roller.
R- Bottom roller. It wouldn’t …
So what did you do? Cut that out or send it back to the spinner?
R – No. I complained, we sent for the spinners and they said they made, nearly all their stuff went for making motor car tyres. Well, I said God help them that are having the tyres. But it had never been cleaned right, there were pieces like chips in like bits of wood, and well, it were that soft it were just useless. So there were a consultation with the manager and this chap from the spinners came and then he came back in a bit and said “Will you do your best with it?” And a pound note or two changed hands and so… And that were from the spinner to the manager and I suppose that a few more notes stuck to the manager’s fingers. But I had to fiddle it out and do my best with it. When I sized it they wove all right, but they just wouldn't run off the beam. And that were the worse lot of yarn that ever I had. For fives, usually, run in lints, you had a lot of work with them because you were always doffing, because the warps were that easily, that soon filled. I remember one set, I gaited up, ran a set and made 23 warps and gaited up again in a day. I were on nothing but lints that week and I just took particular notice. That were I doffed 23 warps and gaited up twice.
That's going on a bit.
R- And laid them in, but they were soon full, you had no sooner doffed a warp, wheeled it to one side, got your other empty, and you were nearly ready for doffing again. I went round the back to see if everything were all right and came back and you were ready for doffing again.
How many cuts would you be getting on a beam? [Cuts are pieces of cloth.]
R- Four. Short ones.
What’s them, 100 yards?
(20 min)
R- Oh no. No it wouldn’t be. Well sets would happen be, well, on 5,000 ends, right full beams. There might be 100 yards cuts, but no, not so much. When I had run 23 warps that would be the set. But that’s a thing that’s gone out, they don't use lint in hospitals now there is no poulticing. They never weave lints at Johnsons [now] but one tape could have done with being on them all the time. But they couldn’t keep up to have more than one tape going because they wanted other things so they could have had more orders but they just couldn’t tape them, because they couldn’t cope with them. Now, that’s about all I can say about this picture. There is the steam trap down here, and there is a bucket here. I don't know whether it’s leaking or what.
No, I think that was there for emergencies.
R- What, if it got on fire or…
It were on fire more than once, were that tape.
R- Oh, I see. That’d be….
Trunkings were full of muck. Well, you can see it hanging down outside the trunking, the fluff, full of muck.
R- Yes, of course, aye. Well, at Johnsons they did away with all that, they got metal, the dirt didn’t stick to them.
Aye, trunking, aye.
(500)
R- Yes. New trunking, it cost £500, that’s a lot of years since. But they had them taken off, and a firm of tinsmiths came and measured up and put new trunking on. But before the tinsmith came they had taken all this away and they just said to him “We want new trunk making for this.” So he made it, they arrived, there were no doors in. So you couldn’t get in there, so the first day when I started up, when I had any lappers I had to lay on my back, here.
Get in between?
R- Right, reach right underneath. And that were how to get the lappers off for here. But he came and ...
But the factory inspector wouldn’t be right suited about that would he?
R- No he wouldn’t, he wouldn’t.
What was it like, did you run it without any trunking on?
R- Oh no. But I have been to firms where there was no trunking on. Just a right tall room and fans in the top, and steam just drifted up. I think it’d be Scapa.
At Scapa? Aye.
R- Yes. I think it were, or else another firm we went to, Ashton’s, the towel makers.
Yes, Ashton Brothers, aye.
R- Yes, They were weaving towels and we went there.
Aye, at Ashton under Lyne.
R- Yes. There would be about five double tapes, but not tandem, the same as a tandem bicycle, just these broad tapes and they were split in the middle, taping two narrow warps, Number 11.
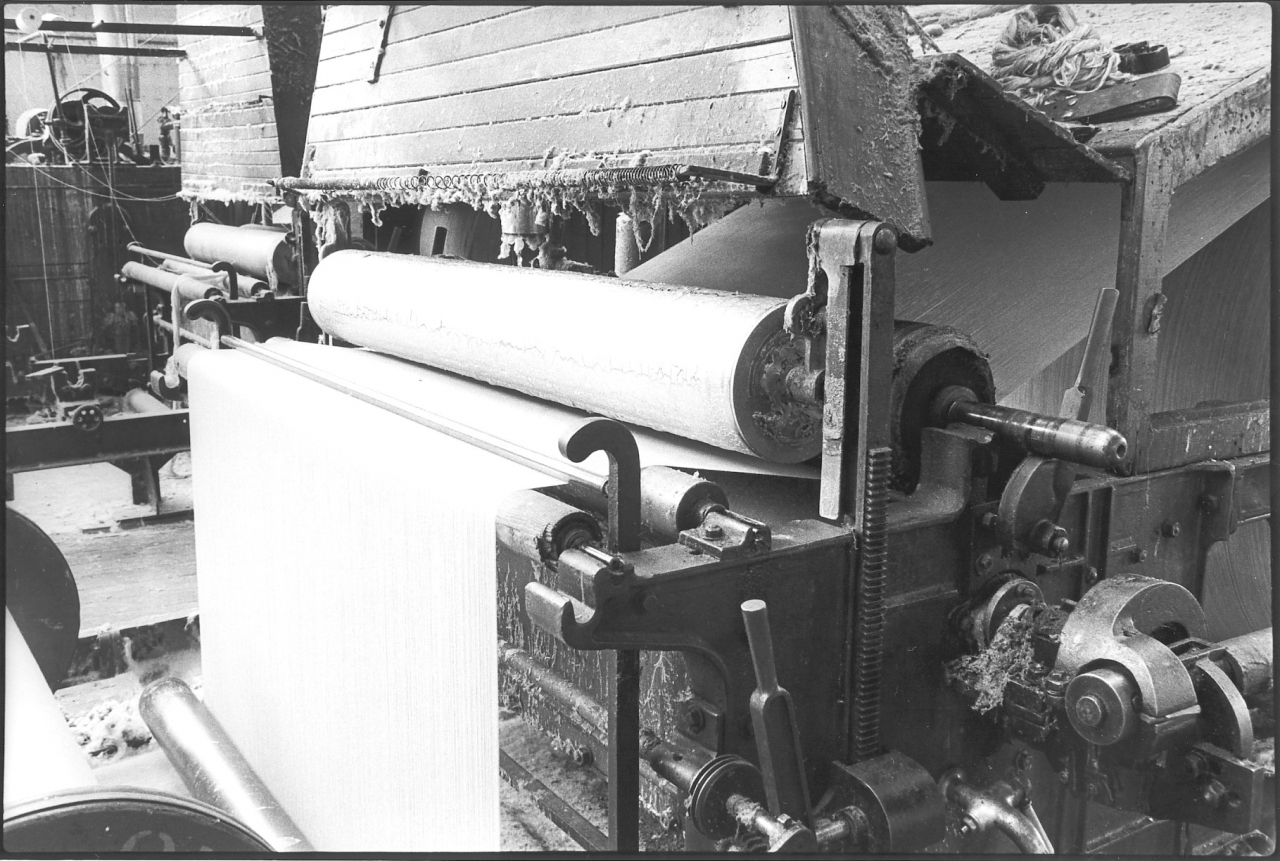
Number 11.
R- Number 11. This shows the sow box. And the yarn is coming off the beams on the bottom roller, up over two rollers here, and then this roller that you can see there, that’s the size roller. This handle here, you turn it and it turns the roller down into the size so that the yarn’s
(550)
immersed in the size when the tape is running. If we didn't do that, the yarn wouldn’t weave. Now, the next roller is the squeeze roller, that’s covered with flannel but the bottom one, the bottom roller is copper. The object of this roller, it’s very heavily weighted, I think it’ll be about 450lb here in this roller, is to squeeze the surplus size off the yarn and squeeze it into
(25 min)
the yarn you see. It has two purposes, it squeezes the surplus off and squeezes the size into the yarn. If it were just running through here, and no squeeze roller, it [the size] wouldn't get into the yarn, it would just be on the top. It wouldn’t coat all the ends.
There is something on there I have often wondered what it was for Horace. Where the sheet comes up from the bottom roller, and goes over those two rollers at the front, there is a little roller just runs on top of it, What’s that there for?
R- Well, I told you about tension in your warps. Now, if these hadn’t enough tension and they were slack and you stopped your tape suddenly, this yarn’d go slack. And this is what they call the drop roller. It drops down these slots and takes the slack. Keeps your sheet tensioned.
Takes the slack with it.
R- That’s a fairly heavy roller is that. But that’s the drop roller you can see and when you stop. When your set’s out, you have cut these loose, you lift this drop roller over here into these slots and it stops it falling out at the bottom on to the floor. That’s the object of that, if your beams run away, it keeps them tensioned. If you are running yarn with a lot of twist in and it ran away you’d never get started again. It’d all twist up …
Aye, now that’s snarl up isn’t it.
R- Snarl up, it’d all snarl up if there wasn't that drop roller.
(600)
Aye that’s it.
R- Now we run a lot of crepe bandages here. They were awful to run but they used to try and tape them. But as soon as ever they struck the heat they all curled up. You see they wanted, they wanted to [weave] crepe so we had to eventually run them dry, but that wasn’t a right success. You're running them dry, and if there's a loose end or end broke here, before it had got to the other end it had twisted round happen a foot of your sheet and that was a fresh start, cut your warp up
Yes.
R- So what they did eventually, they bought just the headstock and the beam stands and fixed the beam stands behind the headstock and the splitting rods the same as is at front, but no tape no cylinders.
No sow box, no cylinders…
R- No nothing, it hadn’t to be touched with any wet and then with heat or anything, or else it just creped up. And they’re weaving them, thousands of them, no trouble at all. Cling It, it's a trade name, Johnsons trade mark ‘Cling bandages’ for elbows. And ‘Conforming bandages’ some calls it, they conform to you. You see?
Yes.
R- Yes, and if you have your elbow or knee bandaged up, you can bend, and it keeps it tight all the time on the knee.
Yes. And then tightens up again when you straighten out again.
R- Yes. When you straighten out, with being crepe. But that’s the object of this drop roller.
Aye. Another thing about size boxes Horace, size is very corrosive isn’t it?
R- It is. There has to be no iron in it.
That's it. That box is cast iron, but it’s lined with copper.
R- With copper, copper lined. Oh yes it has to be.
Yes. That’s terrible stuff, isn’t it. Size can eat anything away.
R- It is, it can.
And another thing which always fascinated me about the tape was the fact that the bottom roller that’s under the squeeze roller in the size, the shaft through the middle of that is an iron shaft through a copper roller and it's split like a bow in the middle so that it can stand the expansion and contraction.
(650)
R- Yes, ah yes. But you see, here’s, that’s a wood roller, but it should be a copper one.
Yes, now, the second one’s a copper one isn’t it.
R- That’s copper. Not that, that’s a tin one.
Tin one? Aye, yes.
R- Tin one, and that’s wood. I don’t know why, and that’s a tin one. But that’ll be a lot stronger than the ordinary rollers because it takes a lot of weight.
Yes, they were a fair weight, but the one that’s the big roller that’s inside the size box, under the squeeze roller, we renewed that one. In fact you can see there on that how the gland’s leaked there, and that’s all size that’s drying out on the outside.
(30 min)
R – Aye.
Aye. Actually it sheared off at the end of it. It sheared off and we had to put another [spindle through it] And the way it was worn down was nobody's business, terrible.
R- Oh yes. Well I once had an end came loose. All the copper bolts worked out. Well, it didn't fall off but they were all working loose, and I noticed they were rocking about. And, they were all working out. And this bevel here is to lift the roller up on to…
Yes, on the squeeze roller.
R- Yes, lift it on to the top there.
Aye, that eccentric cam with the handle on it.
R- Yes.
There’s one at the other side as well isn’t there.
R- Of course, that’s to let it down is that one to let it down to squeeze. Oh yes and that doesn’t bring it up on to the top, but we used to have a pipe, and the labourer would come and put his part of the steam pipe on one end and I was on the other. You lifted it up on the top if you wanted to pull your flannel off.
Aye, on to that rest, yes, yes.
R- You see when you want to pull your flannel off or put a new flannel on.
Yes, actually, when we get a bit further on they are just trimming the flannel on that tape. Now then, 12 was just a picture I did of the bearing on the big cylinder because it showed the name of the maker.
R- Howard and Bullough, 1919. The tape as I were on at Johnsons were earlier than that but it were a double headstock. But the second headstock had been bought in 1925 off a place that must have gone bankrupt. They bought this headstock and not the cylinders. And this pipe out of the end, that is the drain pipe for the condensed steam.
(700)
Tell me about that, what we were talking about the other day, about a cylinder filling up with water. Tell me about that.
R- Well, there were two of us working at that particular time at Johnsons. I were on one tape and a chap were next to me on another, and I could see he were having difficulty drying it. He were going slower and slower and slower. And he says “I can't dry. I don’t know what’s to do.” So I went across to look and I tried his steam trap, there were nothing coming out. And I could tell then, felt at his cylinder, it were nearly cold, well, it were warm, that were why he couldn’t dry. And he went on running. I said “It’s your trap, it isn’t working.” But he went on running a few minutes longer and then there was such an almighty bang. And the weight of the water in the cylinder, It was, well, I’m trying to think, it was one of the biggest cylinders that were made…
Aye it'd be getting on for 7 or 8ft diameter and 5 feet wide.
R- It was 10ft circumference [diameter actually] I think. Would it be so much? I can’t just think now.
Oh it could have been more than that ...
R- Aye, it could, it would be, because when you were stood I were about here to it. And the other, the other half of the cylinder were way up well above your head.
Yes, aye. I know when they are out on the floor they are big uns, those big cylinders, they’re over head height.
R- Yes. And the shaft had broken, the trap hadn’t been working and hadn’t been getting rid of his water. And the tape had gone on running and it filled it with water till the weight of water in it broke the shaft off.
Yes. Well, one of those drums could easily hold a thousand gallons of water you know. And a thousand gallon of water’d be, what, it’d be about 10,000 pounds, you’d soon get 5 tons of water in.
R- Yes. And why that had happened, this were Monday morning. Now, we didn’t know what had happened. But inside this cylinder there’s buckets that catch the condensed water and leads out through the steam [drain] pipe. They’re fastened round the inside of the cylinder. Well, the weaving shed didn’t work Saturday morning. Well this taper complained about a bucket being loose, when the tape was running you could hear it rattling. So they'd told the plumber to come in at Saturday morning and the tape labourer were there, and took the lid off the cylinder and sent him inside to solder
(750)
(35 min)
this bucket on, which he had done. And they put the lid back on and the taper came at Monday morning and nobody said anything. He started up and when it all came out, the plumber had let a lot of loose solder run down into this bucket he had been soldering and he said this bucket had caught it and when the tape had started it had gone down this pipe and blocked it all up in here with solder , down here. The water couldn’t get out. Well, it was stopped ever so long, and we couldn’t do with that tape stopped, we were always busy, they had to run, and run and run whatever happened. We were working over at night to keep the shed going because it was such light stuff, the warps.
That was another place where the donkey came in handy, it meant your tapes could run on overtime.
R- Yes we could. We were always running.
Yes, we used to do that at Nutters fairly often. Now, 13, an overall view of the two tapes.
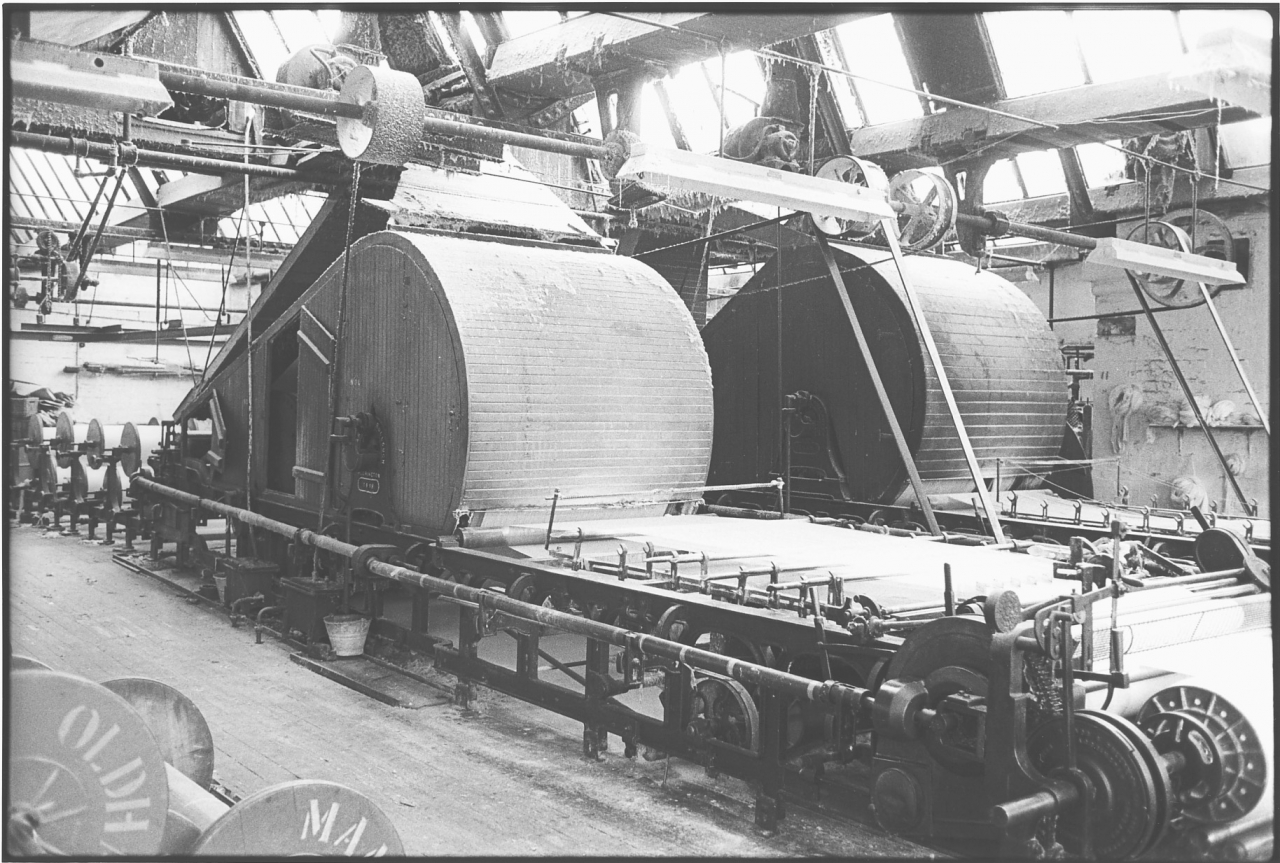
R- Tapes.
At Bancroft, because you can’t be expected to know it Horace, the left hand one would do a 56” beam but the right hand one wouldn’t. It was a fairly broad tape the left one, well, for Bancroft you know. It was a broader tape than the other.
R- Well at Johnsons they had two like that. They’d take 68” but they always ran two warps at once, they were split in the middle.
That’s it, yes.
R- But they did get some broad looms eventually and they had to be run in these tapes.
Yes, this were the broad one.
R- Oh, this one?
Left hand one, the 1919 one. That tape, the other one was 1903. You can get a good idea there from the way all the dawn was clinging to the pulleys and belts and pulleys and troughing in that room it…
R- Well it gives a good idea what conditions were like, for people weaving in a weaving shed. No wonder they had weavers cough and died young with bronchitis, the lungs full of sizing and china clay. This place, I don’t think it’d be swept but once a year, if then.
Well, I know for a fact that when that photograph was taken it was at least two years since it had been swept.
R- Yes, you see.
(800)
The only time they swept it Horace, it was when the insurance came, and played hell.
R- Yes, that was the only way.
That was the only time they did it and sometimes it used to make me wonder, the insurance men used to come and never say anything. In fact when this picture was taken, the insurance blokes had been not long before, and they played hell about the sprinkler pipes which you can see up in the top.
R- Yes.
They said they were going rusty in places. Now those pipes are very heavy gauge pipes on sprinklers. In fact I think they might be cast iron pipes. And sprinkler pipes, I mean, cast iron going rusty on the outside means nothing but they made us paint all the pipework in the taperoom.
R- Taperoom.
But they never said anything about all the dawn and muck up in the roof. And so what we did, we just brushed the pipe off and painted it.
R- But that’s the way it used to be Slingsbys, but they were always swept once a week and Slingsbys were a heavy size shop, china clay. And they did get a lot of dirt about but it was swept every week, there were no messing.
Yes of course, but as you say, they ran without a tape labourer you see. In fact, they used to labour for each other. There were two tapers, but Norman Grey went off poorly and never came back to work, he died, and Joe carried on running both tapes, he used to run one tape, and ...
R- While the other were being gaited up. Aye.
Yes, one at a time. And then Joe, and Jim used to act at being his tape labourer, the weaving manager was actually his tape labourer. I tell you! Everything was run on a shoe string at Bancroft.
R- Well, times were bad you see, it were either running like that, not having any spare labour about, or going bankrupt. And workers had to choose between being out of work and working under conditions like this.
(40 min)
That’s what I was telling you about. If you look at the traps on this nearest tape Horace, can you see the pipes coming off the vents at the top, you know, the air vents. Those pipes coming off there and going right up and out through the topping. When they had heavy sorts in there, if they had eights or tens, they’d have to open the vents.
R- They’d have to run with their vents open all the time.
They used to open the vents and let them blow all the time, because otherwise they couldn’t get the cylinders hot enough to dry it. Or at least, they could dry it but it meant running so slow that it were uneconomic. They couldn’t dry it quick enough, it was the traps that were wrong you know, those old traps, they were just absolutely buggered. In fact Joe, at one time, quite seriously, told the firebeater that that was where the steam came into the tape and it went out at the other side through the big pipe.
R- But you could always change your wheels here.
On the headstock?
R- If you go slow you could dry anything, dry anything. The lowest wheel would
be about 10 or 12 teeth or less than that probably. But you could dry anything on a tape. What the tape would pull the cylinders would dry if you change your wheels. But that’d be because you wanted to get on and get a lot
(850)
off. I used to run some very heavy sorts at Johnsons, 14s and what heavy stuff.
That 8’s was the worst stuff we used to do. It used to come from Castleford I think. A place at Castleford, and God, they were big beams. And I used to say as soon as we knew the tape had started on those you could open the stokers, both stokers up a notch. And that used a lot of coal on your stokers. And then opening them up one notch, it meant a lot of coal. And I used to say that it took about 1 ½ cwt or 2cwt of coal, to dry each beam that come off. And they used to laugh at me, but by God, they could swallow coal. And of course they swallowed size and all, drunk size. .
R- Aye, they would do. But these tapes, they were very efficient, these modern tapes are always going wrong. There was too much about them, the high speed tapes, they were always going wrong. But them didn't [The older types] The only thing that you could ever expect to happen would be your fan belts breaking, or your driving belt. If, when you had gaited up at the morning, and there were fairly decent yarn, and you got everything right, you could, if your warp’d last long enough, you’d go home.
Oh aye. I've seen Joe go off to put a bet on while the tape was running.
R- Yes. They were very efficient, there was nothing to go wrong. There were flannels in here for the friction. Well, they lasted a lifetime. Flannels and metal plates, the same with the clutch.
Aye. Yes, well, we’ll talk about that. We are talking about the take up motion at the front aren’t we now? Well, we’ll talk about that, we’ve got a better picture of that later on, and we'll talk about that then. Because, I’ll be quite honest with you, I’ve often wondered what the drive was inside there.
R- Metal plates and flannels, that’s all there were.
Yes. Picture number 14.
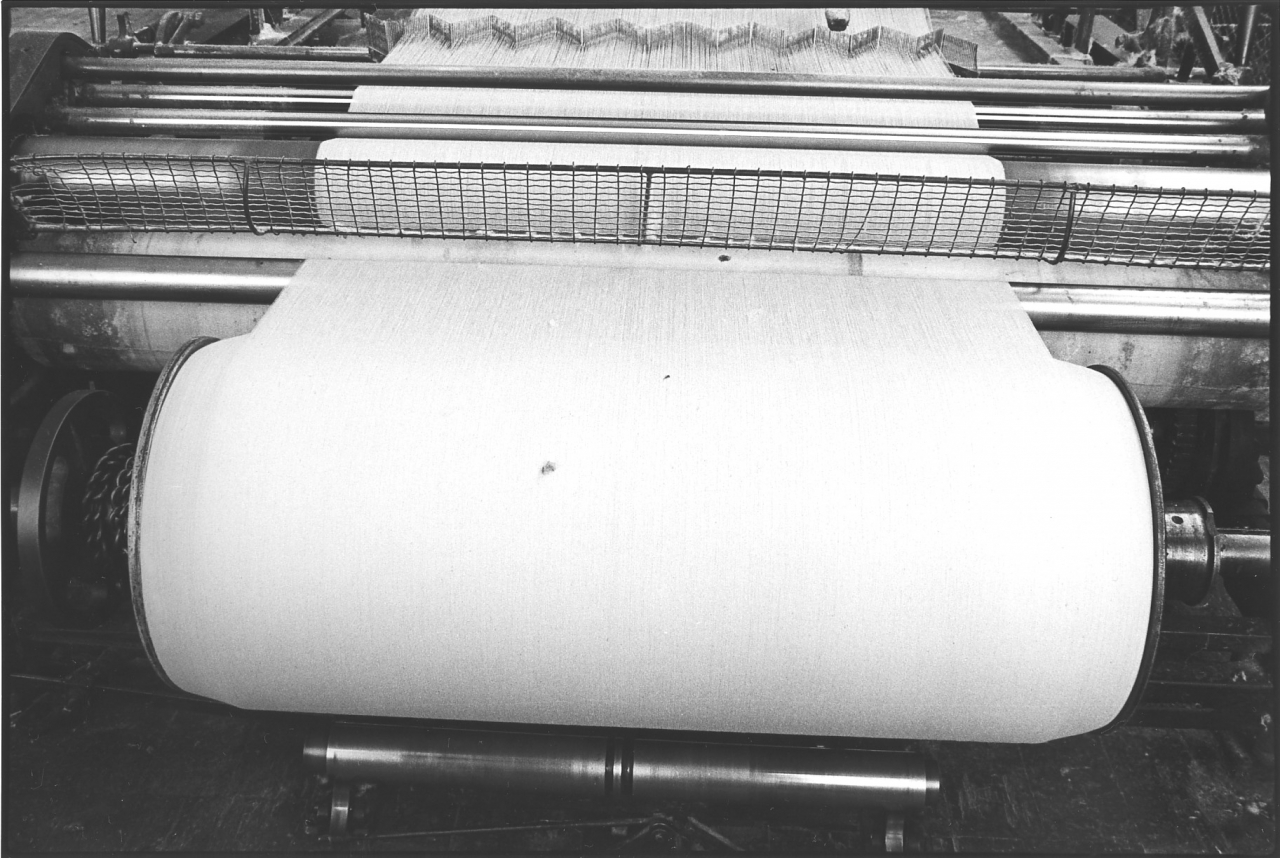
R- Picture number 14 shows a full beam. This is the front of the tape, it shows a full beam and it’s ready to be doffed.
Wire mesh guard.
R- This wire mesh guard is a guard to stop you getting your hands fast, but I’ve been used to another sort. It was a board across here, fit very close here, came here and it were on a swivel, you could turn it back out of the way when you were running slow and then when you got going again, you turned this board down so there weren’t any fear of getting fast in it. And a taper never wore a tie.
(900)
(45 min)
Aye, Joe once got his tie caught, and luckily the scissors were handy just at the side. But it could you know, it could kill a fellow just like that, couldn’t it.
R- Yes, strangle him before ... if there's nobody about it’d strangle him. I know a taper, his labourer had gone home one dinner time for his dinner and he were left alone and he reached underneath the tape to take a lapper off and on the tapes there should be room in between the two cylinders for your arm to go up.
Aye that's right.
R- Get your arm up. But on this particular tape there wasn’t and he got his arm up, reached under and got his arm in, and he were there all the dinner hour shouting and shouting and the tape running and eventually the labourer came back and heard him but they took his arm off.
Where were that at?
R- Spring Mill. It were a man called Denton Willis.
At Earby?
R- At Earby.
Bloody terrible eh? Because them cylinders would be red hot.
R- Hot cylinders. Anyway he were fast there all the time the labourer’s home for his dinner, and he lost his arm through it.
SCG/01 April 2003
6,830 words.
LANCASHIRE TEXTILE PROJECT
TAPE 79/AD/14
THIS TAPE HAS BEEN RECORDED ON THE 20TH OF JULY 1979 AT 16 COWGILL STREET, EARBY. THE INFORMANT IS HORACE THORNTON, TAPER AND THE INTERVIEWER IS STANLEY GRAHAM.
We are continuing the description of the photographs on taping in the Bancroft Folio.
So that’s picture 15, now then.
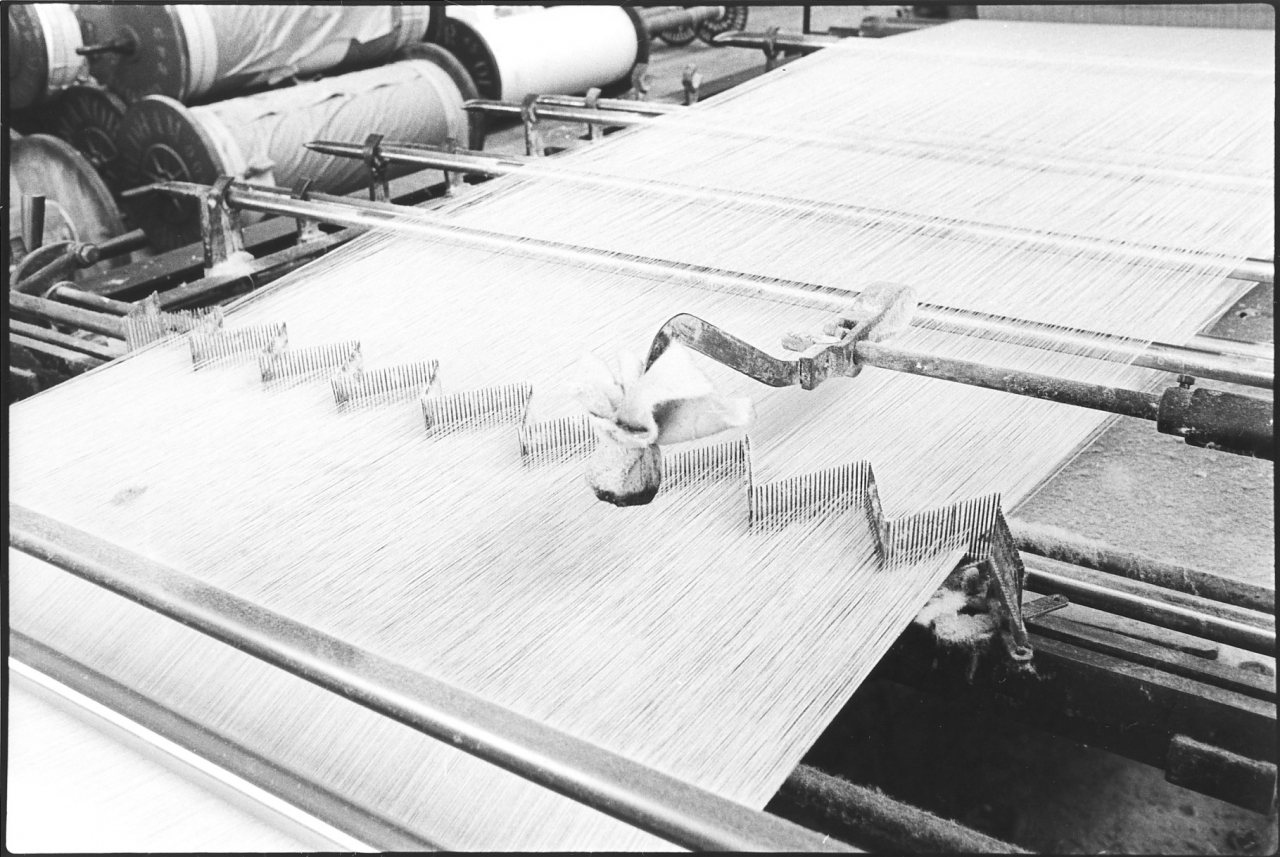
R- Now, this shows the front of the tape, and the sheet of yarn where it goes through this comb which is called a raddle. And at one side of the raddle you twine [turn] a wheel and it opens it out to different widths. If you are running 43” beams you can turn this in just to the exact width.
Aye, it’s like lazy tongs isn’t it.
R- Yes. And, or, at this side you can turn it from left to right, move it backwards or forwards.
Move it bodily, yes.
R- Because all weavers beams, there’s never two alike. And when you’ve doffed a warp and starting running again, your sheet might not be full up to the flange. It has to be right tight up to the flange or else they
(50)
won’t weave properly. Or the beam might be an inch to one side, so you move the raddle with the right hand side screw and move it till you are exactly touching the flange at each side.
That's it.
R- And then, when you’ve done that you get your speed on, see that everything’s all right, walk round the tape to see that your size is all right and it’s boiling and size is coming in, feel at your yarn, and if it’s the proper temperature, humidity, the percentage of moisture they want you can tell all that by feeling with your fingers whether they're soft or hard, whether you think there is enough size in or not. And then ...
There is also a bar on there, isn’t there Horace, that’ll lift the sheet clear of that.
R- Yes. Now when your set’s out you can turn that handle over and it lifts the sheet clear of the raddle, that’s when you are commencing gaiting up again. That's the only time that you use [lift?] your raddle, when the set’s out but I suppose we'll come to that later.
(100)
Yes, we’ll come to that in gaiting.
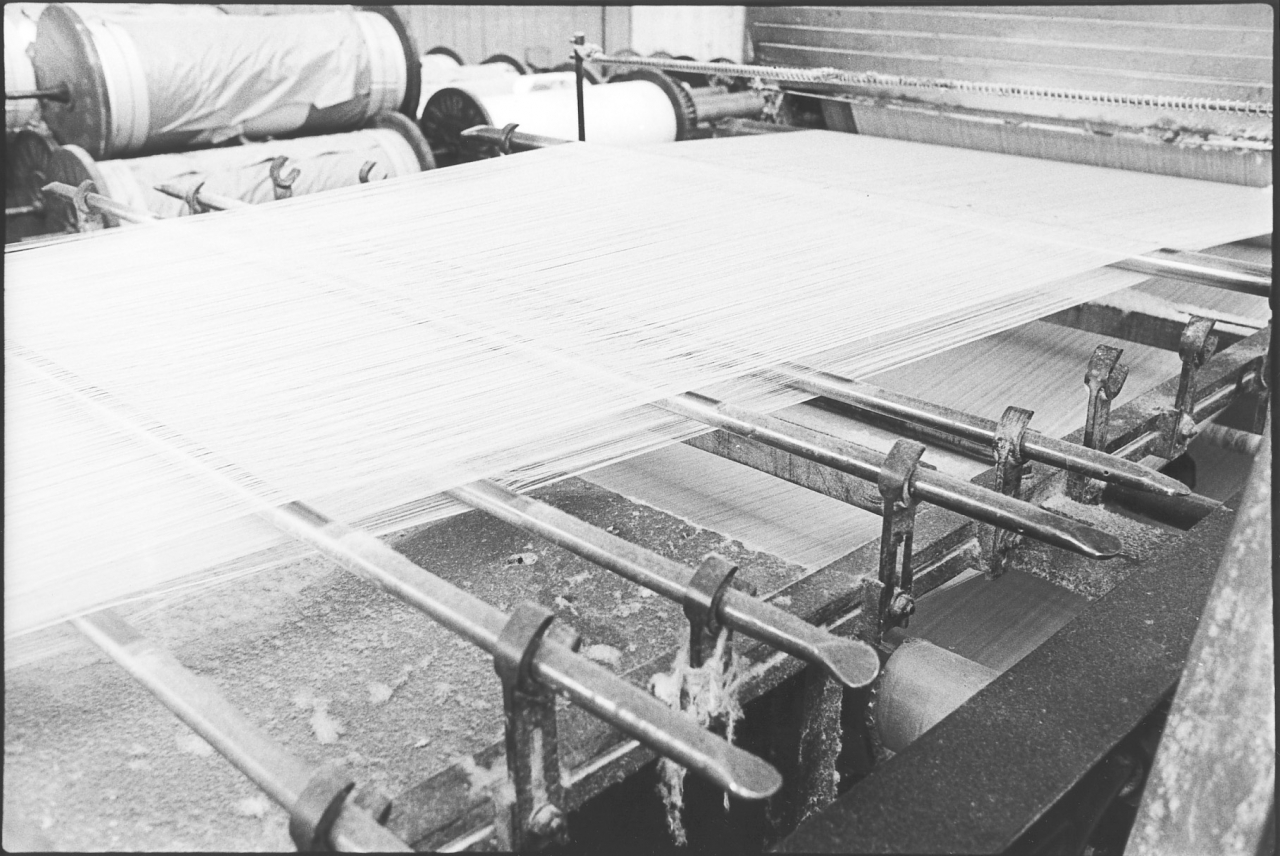
R- Now, picture 16, there's a rod across here with a spring on. Now that is for putting your side ends over or any spare ends. Now sometimes you’ll be running a set, two widths of narrow cloth, and you want a selvedge on each side of the cloth. So you put the selvedge on to the stand at the back and run them through and the selvedge is always stronger yarn than the warp, that is so as they’ll weave without the side of the cloth breaking down.
It’s very often doubled, isn’t it Horace. Yes?
R- Yes. Or it’s twofold yarn, Egyptian yarn. And you put your edge ends over here, and under these rods, and right into the centre here. If you have to have six edge ends at each side, you have six at this side, and then twelve in the middle, that is six for each piece of cloth, and then six at the other side.
Yes. They often used to run yarn through like that. And I can tell you when I’ve seen them use that as well. If they have had a mistake in a set of beams and it’s been happen, you know, four or five ends down or it’s been a very bad set and it’s been running badly, and some are going down all the time, they'll put ...
R- Yes. You put bobbins on at the back.
(150)
(5 min)
Put bobbins on a creel at the back yes.
R- To make the extra ends up.
Yes. And then those go over that spring.
R- Yes they do.
Yes. And some of them, and I think, if I remember rightly, that spring had a glass rod through the middle of it so that it’d run easy. Yes.
R- Yes. Well now then, is it on a winding, on a beaming frame that they can have these glass rods for the yarn to ran over? You used to get one of these glass rods, spare, off a beaming frame.
Yes well, that's what those will have come off.
R- And put it through there. That’s where it’d be.
Because we used to have an old beaming frame there and it were broken up. And I’ll bet that’s where those glass rods came from.
R- And they were usually blue.
Yes, that’s it.
R- And that blue was so you could see the ends running over in the beaming frame, that was the whole idea.
That’s it. Yes, they were blue. There was one at the front and one at the back.
R- And this raddle, when you’re gaiting up you have to see that you get a good sheet. And you reckon it up, and your number of pins in the raddle and it’d perhaps go five to a dent. And so you start at one side and you count them in, five in every dent from one to the other, that gives you a perfect sheet. It’s better for the weaver, if you didn't get a good sheet and there were a lot more in one place than the other, they tend to build up do the ends in that place. You have an uneven warp and put more tension onto the yarn.
(200)
That’s it, aye.
R- You’ve got to get a good sheet. And if a manager’s coming round, the shed manager, he’ll look at your sheet.
Aye in front of the raddle, between the raddle and the headstock, between the raddle and the warp. Yes?
R- Yes. To see if you have a good sheet.
Yes. What’s that there for?
R- That’s the marker. Now, you have a clock at…
Yes, we’ll get a picture of that in a minute or two.
R- Yes, that’s it. Now, them are all the rods. When the sheet’s running through the size behind it, it’s all stuck together in a mass. It’s almost the same as a sheet of paper coming through.
Is that the reason why they call them tapes? Because it is like a tape when it comes through. I’ve often wondered. Aye.
R- It’s like a tape, yes. Of course It is. When you finish and you’re running, when you’ve tied the fresh set on and you are running the spare through with no rods in it comes off like a flat sheet.
[When you are gaiting a fresh set of back beams you have to run the knots through before you start making a weaver’s warp you have an amount of wastage equal to the length of the sheet in the tape machine.]
That's it.
R- And if you want any thrums for tying up you pull them off.
[If the tape is split into smaller widths and twisted up it becomes very strong and is used for tying things up. The dialect name is ‘thrums’]
That’s it, yes.
R- And if the twister wants some for tying up with, he’ll come in and say so.
Yes, we’ll come to that later. Who uses them, the thrums.
R- I want some thrums, put plenty of size on.
Aye, and if you’ve got a lot of tomato plants want tying up and all.
R- Yes, and gardeners, anybody, they’re used in the garden for tying peas up, stringing beans or anything.
Yes that’s it.
R- Of course…
I’ve seen an old steam pipe hung up with them as well, I tell you, big bunches!
R- Yes, oh yes, and the taper uses thrums to tie his warps up with.
(250)
But when it’s coming off the cylinders it’s dry and it’s like a sheet of paper. So the weaver couldn’t weave it so you have to put rods in. You put a big rod in that splits your eight beams into four top and four bottom. And then you have another two rods to put in, in each sheet. You see there is one, two, three, four and he’s a carrying rod somewhere. No, one, two, three, four, five. He’s using one as a carrying rod because for a eight beam set, if it is an eight beam set, there should only be seven, it’s a splitting rod.
Yes. Now that isn’t necessarily the same set that we’ve shown on those other pictures.
R- Oh, I see.
Now wait a minute, wait a minute, let me just think. No it will be, it is the same set that we've shown on the other pictures.
R- Well, you see it’s four at the top and four at the bottom and you should have ... Oh, he’s right, he’ll have a four and a three and he has a rod to split every two you see. Five rods, it's right, but I don’t know whether there’s picture of em putting the bands in at the back.
(10 min)
Yes there is. Yes there is when we get on to gaiting. And now, 17 is an overall view of the headstock of that tape.
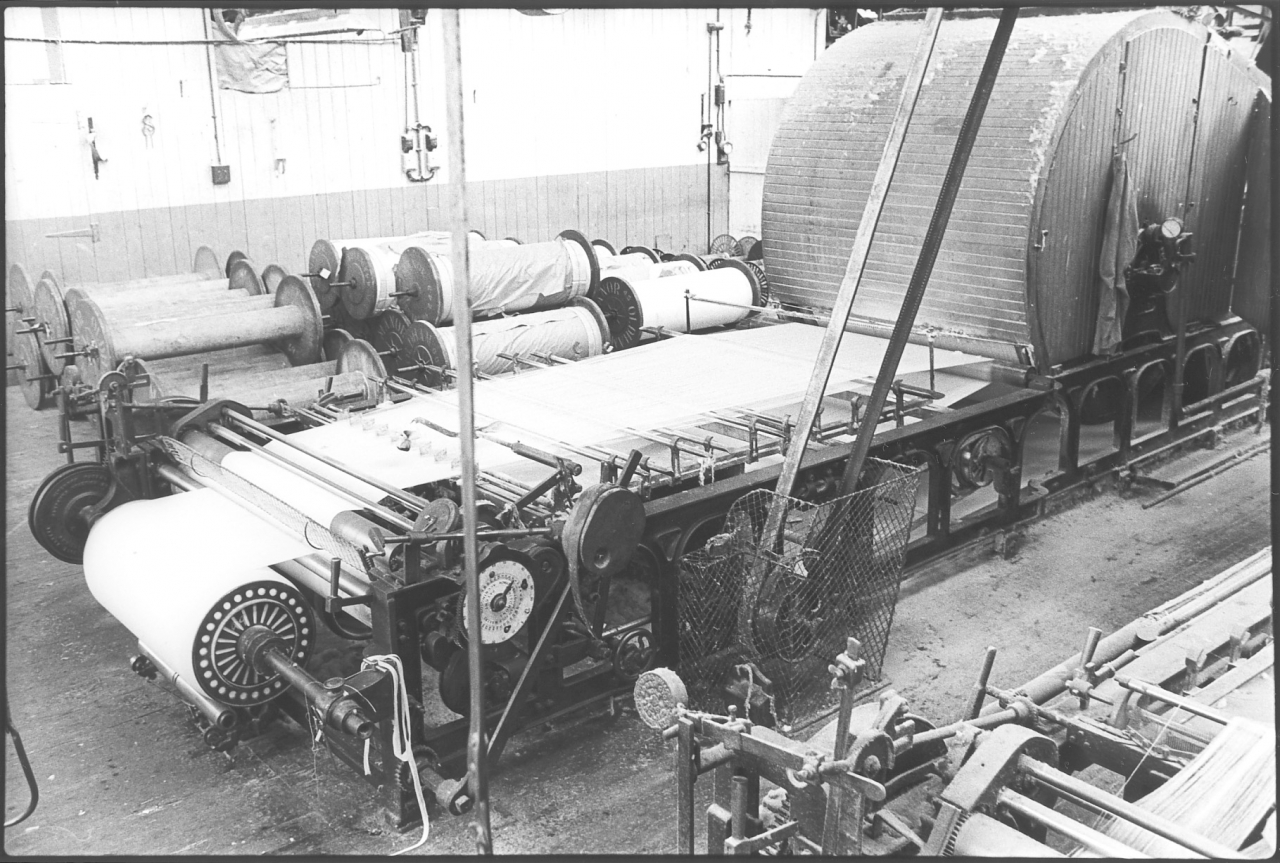
R- Yes. And number 18.
Now, on 17 you were pointing out that I have committed a gross error here through not knowing enough about the tape. And you were talking about the conical pulleys underneath.
(300)
R- Yes. Well, there’s two cone pulleys under a tape and one has the thin end, thin end of the taper at one end and the thick end of the other at the same end. And it has, say on a heavy tape, it’ll have three belts on for driving off the positive drive to the headstock. And now, the right hand side cone always goes at the same speed as the belt when it’s running at full speed. And you can vary the front end of the tape. Now when you've got running you feel at the yarn, and if you think it’s not drying and you've every pound of steam on as possible and it’s not dry you've to twine your cone down.
Aye. So you turn the little handle, that ...
R- There at this…
On this photograph it’s just below the weight on the lever that lifts the pressure roller up.
R- Yes. And you turn that handle, and it brings the belts nearer the end of the cone pulleys. Consequently it makes the tape run slower.
Yes, it’s like an infinitely variable gear, because the…
R- Drive, yes it is.
... large cone is opposite the small end of the other cone so that the total diameter is the same all the way across but it makes the ratio of the drive different.
(350)
R- Yes. And when you’ve been stopped for anything and it’s got very dry you don’t alter your steam you just twine your belts up, and make it go faster.
Speed the tape up until ...
R- But on the tapes at Johnsons they had a clock here.
Yes? A thermometer?
R- No. It’s the moisture content of the yarn. The humidity of the yarn.
Aye, humidity. Yes.
R- And it should be at eight, that’s the centre. It started at nothing, and went up to 12 I think. But you try to run it with your point at the top ...
What, it was about 8% was it?
R- Yes, and you had to set it with dials, you could set this. You had to alter it so that it .. I’ve lost the word.
You used to zero it before you started.
R- Yes. Zero it before you start. And you turn one and something else. You see you just did it automatically.
That’s it.
R- I’ve forgotten the exact [method] ... but you zeroed it at the morning, and soon as you got running and everything was steady, that point'd just stop at the top, and you're getting 8% moisture in. You could please yourself about the moisture content what you put in, but that were the best for weaving conditions. Well, if it started going down that meant you were
(400)
(15 min)
getting too dry, you twined up a bit. [speeded the tape up a bit]
Aye, that’s it.
R- For instance, it your steam were well up you’d be getting too dry. Now, if your steam were down and you were getting down, you just twined it down. Only an inch or two and you kept your eye on it till it settled down again. Steam came up again and you see there it’s [drying more] Steam came up and you could keep it spot on. If the engine was running right and everything else were right. And if you got a lapper on your cylinder that were going round and round the cylinder, that caused a damp patch, that were a good guide, your pointer would go over to moist. You knew immediately by watching that. You could be sat there on your stool and if went over quickly you knew that you’d a lapper on.
Aye, that’d be a good thing.
R- Yes. They were as good as anything that was ever put on a tape, Johnsons had them.
Bancroft didn’t.
R- No. But they had a name for them. And they were just fixed there and a wire come down, a piece of electric cable come down, like a wire come down here and there were a little screw here and you screwed it on there, it fixed on there.
Yes, that's it. Aye, just at the front of the cylinder, just where the sheet was coming off the cylinder.
R- Yes off this roller. That’s where you took it from.
Ah, off the roller, just where it comes up off the fans . Yes.
R- Yes, just there, off the roller. Aye. You’d tell immediately if there was anything wrong at the back but invariably it were a lapper on your cylinder. Or round your copper roller, anything you see? They were a wonderful thing, it took a lot of worry out of it. If you hadn't that, you’d always to be feeling and feeling.
(450)
Aye, you’d have to walk round and…yes.
R- Yes. And they had another thing, we called it the magic eye at Johnsons. Just like looking down a spy glass. And you opened the end of it and got a bit of size on your finger, dabbed it under this glass and closed it, looked through, and it gave you the strength of your sizing.
Aye.
R- Yes. Oh aye, it showed dark and light. And there were figures; all that you’d got to do was test your size and you knew whether it were going down and mixed right or not. Each tape, well there were one apiece, each taper had one. We called it magic eye but it had a name on it.
Aye. It would have a trade name. But there you are you see, these are the things…
R- They cost £12 each and they were worth their weight in gold.
Yes, but I mean these were the things I could never understand at Bancroft you know. I mean things like that and the same applied to the engine and the shafting. I mean, there should have been a rev counter on the engine and a thermometer at the chimney base, so that you knew what the flue temperature was.
R- Did you have any for the smoke or anything?
Oh aye, they should have the C02 meter, and the dark smoke meter but they didn’t.
R- They had them all here, they had them all down here but they weren’t working! They were working but they didn’t put papers in. [Charts]
Yes but I mean you should have these things because then you know what's going on. I mean even a simple thing like I always used to say that the simplest thing we could have had at Bancroft was a thermometer on the pipe that came down from the connies to the feed pump and then we’d know
(500)
(20 min)
what the temperature of the water was going back into the boiler. We didn’t even have that.
R- But Johnsons didn’t need high speed tapes that cost thousand and thousand of pounds that were always going wrong. That was the sort of tape you needed [like Bancroft], and that meter there and this spy-glass and taking care when you were mixing.
I know, one of the great things about those tapes, Jim said many a time one of the great things about these tapes at Bancroft, these old tapes we are looking at now, they were out of date and antiquated and old fashioned but the thing was that you could tape anything on them.
R- Anything.
Anything you wanted.
R- And when I had that double tape I could tape light stuff, I could tape the heaviest and two at once. No trouble, it just went on and on and on and on. And any special stuff or any extra heavy stuff, the tape that I were on had to do it. Now, the others were always going wrong, you couldn’t rely on it. The cylinders were covered with this Teflon.
Oh, this Teflon stuff. Yes, that’s it, non-stick.
R- Teflon yes. But seven cylinders, all covered with that. Well, your side ends are running round. Well, how long did you think it were before the side ends, strong two fold yarn had worn that stuff off?
Aye, it wore the Teflon off.
R- Yes. And they were sticking all round the cylinders. And you know, it had cost a fortune to have them re-covered. There were a hundred and one things that were wrong with that fancy tape that they got at Johnsons. Everything about it, whoever built that tape, they’d never studied the job out, they never had any conversation with the taper and asked him what he thought about it.
They weren’t tapers, yes.
(550)
R- Like the drag roller here, we always used a piece of flannel.
Yes, like those at Bancroft were covered with flannel, that one on that tape’s covered with flannel you know.
R- Well, this new tape when it came, it were covered with rubber. You know the same sort of stuff that they put on sand rollers with little pimples on. Well, that were the sort of stuff it was covered with. Now they couldn't get them perfectly touching. Well, just imagine with 420 ends. You started up and before you had run ten minutes all the ends had dropped down in these nicks, gone. So the firm had to come, take it off and put a rubber sleeve on. And then we run a week or two with this rubber sleeve on, it went all sticky, the rubber perished with the damp sized yarn coming over it all the time. And mainly at the edges where the side ends were, they had dug in deeper, it all stuck to your fingers. To get over that we had to cover it with flannel.
Aye, it got back to the flannel covered roller at the finish. Aye.
R- Back to the flannel rollers. But we’ll go down and have a look at that tape and I’ll show you a lot of snags that are still on and they don’t use, and things that were on they have taken off. At the back of the tape it came off instead of having a tin roller to go over, we had a heavy roller. Well, with Johnson’s stuff the sheet wouldn’t turn it.
Aye, too light, not enough grip on it.
R- And it were bowed. On the new machine it were bowed, it wouldn’t turn.
(600)
(25 min)
it so we had to miss that. And then, after that they had a splitting rod. Well, before the sow box there was a splitting rod. Well, after the sow box there were a heavy rod for splitting, it were better when it had been split before it got on to the cylinders. That were all right but first time or two, like when you stopped at night, your sized, your sheet would come off out of the sow box and on to these splitting rollers before it went on to the cylinders, you just stopped. Well, next morning when you come to start, your sheet had gone hard, it’d just stuck to these big splitting rollers.
Aye, dried during the night.
R- Just imagine, 420 ends, where it had gone to.
Aye, just pulled it in two.
R- So that were discarded. And all the cylinders, each cylinder had a separate drain pipe and it went in here and then along, the pipe went inside and into the bottom of the cylinder. Each cylinder had a drain pipe in. And after running a few months the cylinder started filling up with water. Well, they took them out, and where they went in at the shaft end, well the weight of the cylinders had been bowing them down and it had worn them through, they had lost all the suction. A hole in just where it went in at the shaft end. They were all alike. And each one had a mercury switch on, well sometimes they worked and sometimes they didn’t. They’d get the electrician in and take the glasses out and get them going again. You see, you could set the temperature, each cylinder had a clock on for setting for the temperature. Well, sometimes they worked and sometimes they didn’t. But what good were they on stuff like this? No good whatever. Well, I were new on to that tape and we were sent to where they were making them for a month. You went every morning.
Where were that at?
R- Darwen. That was where they were making them. It were a sizing firm that had getten one of these. Pratt’s were making them and they’d put one in there, and they had a contract to learn tapers that were used to the old tapes. Well, you got a month. After the first week I went down to Johnsons to report and go over there. And “What do you think about it? Grand do yonder, aren’t they?” I says “They are no bloody good at all!” Brrrr! He blew his top right away, “What makes you say that?” “Well - I said - A tape that I’m supposed to be learning on, there were three fitters round it all the time, and a taper and a labourer, all the time I have been there this week there were things dropping off it. Now that’s a good recommendation isn’t it?” Anyway, he said we’ve bought it, it’s ordered and nothing can be done about it. “You’ll have to carry on.” So eventually the tape come to be ready.
(30 min)
(700)
Well, I didn’t know what should be on and what shouldn’t be on. If they give you a new article and say “Now then, it’s ready.” I started it up. Crowther says run it on slow a bit. So I ran it and tried various things to see if they were working, and put a bit more steam on and all at once there were an almighty bang and there was a big driving chain came snaking out from here. It drove around every cylinder. About so square.
Aye, about an inch and a half across, right.
R- Yes, it drove everything right from the back to the front you see. A big chain snaked in a heap and finished with one end were fastened to the stretch meter, your tension meter they had here. And “Hell! What happened there!” I started looking round, it had come in two. You know, these here patent links, well the link had been put in, but the plate had never been put on.
Aye.
R- We couldn’t find any plate anywhere and the bit of clip to put on.
Aye, the split link. Aye.
R- Aye, that were missing altogether. Well, it had spoiled this stretch affair. There were two on, there were one there and one there, to regulate...
Tension, aye.
R- Tension meter. So that meant a new one and straighten a lot of guards out that were hanging about. There were supposed to be guards all down here, well they should have been fixed with Allen screws, some had one in some had two in and they were just falling about. So I ran it about a week empty and it gets to Monday morning, “You mun gait it up.” So I gaited up and were running the best way I could. And there’s a chap come on, I knew who it were, it were the traveller for them that had the job of selling them, and he started looking round, and he says Where’s this such a thing? And I don’t know. Where’s such a thing, where are your feelers for your moisture content? Well, I told him, this is what I’d been put onto. He said there should have been three feelers across here on a rod like you could let it down, when you got going you let it down, so as that there were some feelers rested on your yarn.
Yes, across where it comes up near, just at the front of the cylinder, first cylinder.
(750)
R- Yes. The same principle as here on this roller. The same principle as on the old tape where the moisture meter were. Worked to a big fancy box here like a television. There were flashing lights, and red lights and green lights and dry and wet and one thing and another. Well - I says - I don’t know, that’s as I come on to it. And he started looking round, he said they should all come in a big box, they’d all fit into a right big square box. He says, have you seen anything of a big box? I says well, I am not working here usually, I’m working down the other shed. And that were the first I had seen on it. He started looking round and he says well, I've found the box, it’s up there, full of bricks. It was where they had been breaking a fresh doorway through and they started throwing these bricks out, hundreds of bricks. And I was still frigging about this machine and he come back in a bit and says I’ve found odd bits but they are all under the bricks. The chaps that had been breaking this hole out, they wanted something handy to put the bricks in, so they filled that. And then when it all come out there’d been such a rush on for these tapes, they hadn’t enough fitters for the machines that were going out, so a fitter’s come and, and he’d put on what had landed and got a semblance of a frame up and then when he had done them he went away. Well, in the meantime some more parts came, but of course Johnson’s couldn’t wait for the fitter coming back and they set Stuart Nutter on, that was a lad, an apprentice tackler, to carry on assembling the tape. And that were what had happened, they’d set him on but half of it weren’t put up right. There were keys and all sorts hadn’t been tightened up, all these guards here that had one Allen screw in, he’d put the chain on and not put the clip on. I suppose he had never seen one before.
(35 min)
So there were no case against the firm then?
R- No. And all the things that should have been on here and everywhere else were in the bottom of this box, under the bricks.
Aye, if he didn’t know what they were he had left them in the box.
(800)
R- No, he left them in the box. Well, I doubt whether he’d be able to read blueprints, if there were blueprints with them. There were all sorts missing, you never saw such a shambles in your life. And it were a rubber roller behind.
Which?
R- The squeeze roller were rubber. So when you tied up, if you tied any big knots and ran them through, the roller didn’t lift high enough up for them to go through. Well, if the knots caught two er three times, the rubber didn’t give way. It left holes in the rubber, left dents in the rubber. So when you started running there were wet blobs all across your sheet.
Aye, it were where the dents were in the rubber.
R- ... all across your yarn. You never saw such a thing in your life. So, the rubber roller had to come off, be taken off, and we had to start with a fresh roller with flannel on. And there were these bearings that never wanted oiling that seized up the first week, the blacksmith had to burn them off.
Those were in the sow box itself. Aye.
R- Yes. Blacksmith and Bob Taylor, they’d got to bring the acetylene burner and burn them off. These eccentric rods, you know how they worked. There’s right big boxes here, all the drives go into a big box and were inside here and there is nothing loose here. And the big box at that side and row of buttons. Well, they broke loose here, there were some wheels in here inside this box and they broke loose.
So that new tape had the eccentric rods on at the front, just the same as the old, that would go up and down.
R- Just the same Up and down, yes.
Why do those rollers at the front oscillate like that?
R- Well, it breaks your yarn up and makes you a better sheet. And if they weren’t, it were just like going over stationary rollers, they tend to drag and drag into ropes. But with moving like that, they don’t get chance to get into ropes, they are hitting and missing you see?
(850)
So the next picture’s 18.
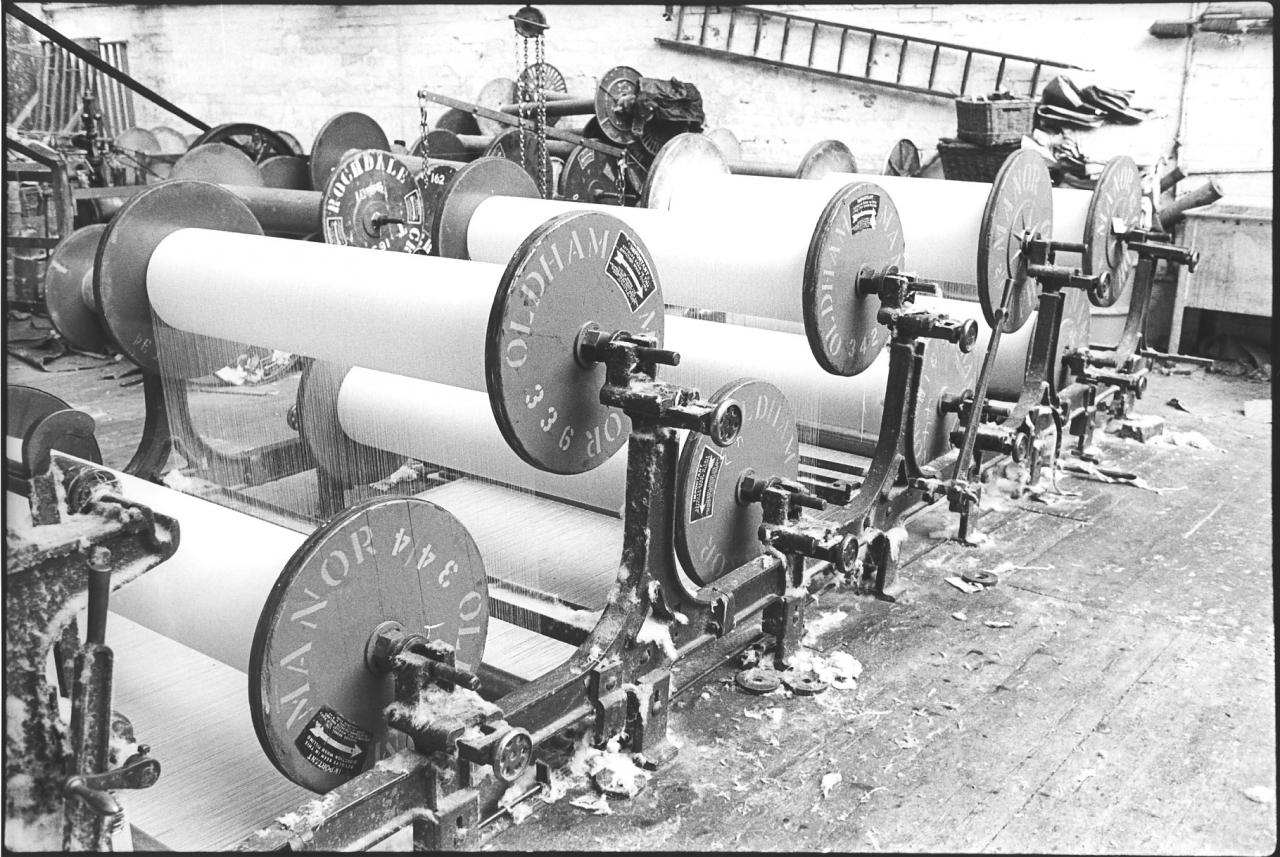
R- 18.
And that’s a view of the creel, from the other side obviously.
R- Creel. Aye, this is the taper’s side, what they call the taper’s side, the taper always works down here. He can work from the other side if he is taking lappers off, there is a beam here with a lapper on the side, there. Yes, you see. you see.
Aye. That next to the back beam at the top, yes.
R- The end’s broken, it’s perhaps a rough piece on the flange. These were wood some of them.
Yes they were, they were all wood them.
R- They were wood, and if there were a little, if they had been damaged in a little splinter it’d bring the edges down, and that left one or two or three ends short on the warp. And if they didn’t watch out what they were doing it built up and built up did that, and then when the beam got lower down, the edge would fall over, get fast in the ends at the side and bring a lot more out. That were a thing they used to have to watch.
I noticed many a time, with these Manor beams, they used to have some spare ends on one of the beams many a time, and he used to go up now and again while it was running and cut that lapper off.
(40 min)
R - Yes. Well, he’d have to do.
He’d slow it down, and go up and just cut it off while it was going round.
R- Well, if the taper wasn’t careful when he was cutting a lapper off he’d dig his knife into the wood side and that damaged them as well. But there’s a strap on down here and that appears, the same as we used to do if you couldn’t get enough weight on with a clip. You fastened the strap here, wrapped it round the pike, and hung a big weight on you see. [Pike is the dialect name for the end of the shaft that sticks out of the end of the beam]
They hung a weight on here, yes.
R- There is a strap there. And that’s what he’s been using to put a bit wore tension on. Take the clip off and put a strap on and a weight on. Just hung over it, just giving enough tension to hold it from running away.
Aye, the next one’s 19. That’s the view of the complete back end of the tape.
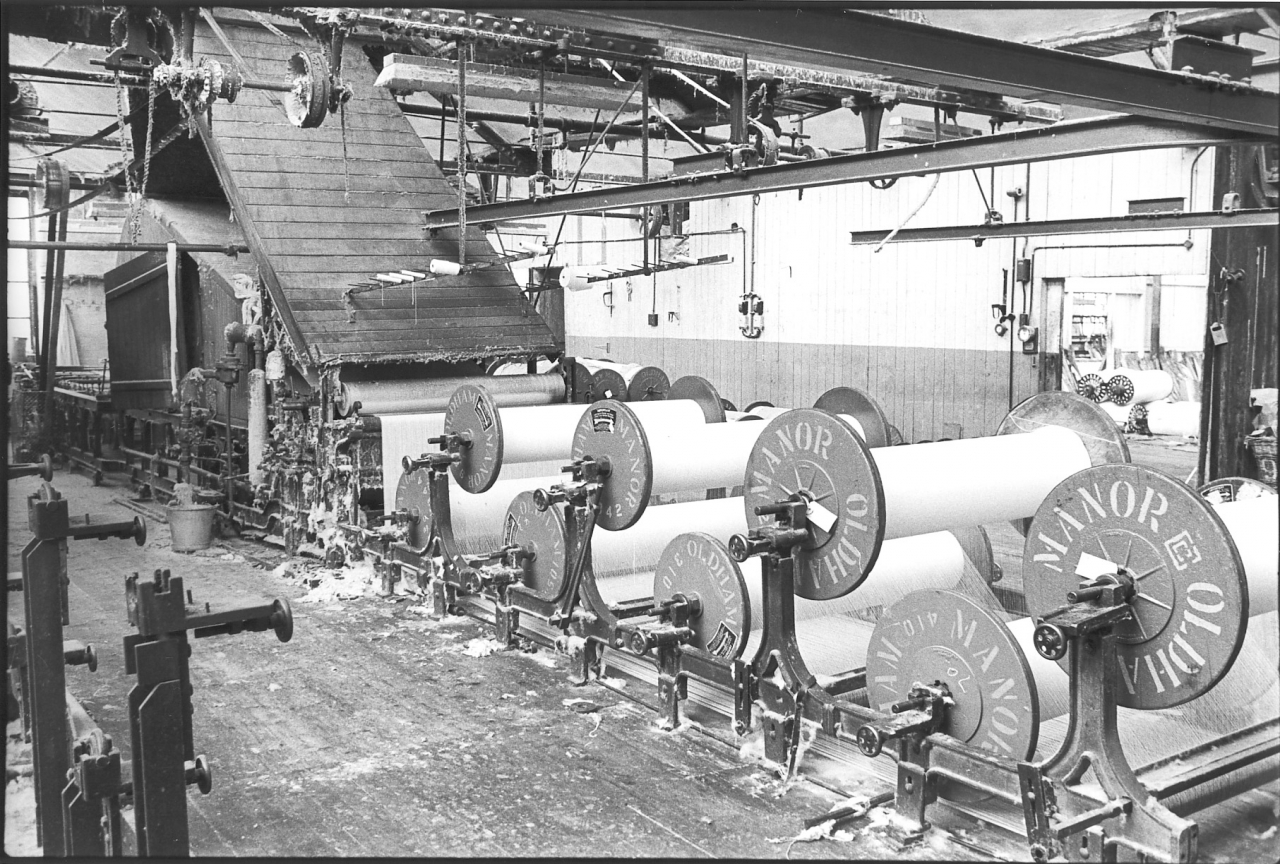
R- This is the back end of the tape, yes.
You can see that creel on…
R- There’s the creel there where they put the side ends on. And when you have been taking a length of flannel off the roller, you might show it further on somewhere, yes.
Yes we do. This creel we are talking about is just in the front of the trunking, well, actually, it’s the back, looking from the front of the tape. But it’s just near the trunking, over the sow box. And it has rods stuck out each side, and you can put up to about, oh about twenty bobbins at each side.
R- Twenty on, but at both sides, twenty at each side. That’s about the limit of what you use for side ends, twenty ends.
(900)
And then they had another creel as well, a bigger one that they could put at the back of the back beams and use it to make up the numbers on, use it to make up the numbers if they were short of ends on the set.
R- It depended on the size of the place you were working in. With us you could get twelve and then you were up against the wall.
Yes, well, we could put another two on, there was another two frames, there was another piece ....
R- Aye. Two, four, six, eight. Yes.
Yes, there was another piece that’d bolt on to the back of that casting there. They could put another two up but it meant you couldn’t get round the back of the tape.
R- No. That were it with us, you had to push, it were a push to get round, especially with these big 26” flanges. And then ...
Picture twenty.
R- Picture number twenty, this is the old size beck where you mix your size in according to the strength you want it. So many buckets of flour; sometimes it’s farina, that’s potato flour, or sago flour, that’s the best, and cornflour. It makes a very hard, harsh size does cornflour and, and sharp.
Yes, they were on sago flour and tallow at the latter end.
R- Tallow and sago flour needs a lot of boiling. But cornflour, you used to have to leave it soaking for days on end to soften it, steeping it.
Aye, to get it till you got the grains to burst, you've got to get to burst, aye.
R- Yes, burst, yes you had. But sago flour you had to boil it one hour, sixty minutes, to be thoroughly mixed. If you didn’t boil it enough you left your sizing harsh, and then it used to wear the healds away. If there were a lot of new healds being wanted and breaking, worn away, that were one of the causes. The main cause, the roughness of the sizing, it hadn’t been boiled long enough or wasn’t pure. It came across from abroad did the sago flour and they tell me that it was dumped on the sea shore, and that was where they got the sand in see. You’d got to be particular about that. And it were the sago palm it came out of, they were palm trees and they were cut down and broken open, it were the pith inside. It isn’t a fruit, it’s the pith out of a sago palm.
(950)
(45 min)
Yes that’s it. I didn’t know that for years you know, I often wondered where tapioca came from, which is what it is, tapioca isn’t it?
R- Yes, sago, and that’s what it is, it’s the pith out of the sago palm tree. And whether they, well I suppose they keep planting more sago palms, you’d think. Or they’d be the same as the forests in England that had been cut, they’d all have disappeared by now. But anyway, there doesn’t seem to be any shortage of sago flour. And good sago flour is good, it’s the best thing there is for sizing cotton. But for very light sorts, locust bean flour, that’s the best.
Aye. That’s gum Tragacanth isn’t it. That’s what you were on about,
R- Gum Tragacanth yes.
Aye. Well, now we've come to the end of the first section of pictures which more or less gives us a look round the tape room. And the next picture we come on to is the first in the set which deals with cutting a set out, cutting an old set out and gaiting the tape again. So the sensible thing I think, is to leave it now and start the next tape at the beginning of cutting out and gaiting and then we don't get a break in between.
R- Aye. Righto.
So we'll call it a do for today Horace. Thank you very much.
SCG/03 April 2003
6,298 words.
LANCASHIRE TEXTILE PROJECT
TAPE 79/AD/15
THIS TAPE HAS BEEN RECORDED ON THE 21st OF JULY 1979 AT 16 COWGILL STREET, EARBY. THE INFORMANT IS HORACE THORNTON, TAPER AND THE INTERVIEWER IS STANLEY GRAHAM.
This tape carries on with the descriptions of the taping pictures in the Bancroft Folio. We are starting with cutting out and gaiting up a warp. Now, let’s start on picture 21.
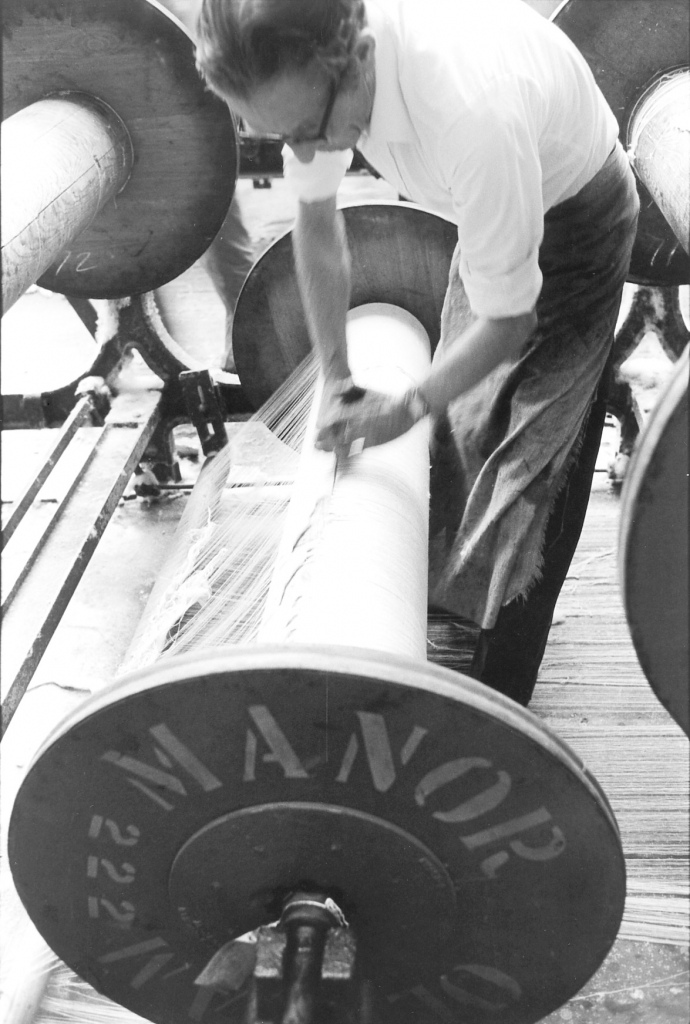
R - This shows the labourer cutting any surplus yarn that’s left on the beam.
There's just one thing before we start Horace, I think I’d better point out for anybody that’s seen all the pictures, of course they’ll recognize the labourer. The fellow that’s acting as tape labourer is actually Jim Pollard who was the weaving manager, and the reason that was going on will be clear here for people who followed the conversations up to now, was that Bancroft was in a very poor way and we couldn’t afford any spare labour, and so Jim was acting as tape labourer. In the days when we had two tapers, Norman Gray and Joe Nutter, they used to labour for each other. They used to work it, try and work it so that they weren’t gaiting up at the same time. And of course Norman had to go off poorly and never came back, he died in the finish. So Joe was taping on his own using two tapes. Of course he only ran one at a time but Jim used to go in and do his labouring for him. So the fellow that we see as tape labourer is actually the weaving manager, Jim Pollard.
(50)
R - Yes. Right ...
And on 21 he is ...
R- He is cutting, what they call cutting out. He is cutting any surplus yarn off the beam. They are all supposed to be, for instance 20,000 yards each, but if you have had more weight on one back beam than on another, the one that’s had the least weight runs off first and leaves surplus yarn on the others and they all have to be cut off before thy go back to the spinner.
So in effect what happens is that as soon as you get one back beam run out you stop the lot of course.
R - You stop.
And then anything that's left on the others has to be cut out.
R - It's waste is that.
Yes. Picture 22.
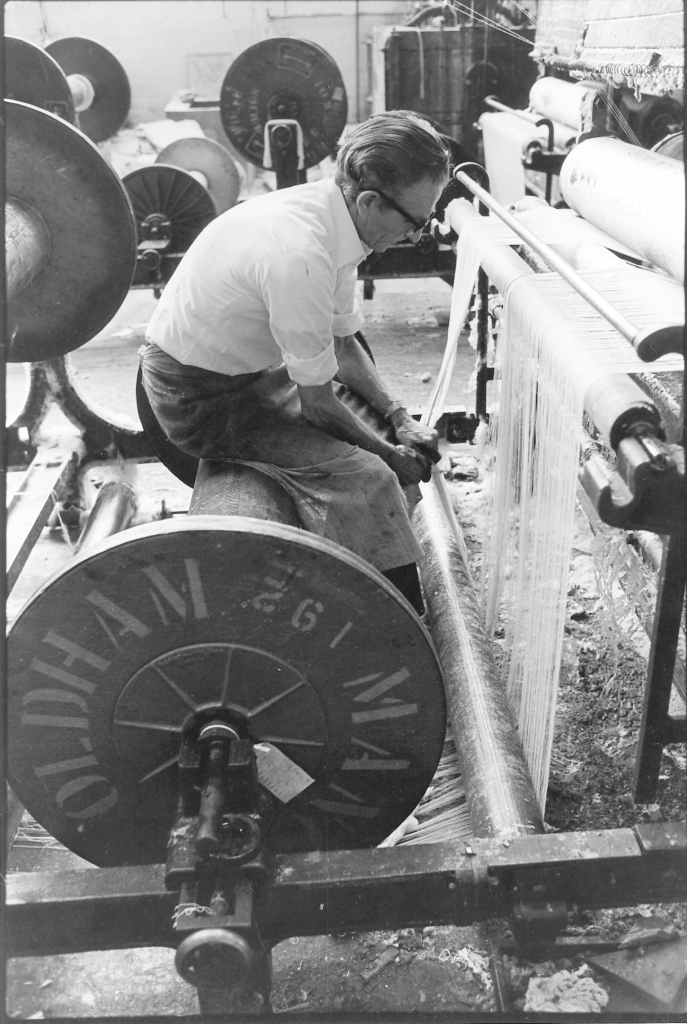
R- Twenty two. The labourer has cut the yarn off and after that he starts taking the empty beams away; and the loose ends of the sheet are left hanging there to tie the next set of beams to. Now, here it shows him…
Picture 23.
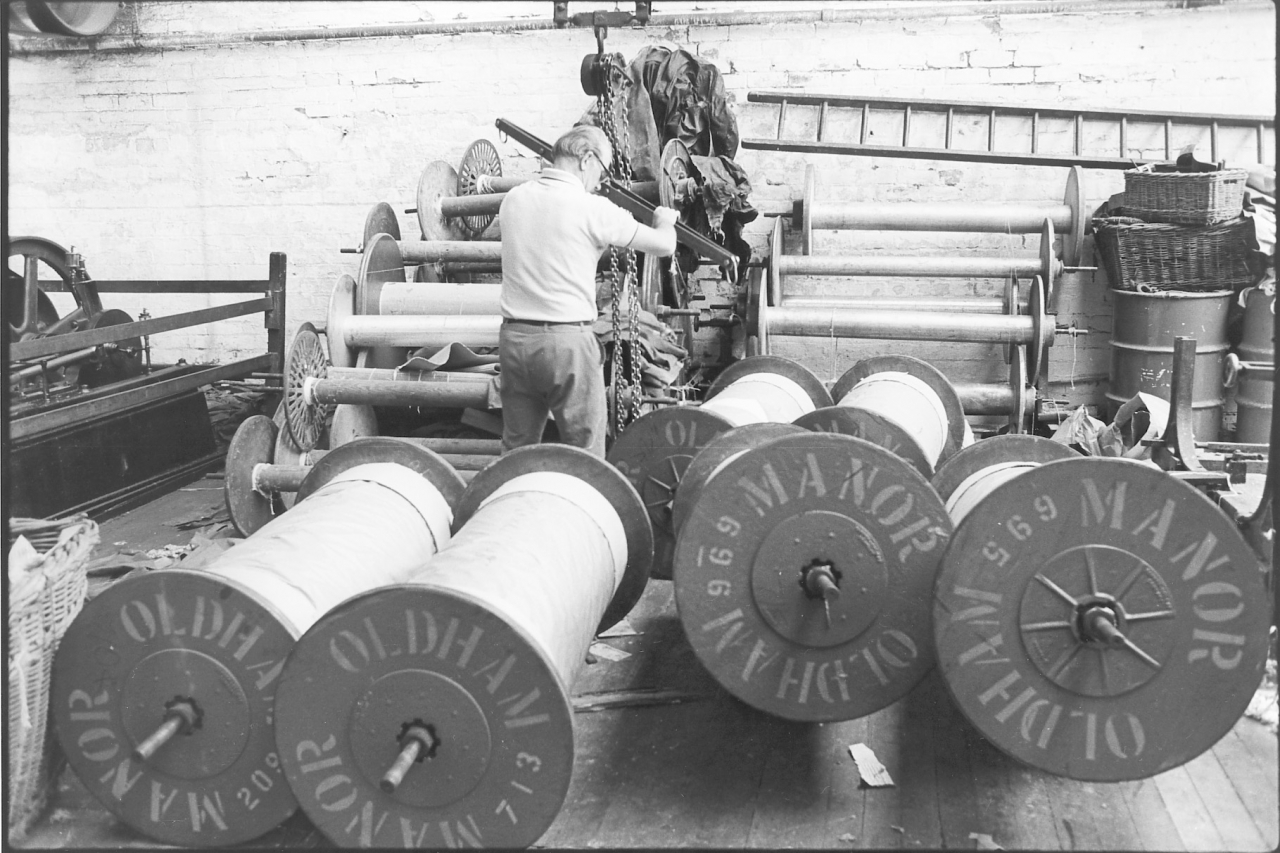
R- Picture 23 ...
That's Joe, the taper.
R- Yes. He is getting the beams ready to go in. The taper has to examine all the beams to make certain that they are the correct ones to go in a set. All the ends are correct and the length of the beams are all the same. If you've got one beam at 20,000 yards into a set that the rest are marked 30,000 on, well, you have 10,000 yards of yarn on each, each beam that’s wasted. You can’t do anything with it because when the 20,000 yards were run out that were it. I mean, many a time there’s been a
(100)
mistake made with the spinners. The beamer hasn’t run enough on and you think you have 10,000 yards left on and one run begins to run off. If you are at the front you see your sheet going slack, part of the sheet going slack, you go to the back and one has run off.
I’ve seen that, I’ve seen that happen at Bancroft. I’ve seen cases where they’ve, one beam's run out a long time before the others, and they have
(5 min)
had to get the spinner in. And I noticed that when they put these in They always kept the label. On picture 22 they nearly always kept the labels on.
R- Yes the label’s always tied on the beam.
Yes, or they kept the label next to the beam in the back frame.
R- There’s usually a label fastened to the beam, and a label laid in the yarn and run on to the last one or two wraps. You take the loose ticket out, and you see if it corresponds with the one fastened on the beam.
Aye well I've seen that at Bancroft, aye, in the end of the beam so that when they start beaming they put their two labels, the one they put on the beam and one they put into the yarn, like put on to the drum of the beam before they start, so it gets trapped in.
R - Yes. That’s it. Now picture number 23 shows the taper. He is getting the beams ready to go into the tape. Meanwhile the labourer is sweeping round we’ll see, getting rid of all the dirt and he’s made a good job of it here.
Aye. Oh, that’s it in a well run shop, that would be. I mean on 22, if you look behind the sheet under the front of the sow box you can see all the old size that was lay on the floor there, it was absolutely covered underneath.
(150)
R- But in a well run place, with plenty of labour, and each taper has a labourer, the labourer cuts out and sweeps from the big cylinder right back to the end of the creel and it has to be swept properly. And the taper sweeps from the big cylinder all the front.
Aye, under the fan and under the headstock.
R- Under everywhere, cleans it all off before you start putting any more beams in. That’s when you have plenty of time, you are not rushed, and you have plenty of labour. But if you have no labourer, which was against the Union rules, a taper’s not to labour for himself, you’ve got to have a tape labourer. And one instance, a taper were labouring for himself and he were taking the beams out and standing them up on end, inside the creel, and they weigh about 140 lb does these right big empty beams. He reared one up against the creel, bent down to cut another out and the beam that was stood up fell on to him and broke his thigh. And the firm wouldn’t pay compensation. The Union took it to the high court but they lost, they lost the day. The man didn't get any compensation and the Union paid the costs of the case. They had a QC to represent them but they lost the day and so we got strict orders, we hadn’t to do any lifting out, we hadn’t to touch empty beams at all. If anything happened to us…
Yes. That's it.
R- And the only thing that happened to that man, he got no compensation and he were always lame but the firm promised they’d find him a light job but at a light wage.
Aye, I was just going to say, aye, at a light wage. Aye.
(200)
R- So, really, for your own good, you should obey the rules.
Yes. That’s an interesting thing, we can just digress a little bit there, that’s something which has always struck me about the way industry is run. There are rules for doing things in certain ways but many a time if you were to stick to the rule book the management would be very upset indeed. Well, we have all seen in recent years, where one of the ways that a lot of working men have found to take industrial action is to what they call 'work to rule’, in other words work to the book. And it’s always seemed to me that it's a very interesting field for investigation just how many industries could function if people did observe all the rules. I mean, you know yourself, I mean we are talking about taping now. I mean if the rules hadn't been broken every day at Bancroft the mill would have stopped. And yet the cause of it was that the management wouldn't employ a tape labourer. Which comes first, the chicken or the egg?
(10 min)
R- Well, my son-in-law is an inspector, a government inspector for the Health and Safety Council, and the times he’s had to go to accidents where a man’s been killed or badly lamed, lamed for life, that had been through ignoring the rules. And he’s told me times without number that they haven’t sense for their own safety. As long as they carry on ignoring the rules to get a bit more off and they get killed, they get lamed. And he says we’re there to try
(250)
and prevent it. But when we are there it doesn’t happen, we’re brought in after an accident happens, and you’ve to find out why it’s been, how it's been caused, and who's fault it was. And he said many and many a time it’s the man’s own fault, he’s ignored the rules, he knows what he has to do and what he should do but he wants to get a bit more done or it’s just sheer idleness. Walking a few yards or just putting a guard on and he doesn’t do it and he is killed.
But of course, as I say, you know as well as I do there’s many a time when it’s done with the, well, sort of negative cooperation of the management. I mean the management knows these things are going on, but it’s saving then money.
R- Yes.
I mean really, well just about every job at Bancroft was like that. I mean we had no back-up anywhere. I mean, the number of times I had to work on my own on the engines or on the boiler or something like that, and you know, a man should never be asked to work alone on an engine or a boiler. I’m not talking about running it, I'm talking about doing maintenance, you should never be on your own. because you know yourself the traps for the unwary. Somebody, for instance something that seems quite simple like going and changing a light bulb after stopping time so that the weaver will have a light in next morning. And they could never understand why I wouldn’t do it. But what if I went into that shed and changed that light bulbs and fell on one of the looms and happen broke my thigh or something like that, or cut myself very badly. Nobody would find me until the following morning. I’d be there from four o'clock, half past four in the afternoon until half past seven the following morning. Well, how much chance would there be for you?
R- Well, a weaving shed where I was working, there had been some painters in painting the walls, and left the ladders up against the wall. Well, the oiler came in and a rule there was that every ladder had hooks on. If you went up a ladder you could hook them on to the shafting.
(300)
That's it.
R- You couldn’t slip. But there were a ladder near at hand without hooks and this ladder were 20 or 30 yards away. So he took the ladder without hooks, this is dinner time, went up to fill the oil bottle, and the ladder slipped and he fell on top of a loom and broke his thigh, he were never right again.
Yes. Simply done.
R- He said to me many a time when I saw him struggling about, “What a fool I have been!” He’d to walk 20 yards to get his own ladder, with hooks on.
Yes. I every sympathy with that sort of thing. I meant that fellow could have been short of time and pushing on.
R- He wasn't short of time. You were never short of time there. But it were easier to take the ladder with no hooks on, than walk 20 yards in his opinion. And he didn’t live long after. He died 12 months since, and he were always a cripple.
[24]
Anyway, on 24 Jim’s pulling them up a bit, and pulling them up towards the tape a bit and Joe's lifting empty ones out. And you’ll notice that
(15 min)
we were that short of room in the taperoom at that time because there were such a lot of empty beams stacked about that the drivers hadn't taken back. I don’t know how you went on with drivers taking empties back but they didn’t like to take them. I could never understand it.
R- Well, they wanted a full load, that’s what happened.
Yes they wanted a full load for one shop.
R- Yes. That’s what they wanted but with us they didn’t deal with many firms and they were stacked outside in the street and they hadn’t to be left so long out in the street. I should think they were cleared up every day, the weft boxes as well because they were going every day. They would bring in big loads, there’s been between 30 and 40 full beams on, and
(350)
drop them off in the street and there were a row of houses across, and they were going bang, bang, bang and shaking the pictures off the wall in those houses. And they just rolled them off one after the other, the drivers were in such a hurry. They used to roll them along the road, on the cobbles, bang, bang, bang, bang, bang. And it were the cause of a lot of damage to the back beams.
Oh yes.
R- You’ve got a set in, and one of them’d be badly gashed, fallen on to another pike that were laid in the road, and you'd perhaps 50 or 60 or 100 yards to …
Aye, ball it off to get rid of it.
R- Ball off. And if you’re balling off one and it’s a ten beam set you’ve lost ...
You’ve lost the same amount off the others. Yes.
R- A hundred yards off each beam, a thousand yards of yarn.
Yes. Anyway, 25 and I think 26 as well, they are very similar ...
[25]
R- Yes, they’re similar pictures. They’re lifting the empties out and going to wheel them away, and I can understand the taper. I were talking about standing the empties up because this is a similar place, no room to move, empty beams stacked everywhere. And it were the same in the weaving sheds, wherever they could push a loom they used to push two, really. Where one loom should have gone, only enough room for one alley, they’d put two. You were pushing through and you couldn’t get in between the looms without the picking stick giving you a whack.
Aye. I’ve seen holes cut in the wall at Bancroft for the beam flanges to go in. And you know the bolt on the end of the slay? Slots cut in the wall for them to move in.
R- Yes, to move in. The looms have been put that close.
There’s marks on the brickwork where they’ve rubbed into the wall. Yes.
R- It did want some law bringing out to stop that which they did. Eventually they had to be respaced ...
Aye, respacing.
R- And given more room. And the tacklers, they used to have trucks that had big arms up, legs up, and the beam on top so that the full beam went over the top of the looms. So they could wheel them up the back, there were so little room.
(400)
Yes, in fact at one time, tell me if I’m wrong Horace, but at one time tacklers didn’t have trucks did they. They used to carry them in on their shoulder.
R- Carry them in, yes. And take a mate with them to take hold of the pike and they took hold of the other end. But an endless stream of ruptures among tacklers for that sort of thing.
That’s it, yes.
R- The feet slipping and the beam slipping, and getting trapped. And I say many a time, the things that went on, and the conditions that people worked under, it were a Godsend when the Lancashire cotton industry went out of existence. If that were all that could do for Lancashire it were time it went. You went through Nelson and Colne and Burnley and Blackburn, and you looked down out of the train and saw the houses and the mills and the back streets. It were time it finished, they got all they deserved. It were hard luck for the operatives but it was time it went, it were time.
Yes. Well, you are getting on to very similar ground to what I was on. Last year, when they were talking about preserving Bancroft as a working mill, I used to ask everybody that came the same question, that came with that tale, I used to say Well, tell me sommat, if we preserve it as a working mill, just exactly how it is now, would you come and work in it? And that’s a very similar thing.
(20 min)
R- Mind you, if it wanted preserving it wanted to be preserved with the muck and everything.
That’s it, just how it was.
R- Heaps of paper and dirt and dawn.
Yes, well, that’s what these pictures are for you see.
R- Yes. Well that’s what it wants now.
That’s the only way we can do it you see. Anyway, on 27 they’ve got to the stage where they’re lifting one of the full beams up.
R- Yes, the labourer’s craning the back beam up and the taper’s taking the paper off it as it comes up. But before they got these 26” flange beams they were a lot smaller, back beams, and in lots of cases they hadn’t blocks and tackle, the labourer had to lift them in. But the creels had to be built so high for these big beams, they couldn’t possibly lift them up.
(450)
Aye, we used to get a lot on smaller beams actually. In fact if you notice, these Manor beams on these photographs aren’t full.
R- No.
They were beggars at Bancroft for getting part sets in. It were very seldom you saw a full set come in you know, or one that was full up to the flanges, you know, full right up.
R- But if you had, an order for 20,000 yards, and these all held 30,000 yards and these were the beams that you had, what could they do but leave them half full?
Yes, but the trouble was many a time with Bancroft that even if they had the order that would have taken the full set of beams, they only used to get part sets at once because the trouble was ...
R- They had to pay for them..
Well, the trouble was really with running one tape for the complete shed Horace. And the fact that you see at one time we had 500 looms running and we had 28 different sorts in the shed. Now, what that meant was that if you put a tape on to do say a 30,000 yards set, it was running that long on that sort that the other sorts were running out. And what they had to do was get a set which, say, in this case probably, I think actually this is a 20,000 yards set. It’s on one of the photographs you can see it written on it. They used to get a 20,000 yards set, get that out and get another sort in straight away which they were waiting for as well. It was a big problem running about 300 looms but running 28 sorts. Well, there was about 30 sorts then probably in the shed with one tape. And many a time I’ve seen the tape stood still waiting for a set of back beams coming in, when there were two or three sets waiting outside on the runway which could have gone in.
R- Could have gone in.
The thing was that, the one they were waiting for was the one that they wanted.
R- Yes, looms waiting for it.
Yes. And if they’d put one of the other sets in, you can bet a pound the wagon would have turned up with the other back beams then. Well, that was the problem all the time.
R- And you didn’t want a lot of weaver’s warps in hand, they are only getting dried up.
That’s it, yes.
R- 'Cause they got dry if they were standing there for months. And the next picture is just a similar sort of picture.
Ah well, 28 and 29.
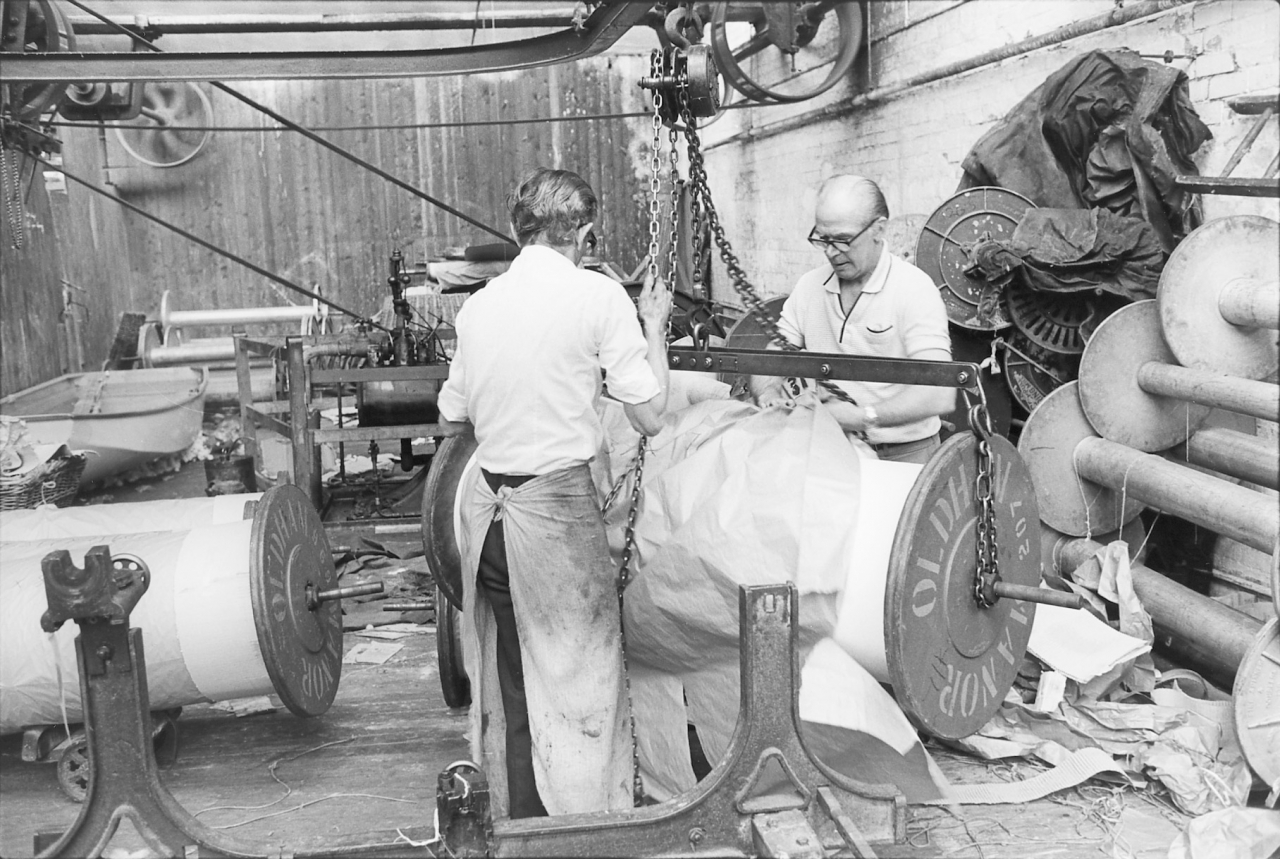
[28]
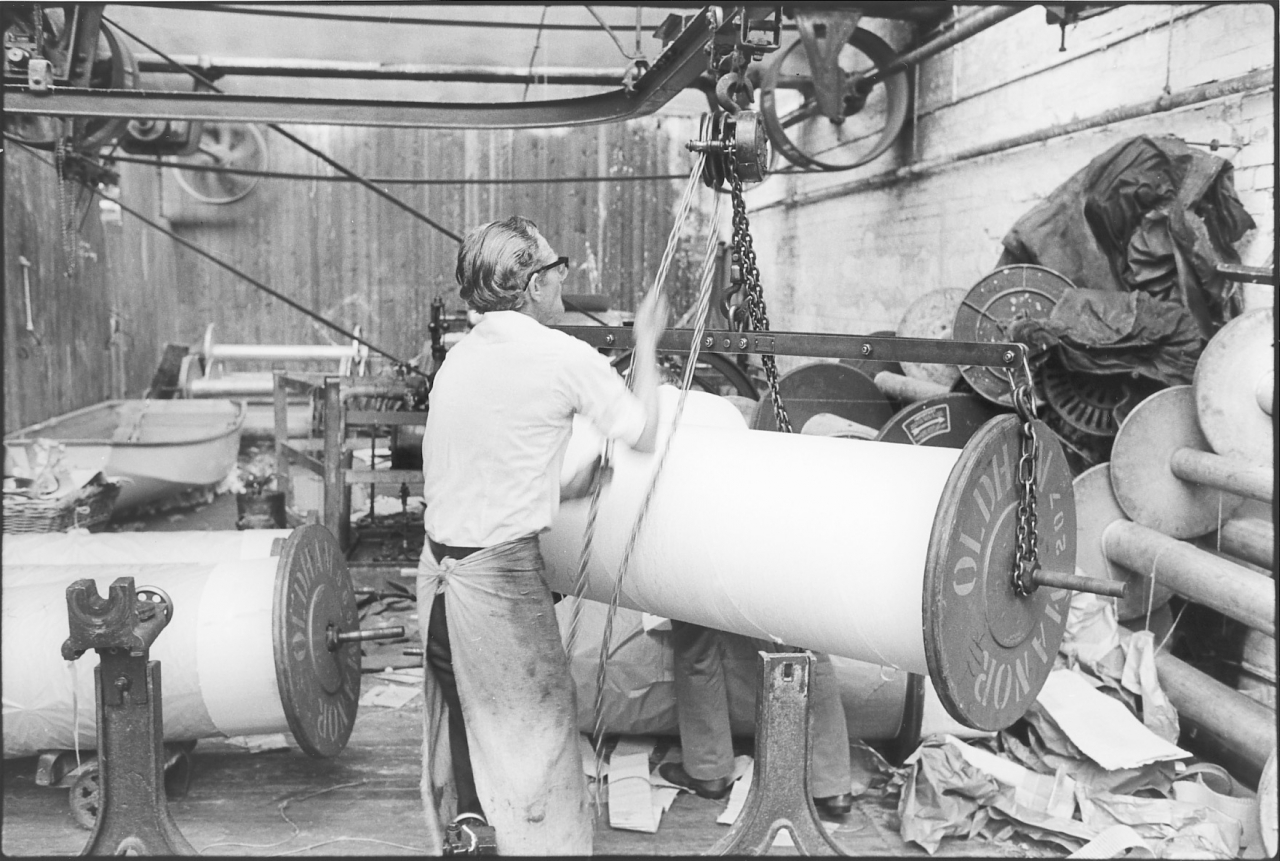
[29]
R- 29, they are all the same sort of thing, lifting the beams into the creel.
30?
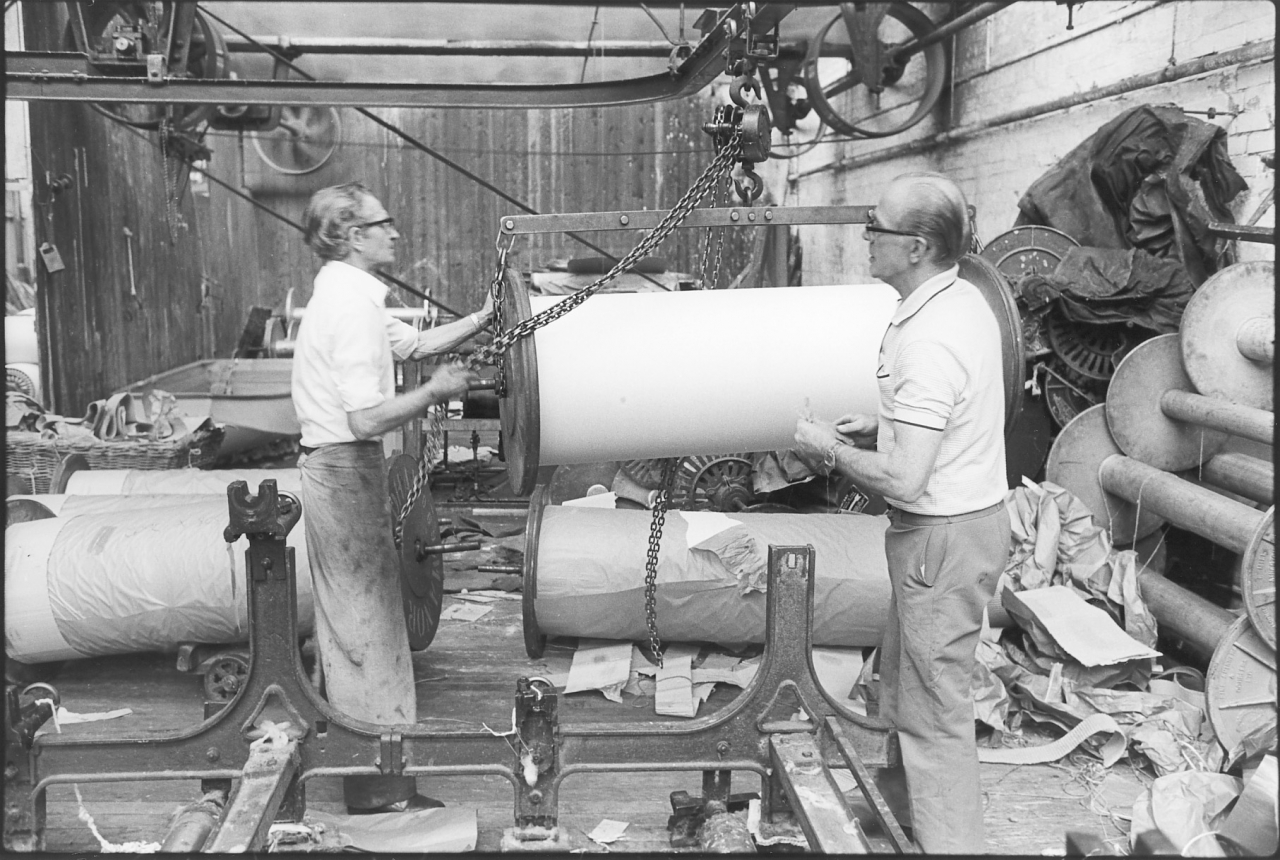
[30]
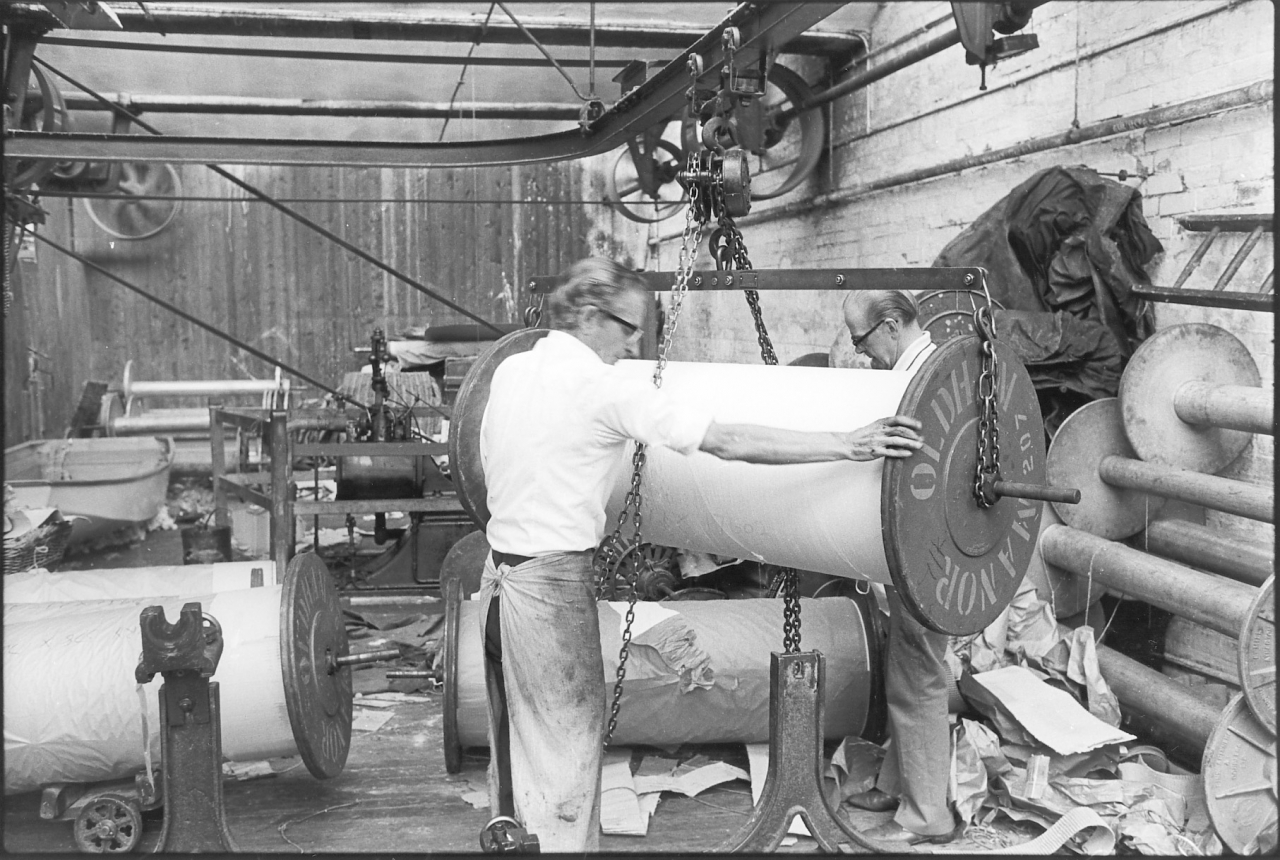
[31]
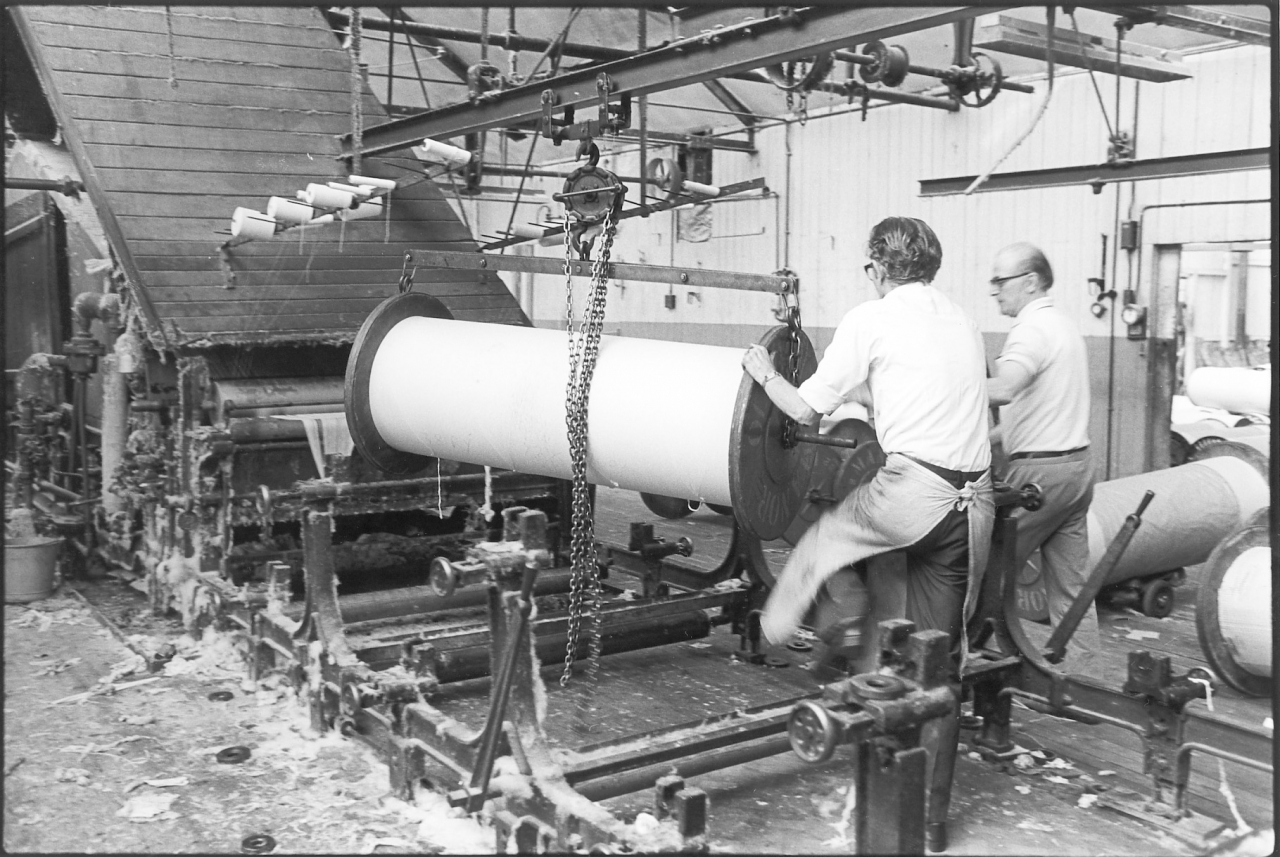
[32]
R- 30, 31…
And 31.
R- Yes and 32.
Now, on 32 they are actually setting off down into the creel, and you can get an idea of the muck that used to lay about on the floor. Good view of the creel that held the side ends ...
R- Yes, and the gantry with the blocks, the blocks on. Yes.
Yes, with the block, the stretcher and the runway. But I mean, look at the muck down the side of that tape.
R- Well, I wouldn’t have stood it.
No, well, I mean actually, it was beyond a joke up there you know. I mean it was just, they’d got to those conditions over the years.
R- Well I couldn’t have worked in that, I couldn't have worked, no.
No. I couldn’t.
R- Among dirt like that. But they’d had to just forget it. It meant working or playing.
And some people can forget easier than others.
R. Yes.
Aye. Now in 33 they’re just settling a beam down in the ...
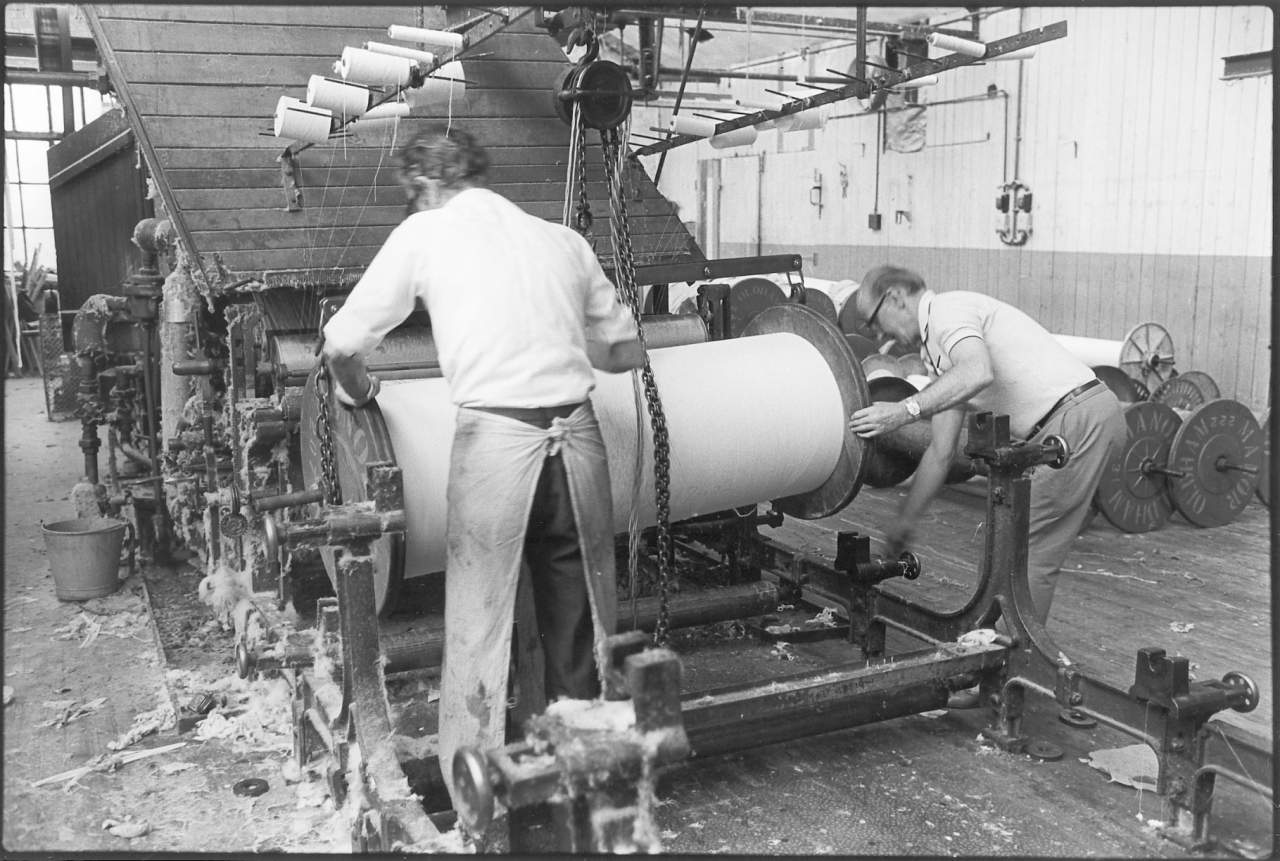
R- Into the creel. Yes.
Into the creel, and it looks as if Jim is just ...
R- He’s screwing the stand back, you see, screwing this bracket back, so that a beam’ll go in.
(25 min)
Yes, that's …
R- You can tell when they’re coming down whether it’ll go in or not.
Aye, and I don’t think, Jim’s put the washer on the end of it. I think that’s what he’s doing there, he's just going to put the washer on the end of it.
R- A washer on the end.
Because they used to put a washer on to bear behind, didn’t they.
R- Well, you can tighten up on to your washer, tighten your beam bracket on to your washer on each side and it holds your beam steady. You don’t need much of a weight on, much of a clip.
That’s it yes. And of course these brackets can be adjusted one way or the other
R- Yes.
To line the beams up to each other. Yes.
R- That’s what you’ve got to do. When you’ve got the full set in you go to the back and look along them, and get your labourer to open them out or tighten in, you see. You get them all in a line. If you don’t do that, when your set comes to the front there’s some a lot further out than others. You want them all running practically edge to edge as your sheet comes through. And going to the other squeeze roller, if the yarn together is getting the size evenly on them.
(550
34?
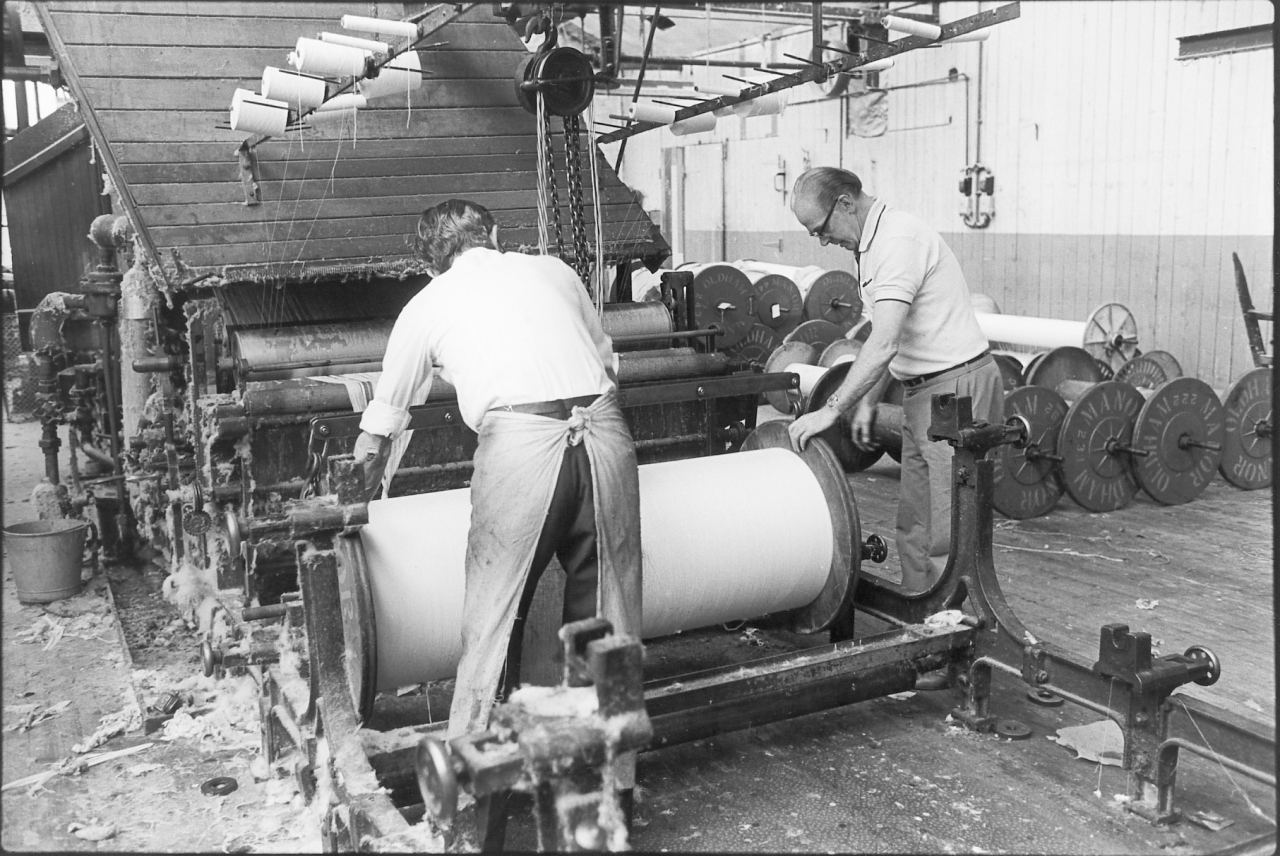
[34]
R- 34, similar to 35.
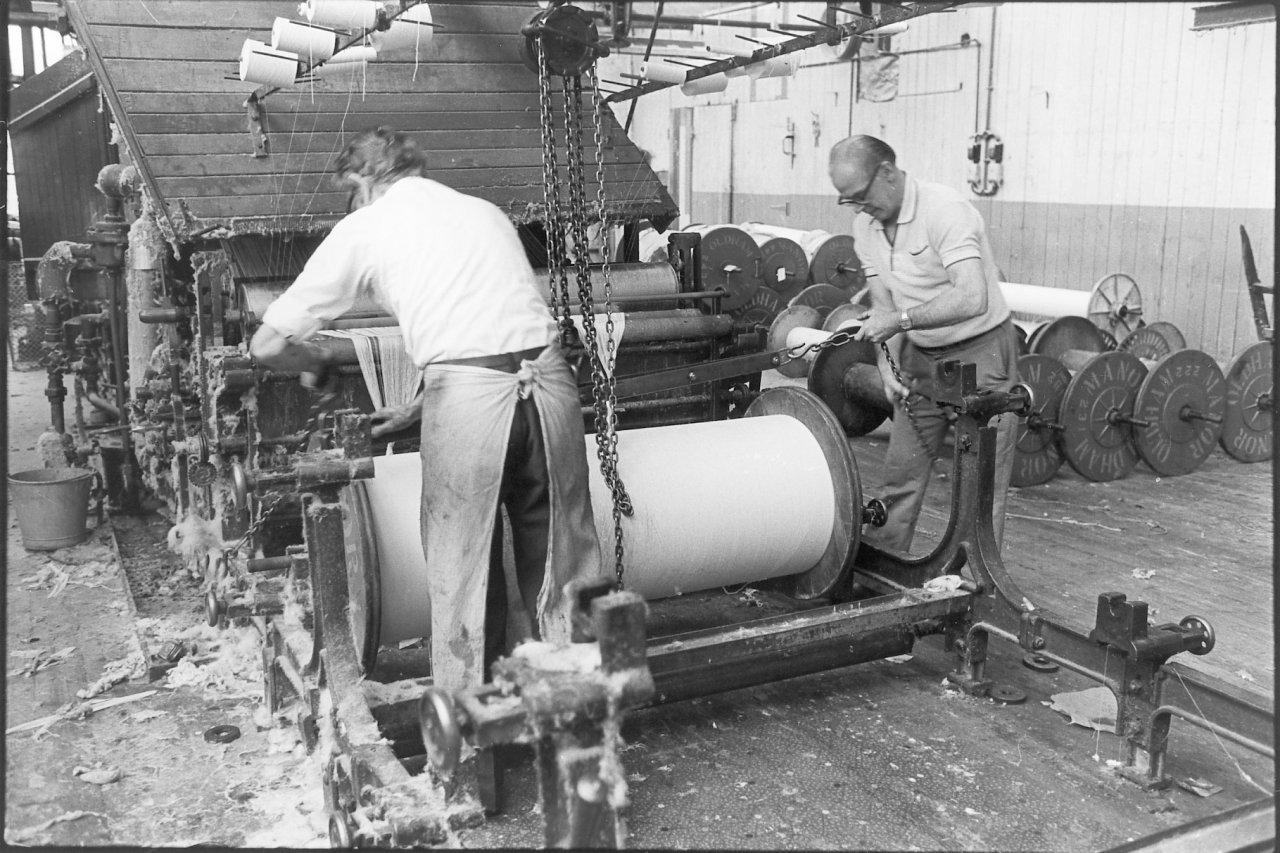
[35]
Aye,34 and 35.
R- Somebody’s been wasting the film here.
No, they’re all different Horace.
R- 36, 37 each.
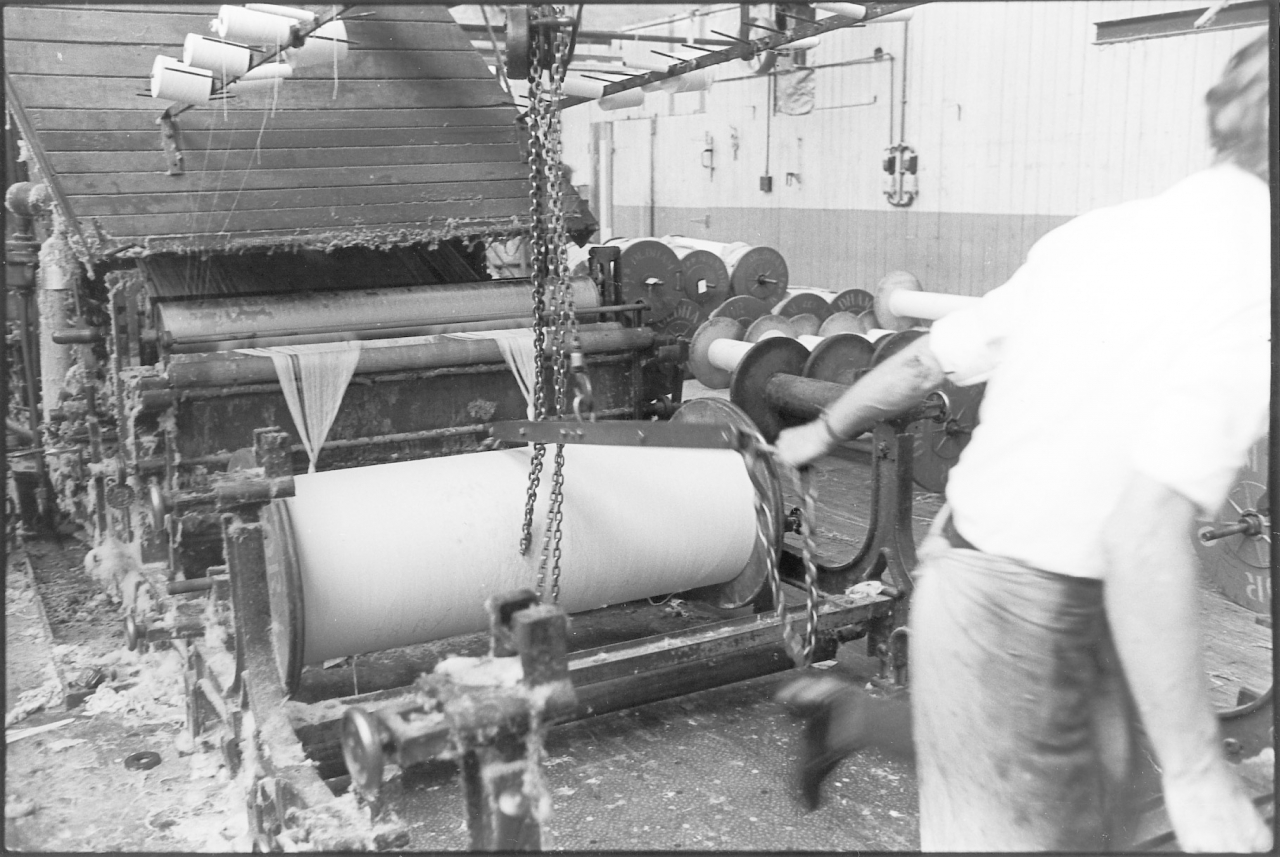
[36]
Now wait a minute, 36, they’ve got that beam in now, that beam’s in its position now and Jim’s setting off back with the block on the runway for the next one. Then of course, that’s repeated for every beam that they put in. And then, when they’ve finally got all the beams in we get round to actually tying up. That’s it, now 37, what's happened there?
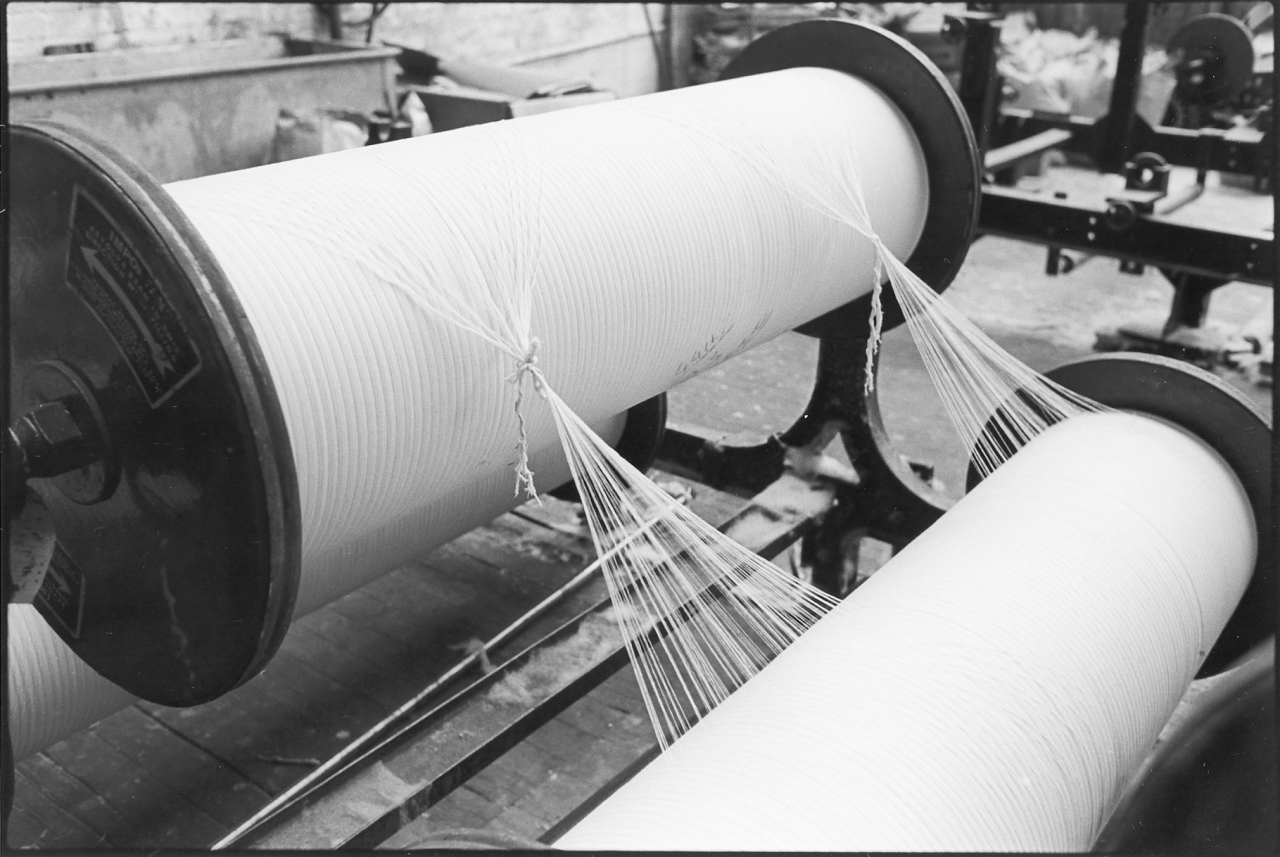
R- You’ve tied two beams together.
Those are the two back uns and all, that’s it.
R- Yes they’ve all…
Ah now wait a minute. Let’s just get this straight. No, that’s it, these on 37 aren’t the two back ones. They’re the two next to the back, because it were an odd number of beams. There’s one behind you see. I think it was seven, there were seven beams in this set. Yes.
R - One, two, three. We, the label will tell. Three 43’s Beams and four 44's, 20,000 yards.
No, the thing is that I was trying to fetch out there was that starting from nearest the tape, you tell me if I’m wrong, starting from the sow box, they tie the ends of the beams that are next to each other together, Like they are on picture number 37. But then at the back, if we look on picture 38, at the back there’s one beam on its own and they’ve put a loop on the ends on that to put the rod through.

[38]
R- Yes, well this is the odd beam.
Yes, that’s it..
R- You put a loop on and the back beau is the bottom one, you go up, pull it through under the rollers, under the creel, right to the front and just lay your ends down there.

[39]
Yes. Well, what’s happening in 39? They are just passing the rod underneath. They’re going to take it back and pass it under the roller aren’t they?
R- The tin rollers, yes.
And then take it forward.
R- Yes. And if it’s even set you do that with every two beams and then when you get to the front… It shows on number 40, they are just bringing it to the front.

[40]
Well, number 40 follows directly on from 39 doesn’t it. They've just brought that rod round the tin roller right at the back of the creel and they are passing it forwards underneath the other beams. And then 41 will show when they’ve got to the front if I remember rightly. Ah no, on 41 they’re just lifting those ends up.

[41]
R- They tighten them up to get this slack out, you take hold of the yarn and pull them, get them all tight up here before you pull them forward under the other beams.
(600)
Yes. And then you finish up in 42, you’ve got to the front and you’ve got the ends of all the beams together because they are at the front now. And they are drawing all the ends back to give themselves plenty of slack aren’t they.
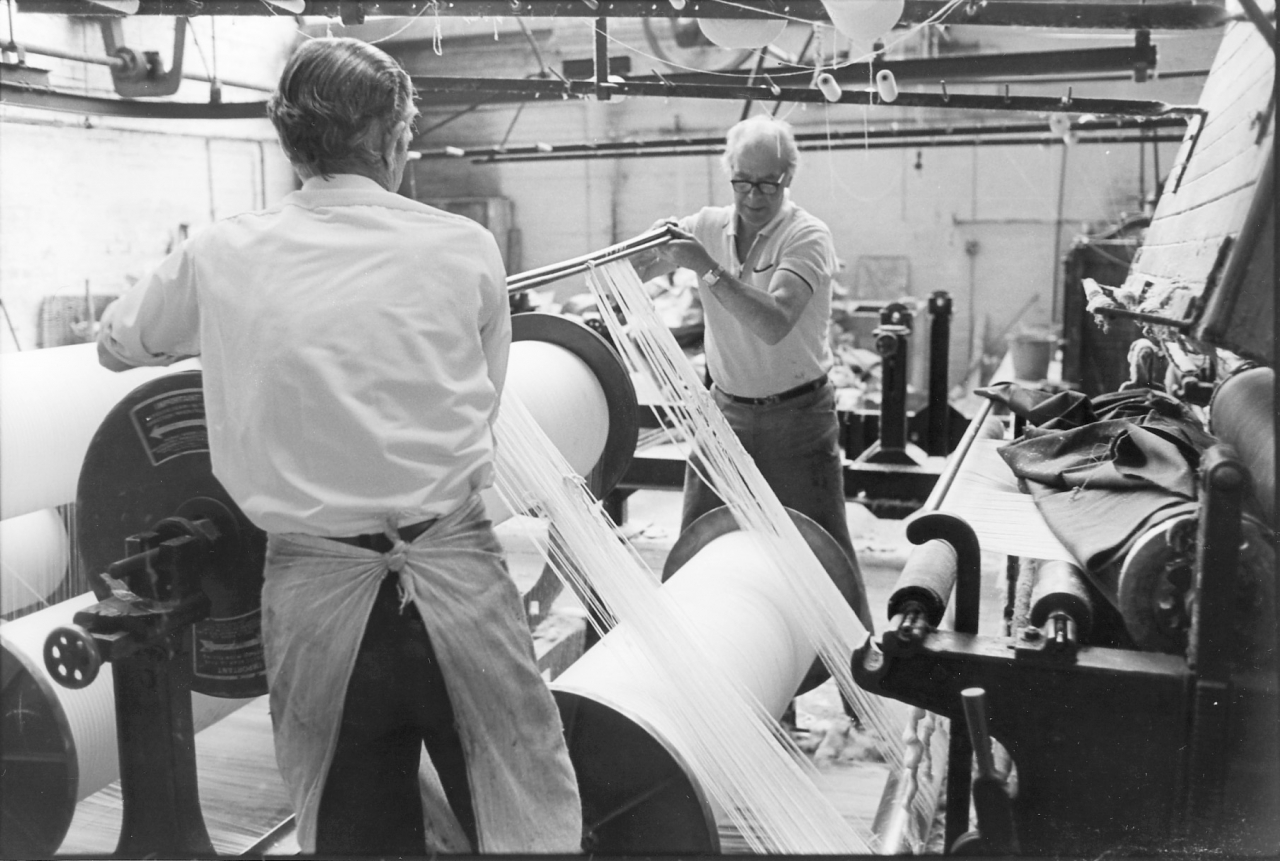
R- Yes. And yet you look at your beams to see where they’re slackening. You rub your fingers on them, it pulls the slack ends up. You get them fairly even there, and on picture number 43…

They’re dividing the ends, they’ve cut all the bunches off and they’re just getting ready to tie them.
R- They’ve pulled the last one through and that’s the finish. And then you see they’re pulling them up and getting them fairly even there. And then, here, they get all the ends together.
On picture number 43, yes.
R- On 43. They get all ends together and drag them up and pull a yard or two off to get all the beams tensioned. On number 44 they divide the sheet.

(30 min)
Here in number 44 they’re dividing the sheet into two, the ends that are going through the tapes into two and then they tie them on, two knots. Well, they haven’t done that here, they have only got one knot, and one knot here. But this will be split in two.
Yes, and there will be two knots, at either side, yes.
R- Yes well he hasn’t done that. He has only made three.
Ah but there is another one. There’s another one there.
R- Oh yes, you can see it out at the side, yes. Well that’s what they usually do, you make four knots, unless it’s a right big sheet, thick yarn and a big number of ends and then you’ll make perhaps eight knots. If you don’t, there’s that little room between the copper roller and the drag roller, the flannel covered roller, the squeeze roller, that it won’t go through. It’ll break your knots if you have your knots too big.
Yes, now on picture number 45 Joe’s just turning the steam on, he is putting a bit of steam into the size beck.

[45]
R- Not yet, he shouldn’t be, because they’re doing something here with the flannel.
Yes. Then when I did this there was a frayed end on the flannel, so they decided they’d draw it back.
R- Yes, they draw it back ... when you have been running a day or two the flannel gets worn, it gets bare and tends to get holes in and split. And it makes badly sized warps if your flannel isn’t in good
(650)
order you have got to attend to that. You shouldn’t let your flannel get badly damaged because if it gets a split in it or a hole in it it’s leaving a wet spot every time. And so they just, well it’s looking at you, see, it’s split here is the flannel.
Yes, he’s just dragged a bit off, in fact they drew a fair bit off.
R- To see what it were like?
Yes. And in 46 you can see they are cutting it off.

R- Cutting it off, yes.
With a straight mark.
R- Yes. He’s cutting it with a knife, that’d be it, and Joe’s either holding it or…
Yes, he’s cutting it, yes.
R- He is cutting it this way.
Yes. They both cut at the same time right across.
R- And it’s no good taking it across by the weft threads because many a time they’d be bowed.
Aye that’s it, yes.
R- You have got to cut them straight and then you have a straight edge when it comes through your roller and it’s squeezing accurately. If this is bowed it doesn’t squeeze there and there. You’d think it would but it doesn’t. Now, they’ve got the ...
Aye ... 47 yes.
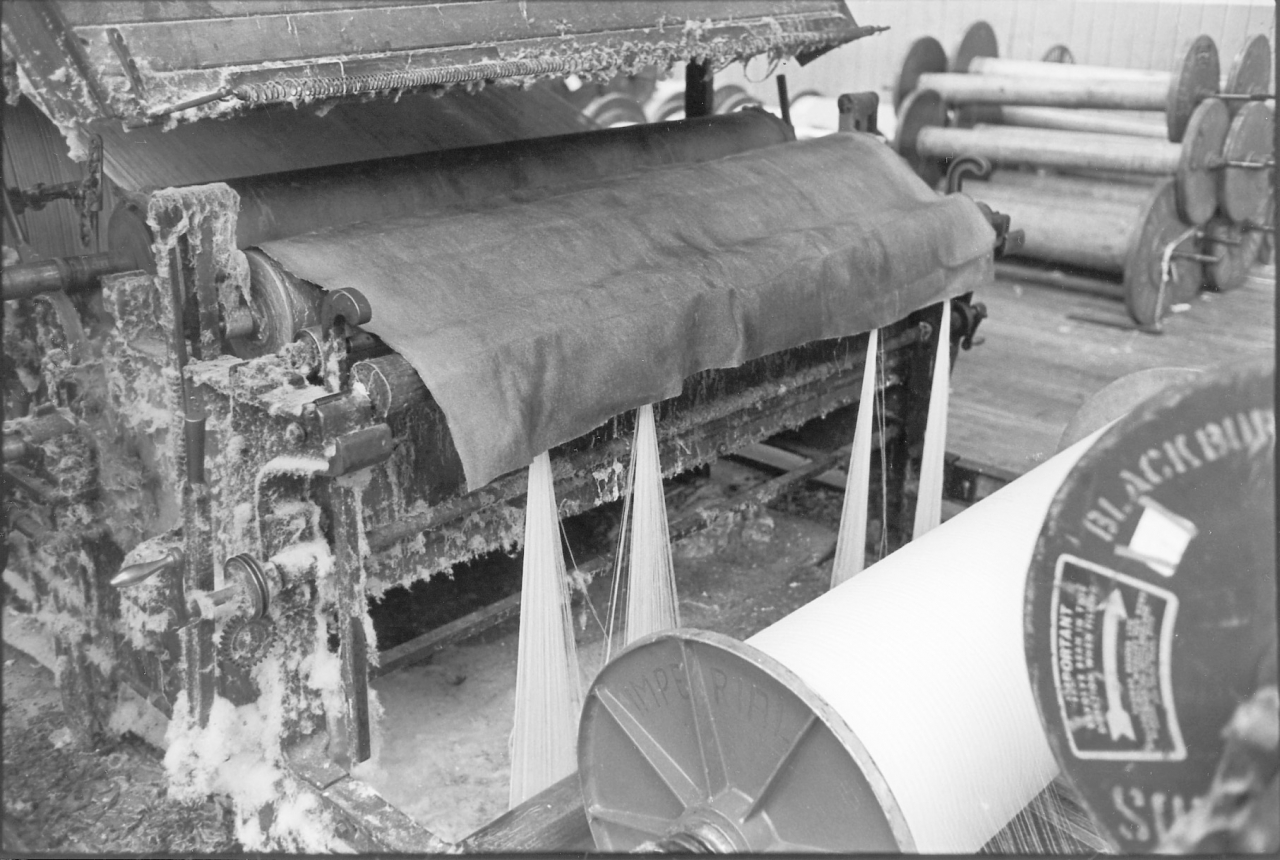
R- 47, they've got the end of the flannel cut up, they’ve got the sheet tied up and the taper will be looking round to see that all the clips are on and the beams are all right, there’s nothing undone that they should have done and he walks to the front then and puts the lap ends …
Aye. On picture 48 he is putting ...
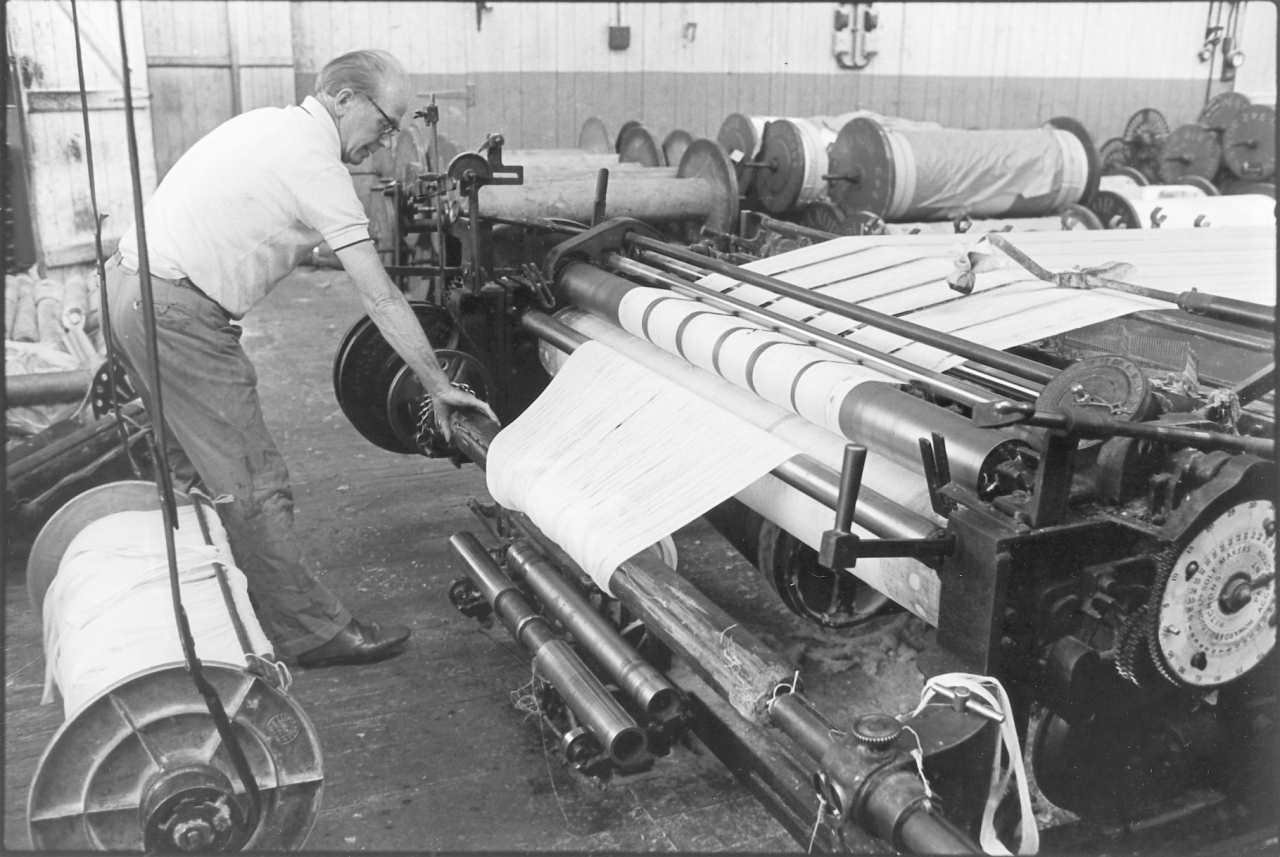
R- 48. He puts the lap ends on what they call a dummy. It’s a barrel of wood that they put in the front to take the waste yarn on. And here there is the warp that he’s just doffed, hung there, ready to he taken away into the preparation room. But if you have a labourer he is attending to that while you running through. And you run on the slow motion quietly away till it all gets tightened. You go and look at your set, all the back beams are right, there’s no ends down and you run through a few yards till it’s straight. That’s number 48.
49. They’ve drawn that flannel.
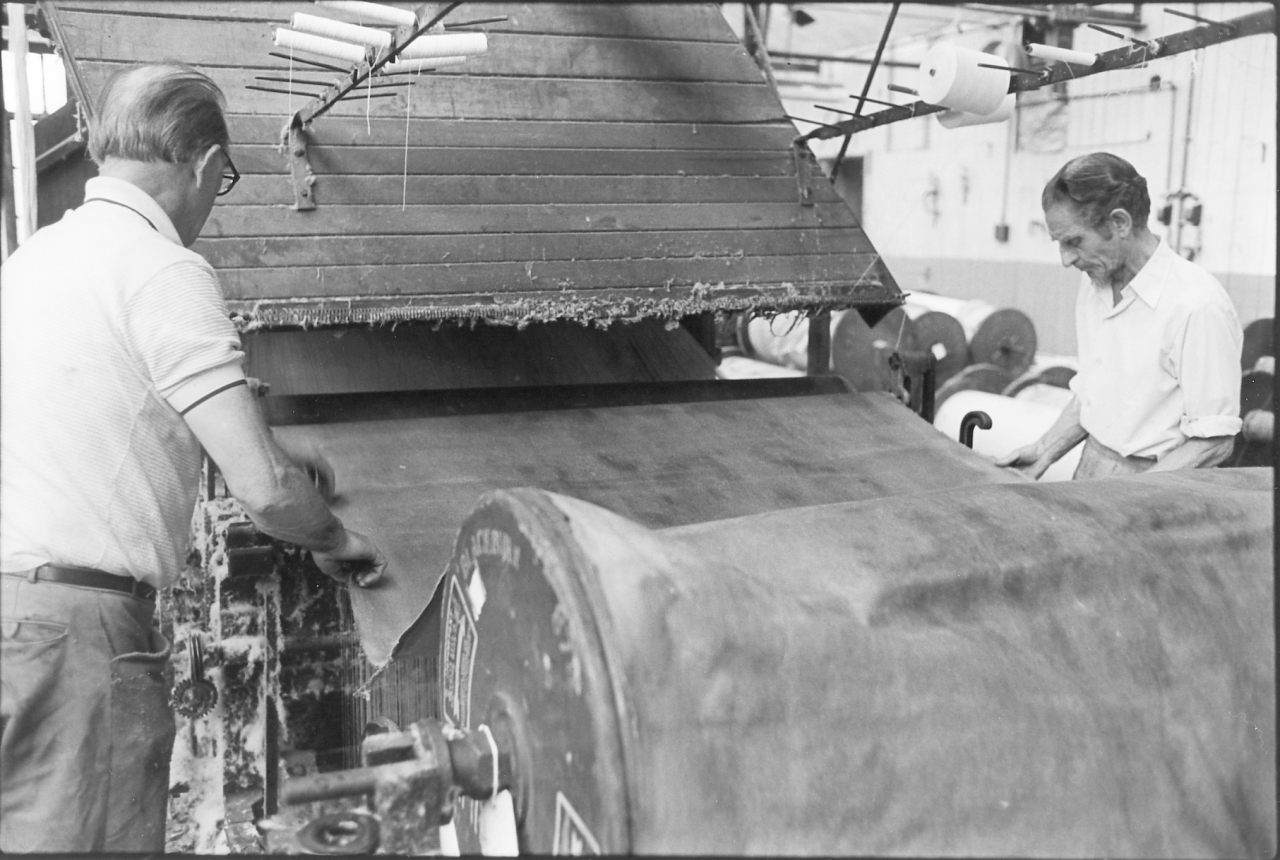
(700)
(35 min)
They drew it, on 47 the cut edge of the flannel is just where they left it. Now, before they started they drew, oh a good five or six yards of flannel out and laid it on top of the beams and in 49 rather they’ve got the tape running slowly and they’re just guiding that flannel on to the squeeze roller so it takes up nice and evenly on the barrel.
R- Did they put a new flannel on?
No.
R- Now, we had three flannels, six yards, we had 18 yards of flannel on. And when the top one was getting done, you pulled it off, just happen one round, you threw that to waste. That left you two flannels on and you pulled the next one off and laid it on top of the set, and pull the next one off. Then you went to the store room and you got a new length of flannel, six yards, and you put the new length of flannel on the bottom, on to the iron roller. And on the iron roller there should he a piece of asbestos round, round the iron roller, and then a cotton fent. {Fent is the local name for an odd end of cloth.] Then on to this you put the cotton fent just under the edge of the asbestos sheet so as that bound it, and then when you come to about 18” off the end of the cotton, running it on, you put the start of the flannel. You ran your flannel on carefully, held it tight, your labourer at one side and you at the other. But before that you had to tear the selvedge off, both sides of this. And that was one thing you ought to do, you can see where the selvedge has been torn off.
Actually what had happened there you see, we were getting to the far end and they couldn’t afford to buy any flannel, and what we had done about a week before that, I have some pictures of them doing it, they had to take the flannel off the other tape and put it on this tape.
R- That’s it you see.
They had run out of flannel.
R- Run out and they weren’t getting any more. In olden days, when there were heavy sized stuff, china clay, they used to take the flannels off at weekend and they had a trough there full of water and they left them steeping in there all the week end to get a lot of the old size out.
I’ve seen Joe do that with our flannels.
R- Well, that’s what we used to do, put them in this trough, like a pig trough it were, and filled it with cold water and left the flannels in.
It’s just at the back of this tape, we’ll probably see it in a minute or two. We’ve caught glimpses of it before. And the two off them used to wring them out over the trough.
(750)
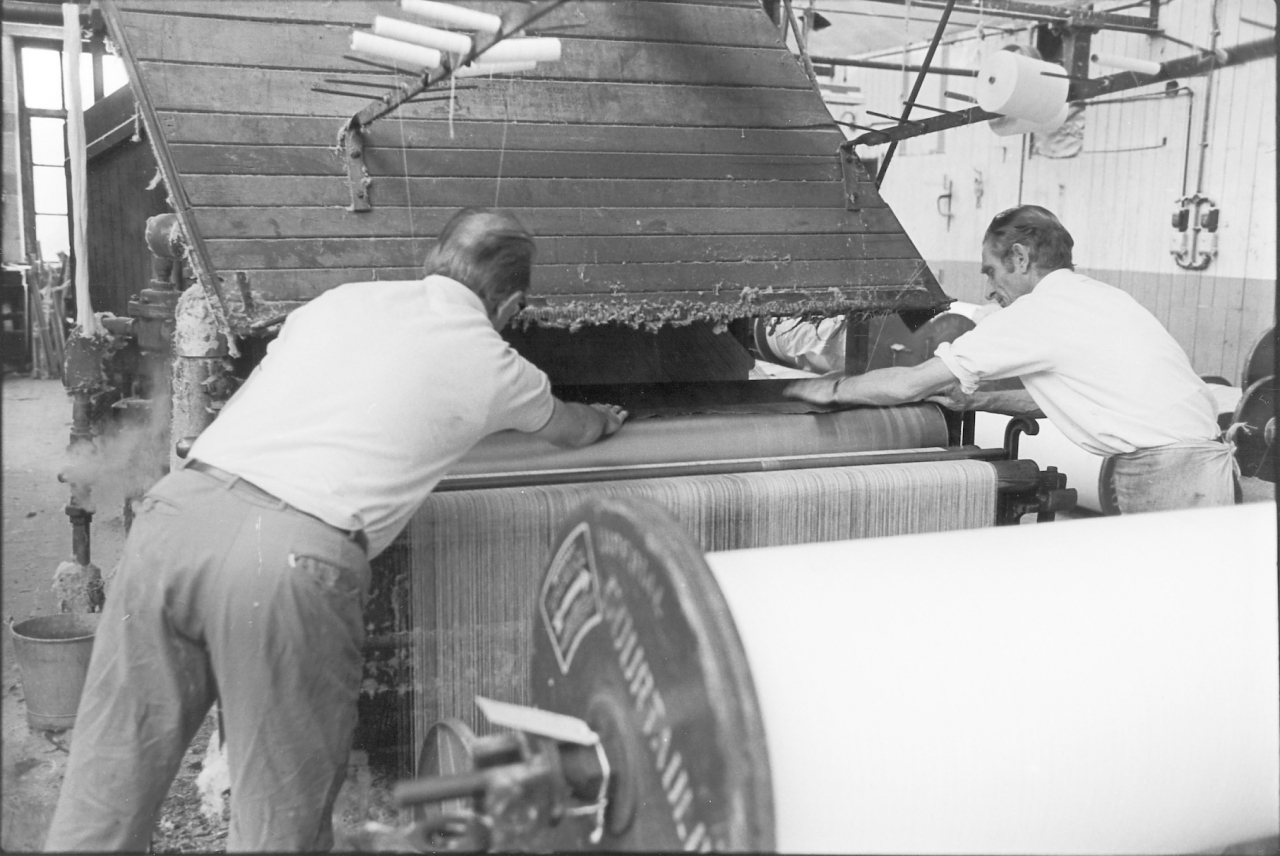
[50]
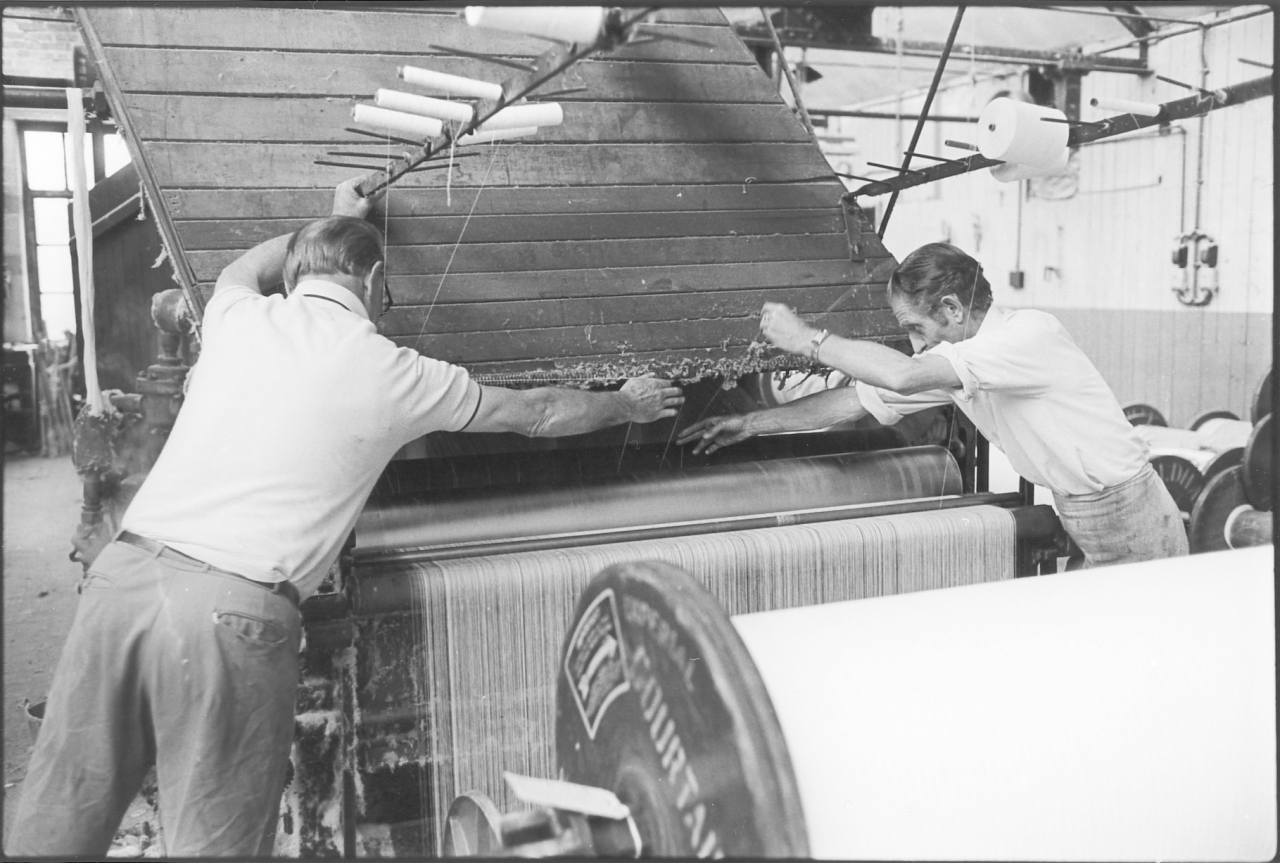
[51]
R- They would do. There used to be a lead lined trough, wood trough, lead lined so it didn’t rot away. Number 50, he’s just finishing putting the flannel on. Now, to stop the end of the flannel flapping about when it were running you know, on picture 51 they’re taking a side end and the tape’s running slowly, they’ve put the roller down, the tape’s running slowly now. And he’s taking the side end, putting it on to the rollers and he is running it backwards and forwards across the flannel roller to hold the flannel down.
I think they had two each.
R- Yes. Well, that’s what they are doing, but he’s only one there and Joe’s reaching his hand out. Jim has it in his hand and Joe’s reaching his hand out to take it off him and bring it across here. You see he’s only one, there’s nothing here. Anyway, recovering the flannel roller’s finished and on, we go to the front, picture 52. Joe’s just slowly running the sheet through, he’s run it through and got it straight and he’s dropped the ends into the raddle or wraith, as they call it.

I think he is either narrowing it in or moving it across.
R- He is moving it across. This one’s moving it across and the other one with the long handle, the longer handle on, that’s for winding the raddle in and bringing it more to your width.
Aye that’s it. Yes, because that one on the right hand-side, you can put it on a ratchet that worked off the motion to bring it in at the end.
R- When you were getting to the top of the warp, to get more on the beam, they used to what they call ‘Neck it in’.
We’ll get to that because there’s some pictures of that Horace.
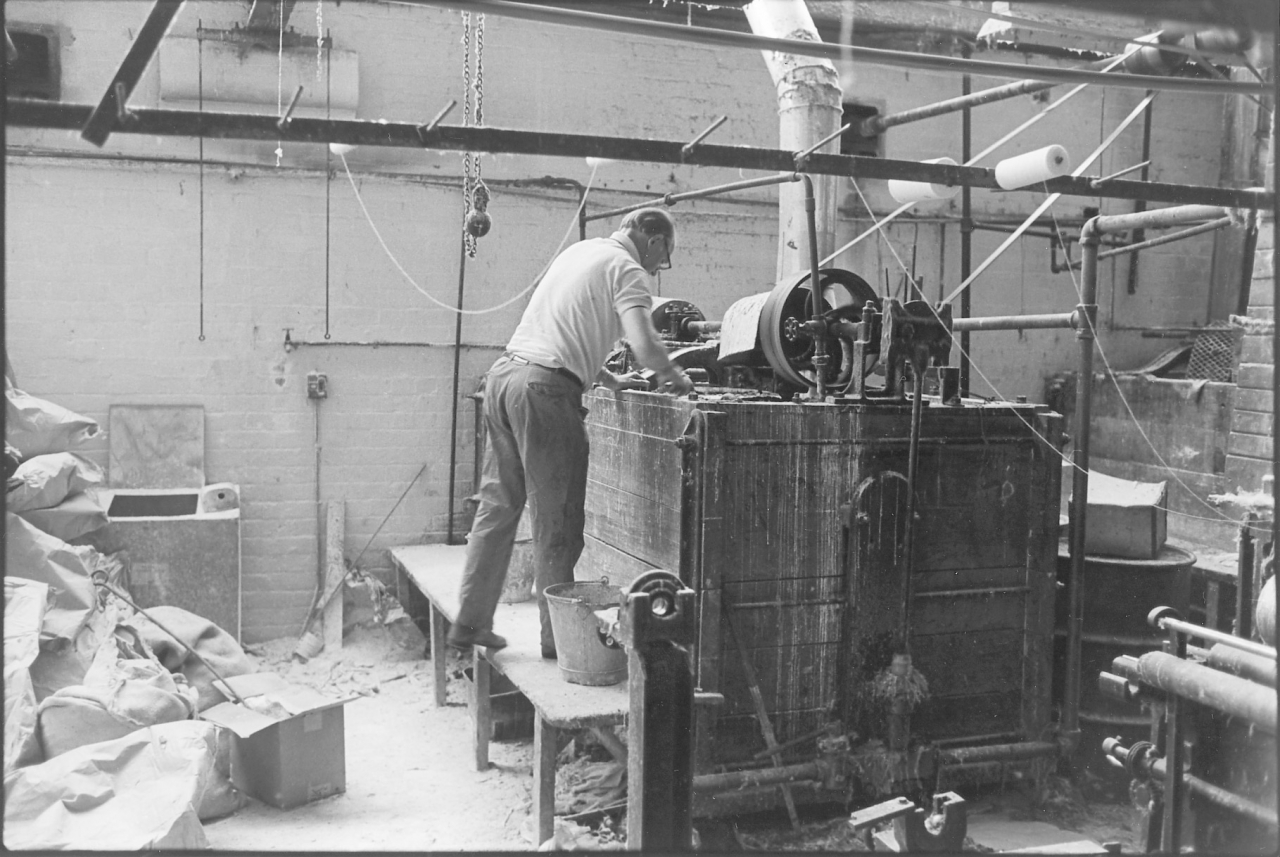
R- Yes. Necking in. Now, 53, Joe’s looking here to see if his sizing is all right. And it probably will be because you get used to the job but they’re things that you have to check all the time, that it’s pumping or he might have gone to see if a new lot has boiled up properly because if there were a great variation in your sets. If you have been using a very strong sort of sizing for the set previous you’ve got to let it down with water. You’ve got to calculate what you have been using before, measure the depth of your sizing, reckon up how many gallons you hadn’t run, put so many more gallons of water in and boil it up. Or if it were going onto a stronger sort from a weak one you’d got to strengthen it up. You got a bucket of water and
(800)
(40 min)
mixed the sizing and kept putting shovels of flour in, and mixing it up. Make it like porridge, so many buckets, calculate what you thought would do. Then teamed it into the size box, and boiled it up. That were to get your strength up, because on this sort of sizing you’d to mix for each set, or should have done. But with an up to date place you didn’t, it worked different. In the tape you had one stock sizing all the time. The heaviest you’d ever need, that were your stock sizing and every sort you got after that you calculated and you set your clocks to let it down to the strength you wanted, on the new Shirley boxes. It were all done by magic, turning wheels and that sort of thing, but you had to do the reckoning up what you wanted, what strength you wanted. It made the job a lot easier, and once you had got everything set and your sizing had been mixed to the proper strength everything worked automatically, supposed to do. Just the same as all automatic things, they had a habit of going wrong. There were too many floats and bits of wire and diaphgrams and electric lights. It all worked with electricity. It were all right when everything were running all right, but if you had a power cut, and the voltage were reduced from, 230 is it here? 240?
No 250, most of the time.
R- 250. Well, it were all set to run at 250, if the voltage were down, the same as when there were power cuts and you were down at 200, everything were all to cock. Those were the things you had to watch. But after a while Shirley found out that it wouldn’t do – I’m speaking about the Shirley box - and they did away with all these fancy electric lights and diaphragms and floats hung on bits of spiral wire and a diaphragm in the bottom of your box, and the weight of the size was supposed to work this diaphragm. When your sizing were heavy it pressed it down, when your sizing got lighter this diaphragm was supposed to come up and work this
(850)
electric switch and let the water come in. But if you had been cleaning the size box out, the labourer washing it out, if he had been in with his hand had given this diaphragm a knock, it were only about the thickness of a jam pot cover so as it’d work. Well, that was a thing, if that was all wrong then everything was out of order then. If the diaphragm got fractured a bit, or they were that thin they used to split. So Shirley had another think.
(45 min)
or whoever were the back room boys. They did away with all that and went back to the old principle, a more sophisticated way. Your size used to be regulated with a float roller. When your float roller went down it opened a valve and let more size in, and when your float roller came up it shut the valve. It were pumping from the size box all the time but the float roller regulated all that. Well, Shirley came out with a small edition of that. You had your stock size and your yarn were taking the size up for the required amount that you’d set your wheels at. And if the size level went down at all it worked this float and let the water come in and the size were coming in at a predetermined volume all the time. But if it went down a bit, it’d be getting stronger, more water came in and it were all worked simply with a small float onto your water supply. It’s done away with all the fancy valves and the diaphragms and mistakes with low voltage and high voltage.
That’s it.
R- On the new Shirley box. But this [the Bancroft setup] is just the old fashioned method that started, well, 150 years since.
They did have a float on but of course it was in the sow box. That were just for keeping the level right in the sow box. And the pump on the side of the size beck that you can see in 53 worked on a scotch yoke and it was pumping all the time.
R- Yes, and a relief valve.
Yes, and a relief valve. That’s it, yes. Right, we’ll leave that now, because we’re getting near to the end of the tape and we'll start the next tape with picture number 54.
SCG/04 April 2003
7,041 words.
LANCASHIRE TEXTILE PROJECT
TAPE 79/AD/16
THIS TAPE HAS BEEN RECORDED ON THE 21st OF JULY 1979 AT 16 COWGILL STREET, EARBY. THE INFORMANT IS HORACE THORNTON, TAPER AND THE INTERVIEWER IS STANLEY GRAHAM.
And we are carrying on. This is the fourth tape in the series describing the taping pictures in the Bancroft folio and we are carrying on with this tape from picture number 54 which continues the gaiting up process.

R- Well, he’s run the sheet through and dropped it into the raddle and got it set as he wants. He’ll go round to the back and he puts splitting bands in. Then you run the sheet through the sizing, it’s all stuck together in a sheet like paper. So you’ve to put them splitting bands in, you’ve to put one between every two beams. If you have, if you’ve seven beams in you’ll just put six bands in and then you run them through to the front of the tape, and picture 55 shows them running the bands through.
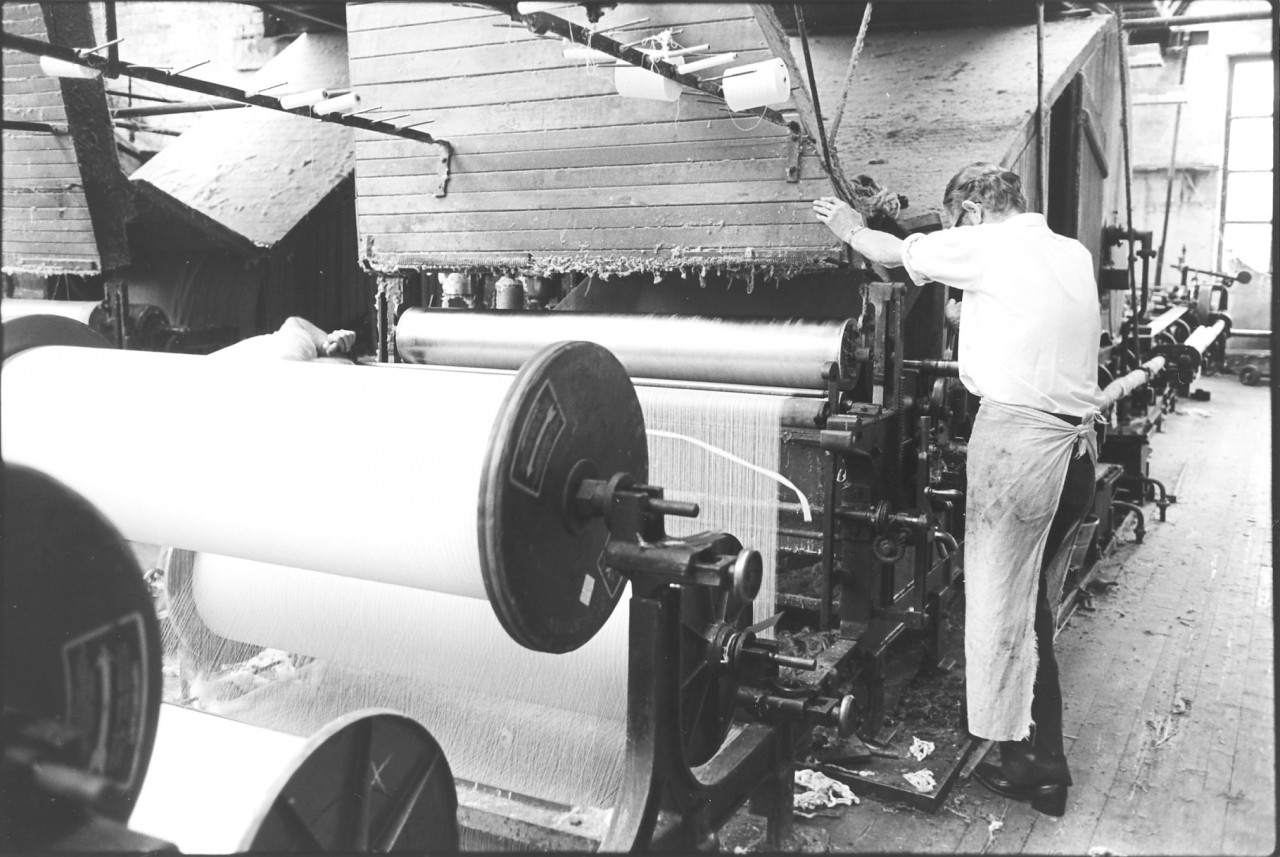
(50)
He’s just running the bands through.
They are just running the bands through and Joe’s…
R- He is twining down, he's putting the immersion roller down into the…
He was just getting ready to drop the immersion roller.
R- Yes, that’s what he were doing.
But I think where Joe’s bent down, on 55, he’s just on with the steam. I think he is just on with the steam down there. [on the far side from Jim]
R- Yes, putting the steam on, yes he’ll be boiling up and just getting it nicely bubbling over, because it’s no good putting your roller down if the size isn't boiling, it’d come through like porridge. He is boiling up there. And then the labourer is just watching this size and watching the splitting bands coming through. Sometimes if you weren’t watching they’d get fast on the side, get fast round this roller. If the bands were too long they’d get fast round the pike on the end of these tin rollers and then pull one out and then you’ve to start all afresh. But you can see here, he’s boiling up by the turning on all the steam.
Aye, it in. On 56…
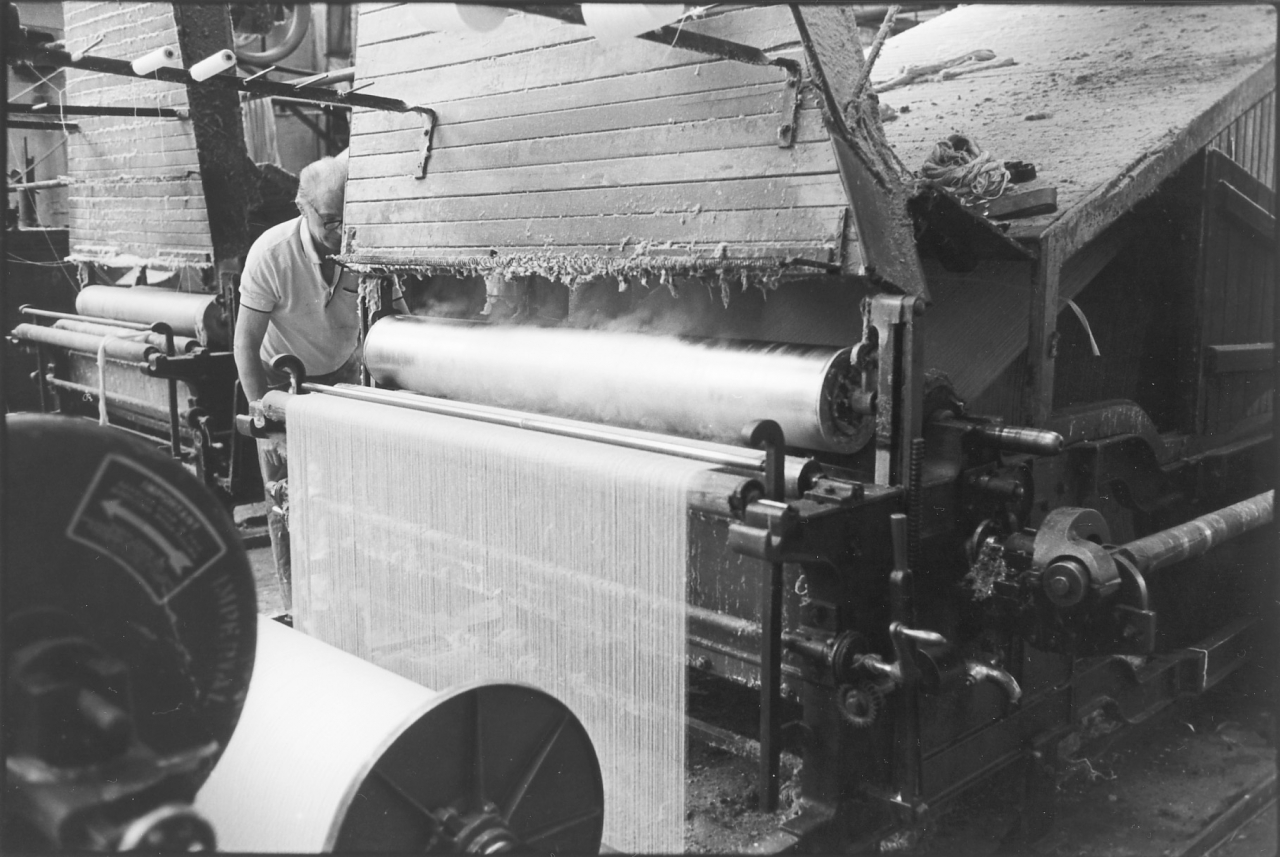
R- On picture 56 is boiling up, because there you can see all the steam rising. And then he has to run the bands through to the front. It shows Joe just watching them through.
He is. He’s just putting his immersion roller down there, he is winding it down isn’t he? [57]
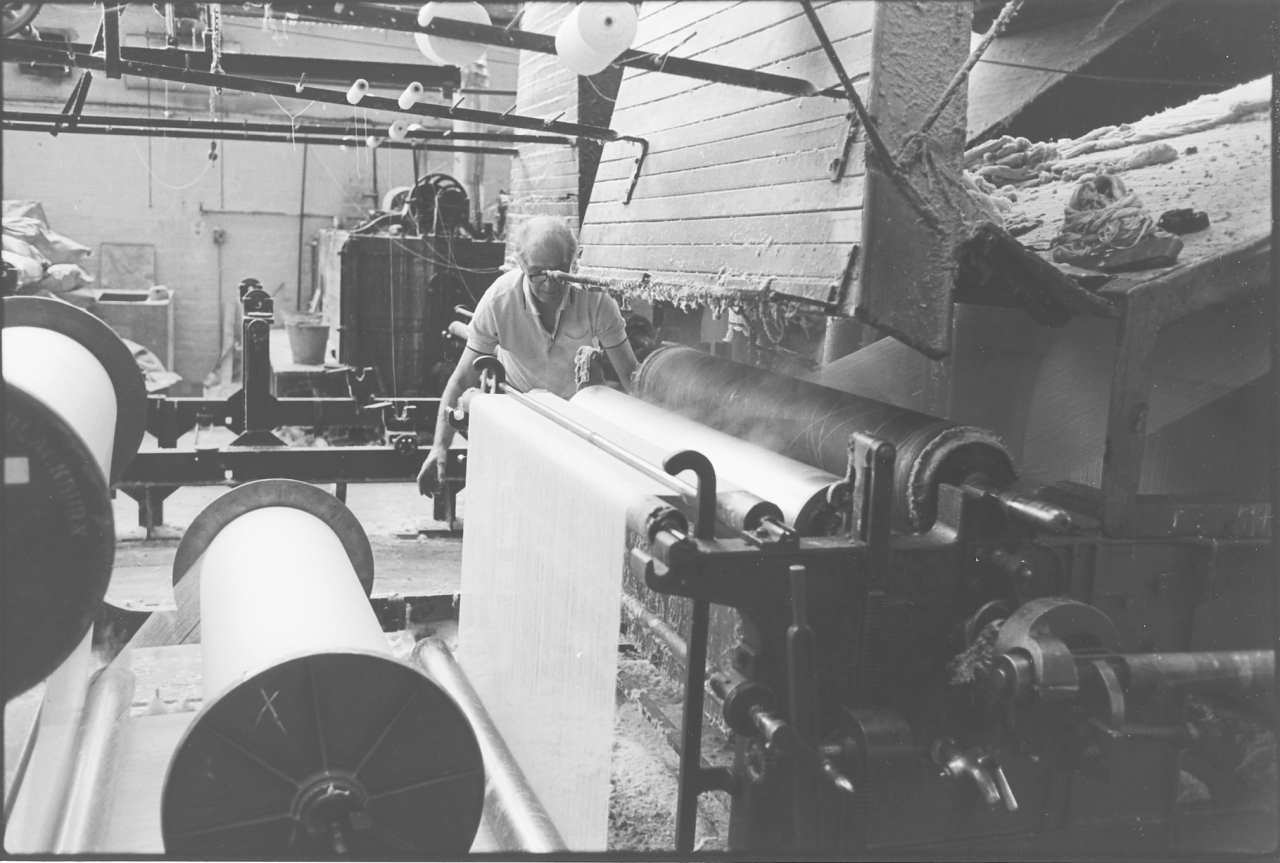
[57]
R- Yes, and he has dropped the squeeze roller down and he is twining the immersion roller down. That’s to get the yarn into the size.
On 58…
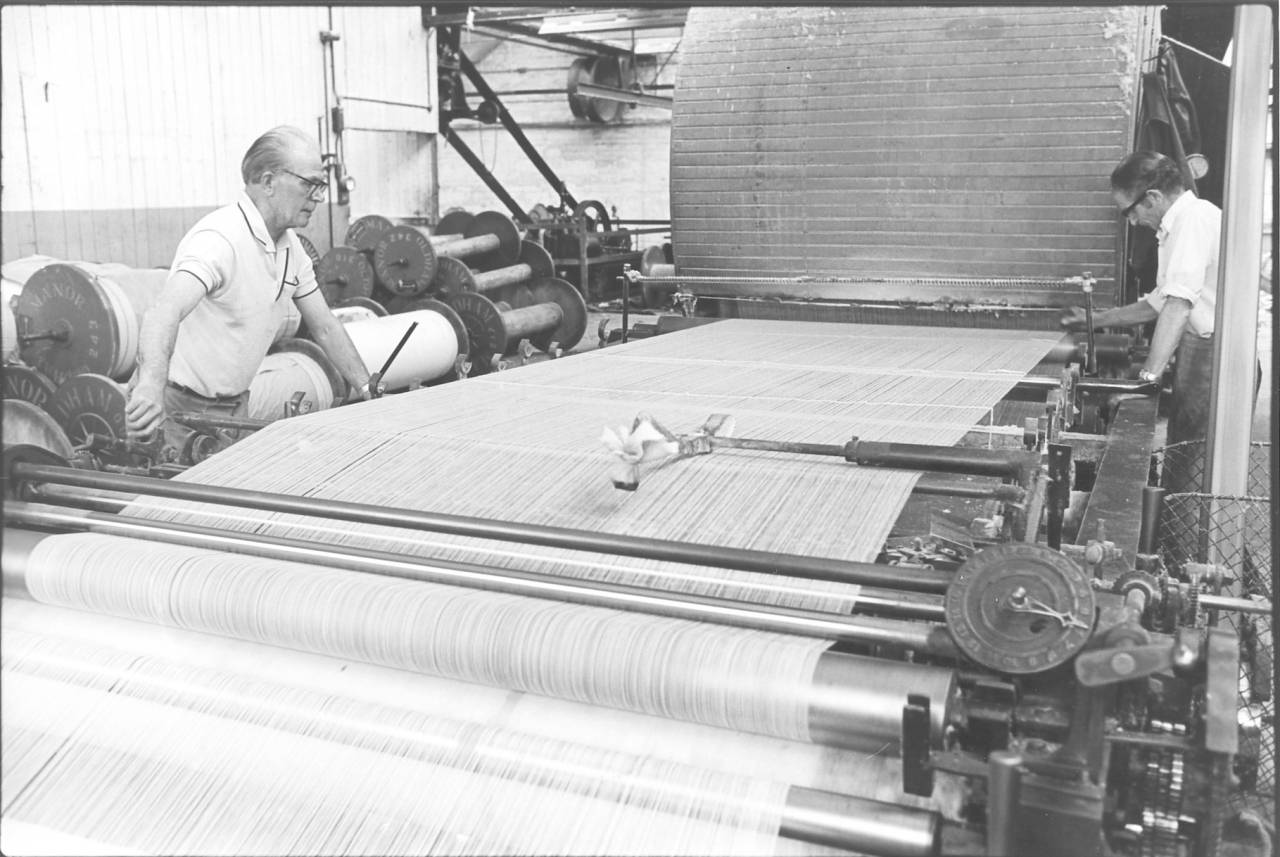
R- On 58 he’s come round to the front and he is just watching the bands come through. Well he is at the first band, it shows on the top of the sheet there.
Aye, now has Jim just put a striking comb in there on 58?
R- And he’s put the striking comb in the back, because if you put them in immediately after the .. but that hasn’t been a splitting band.
No it isn’t a splitting band. You are right.
R- They’ve been straighteners, they were straighteners they were putting in ...
Yes, now, they’ve put two lots in. Now we’d better just get this straight, they’ve put two lots in. The photograph that we showed, them throwing them through, those were the split bands.
R- Yes.
But they always used to put a couple in before [they put the split bands in] now what were they for?
R- Straighteners, yes. Well, it were to get all the ends [straight]at the back, if you put straighteners in it kept all the sheet together, and if they were straight at the back they came through to the front straight. If you didn’t do that they were crossed, they wandered as they were coming through. But you put quite a lot of these here straighteners in, but at Johnsons we had a lot of sticky tape.
Yes, aye.
R- we put two on every beam. Stuck the ends together and as they came through the front they were all stuck in one straight place. And immediately after that you’d put your comb in.
That’s what Jim’s just done there, just as those straighteners have come through he’s dropped the striking comb.
R- Yes and you ran it through to the front and when you got to the front you saw whether it looked all right. There is a handle there that you pulled over and it dropped the bar that the sheet were resting on, and let the ends all drop down into the raddle.
Yes. I think that’s what is happening on 59 as we turn over.
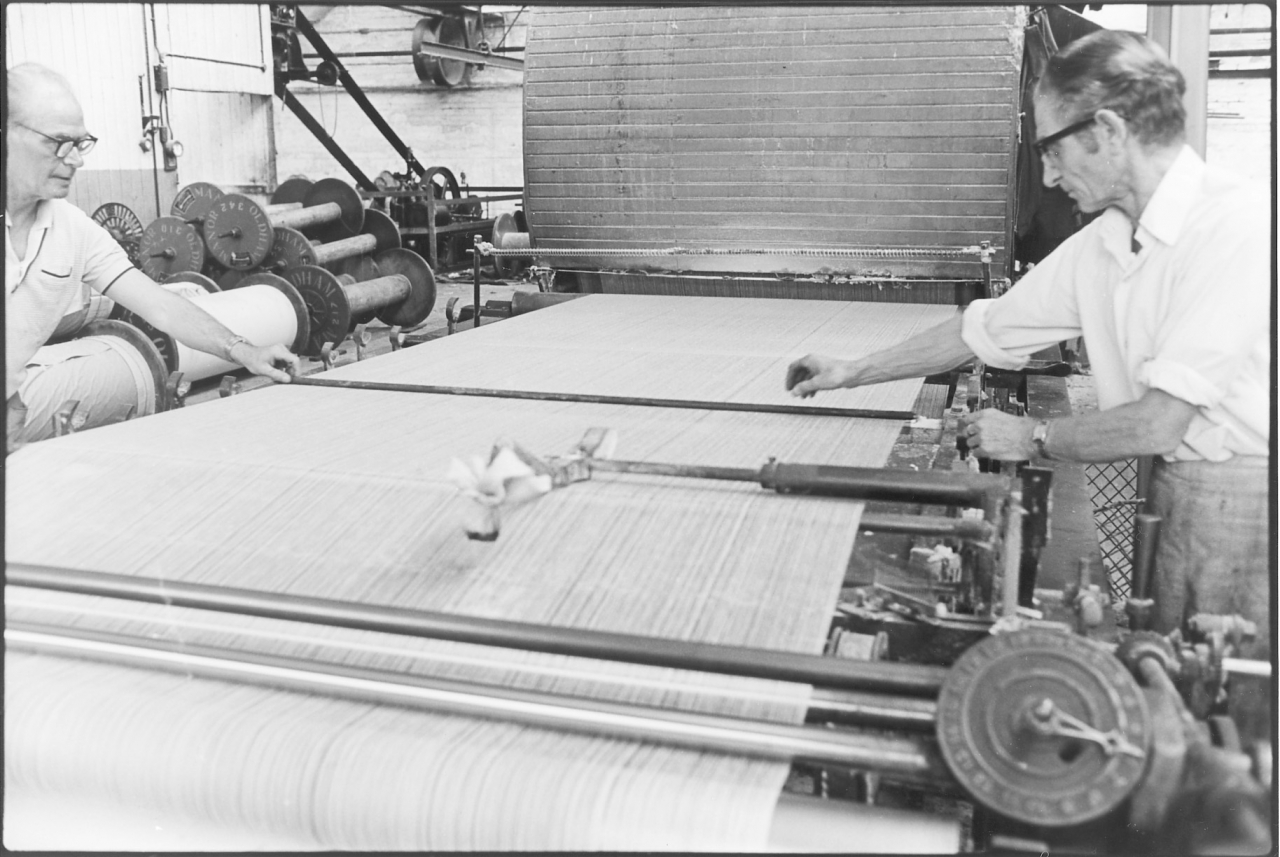
R- Yes, and it’s a fairly good sheet is that. If it's a very light sheet, not many ends in, you have a job to get a good sheet, but if you have a thick sheet they hold one another in place. Now on picture 59 he is just running the striking comb to the front and then Joe's ...
On 60 Joe’s just dropped the sheet, hasn’t he.
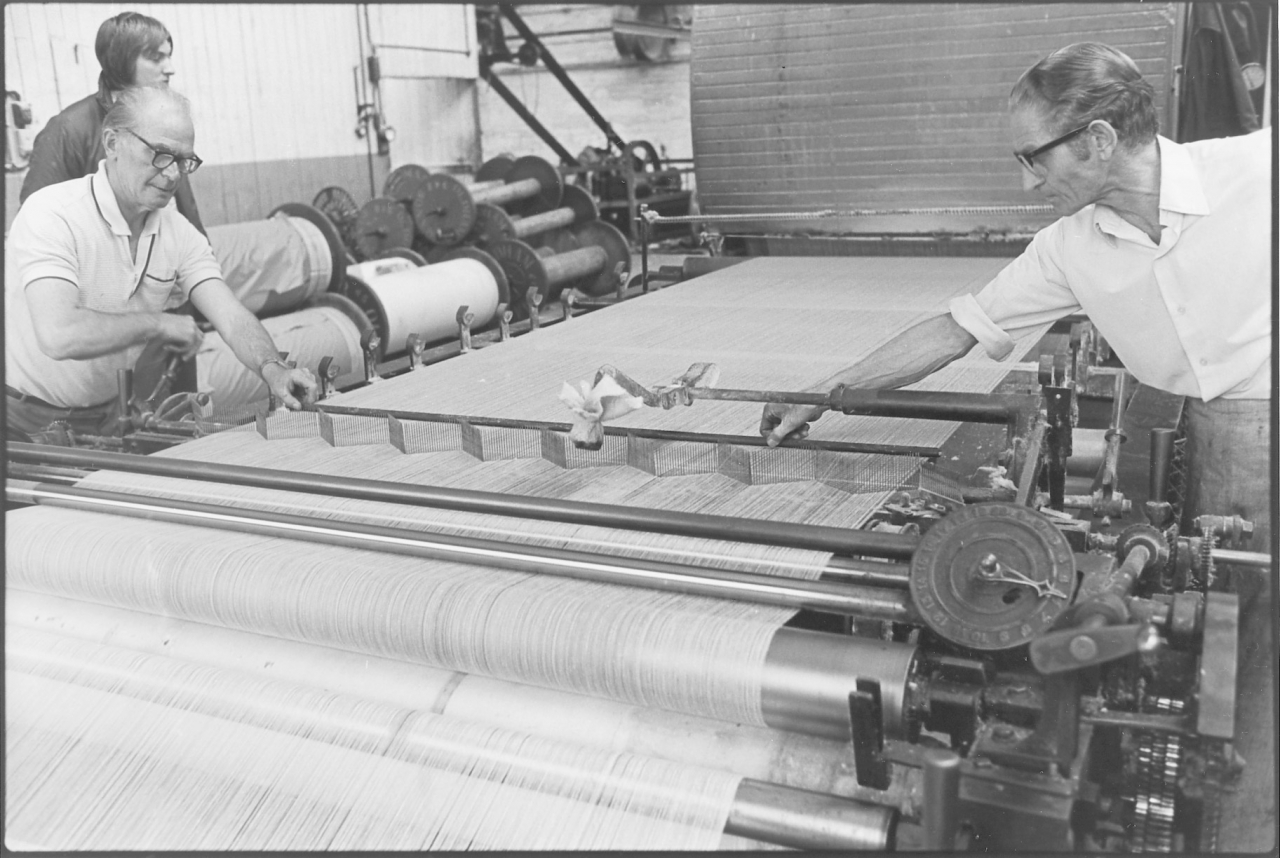
R- On 60 he’s dropped the sheet into the raddle.
Yes and then of course they lift that striking comb out of the way. And that ensured that he’s got as near to a good sheet at his
(200)
raddle as he can, before he starts.
R- Yes. They’re coming through here as they have left the back beams. If they’re crossed here they’re crossed for the weaver and the ends get crossed behind the healds and reed and break out. You’ve got to try and get the best sheet you can. But with us, after you had struck like that, if you had 2,000 ends in a warp and you had 250 pins on your raddle, you reckoned up how many ends would go into each dent.
Into a dent. Aye.
R- Into a dent, and if you counted them in like that you had a perfect sheet then. If you had a good comb and a good sheet they were perfect then. And it’s the only way to make it a good weaving proposition is to have everything right in the tape.
That’s it. I think when we get forward you’ll see Joe put them in. I don’t think Joe actually counted them in, I think he did it by eye.
R- No, he’ll just straighten them and what looks a bit thick he’ll thin. They’ve got the warp struck, they’re taking the striking comb out. And now the bands are coming up, the splitting bands.
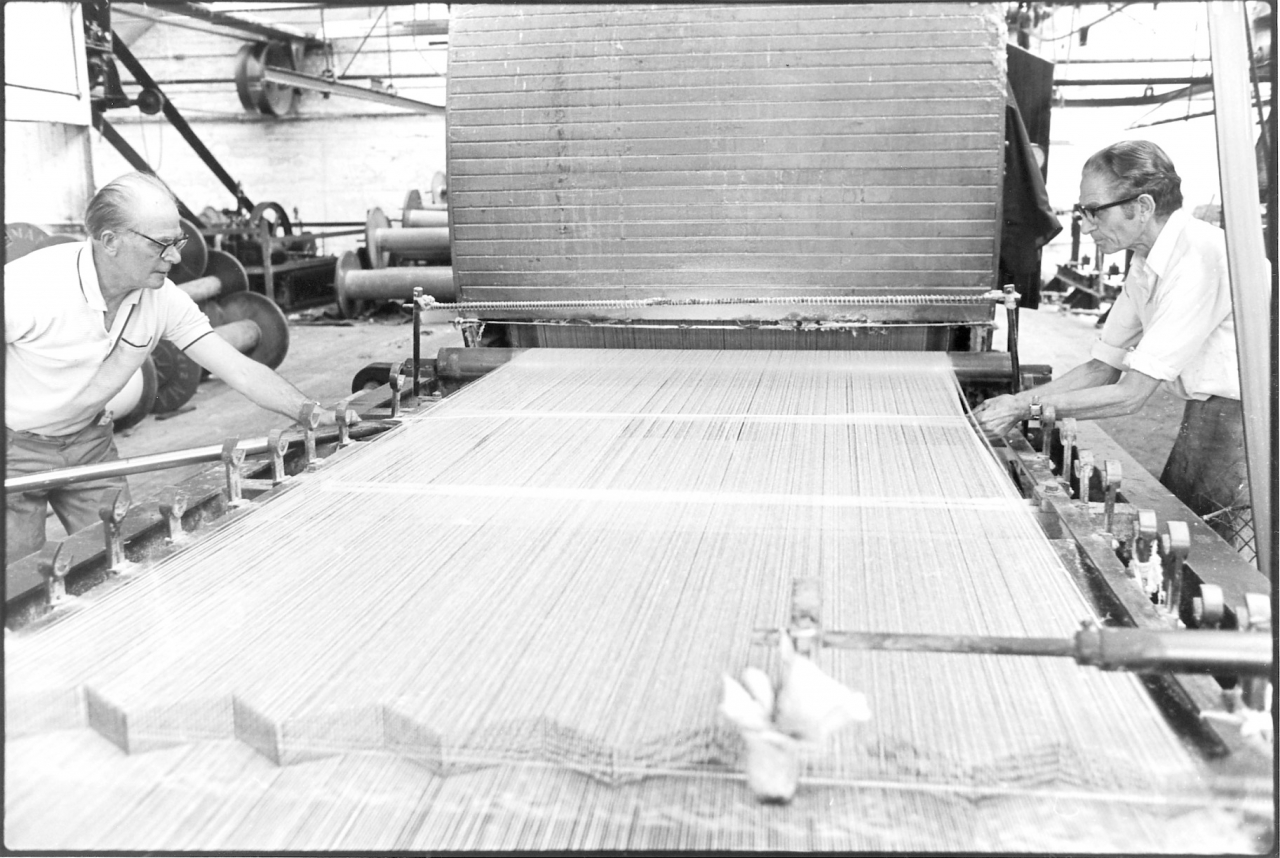
Aye 61, yes.
(250)
R- On 61. There’s Joe putting the first splitting batten in. That’s the big rod that splits the sheet in two halves. There’ll be seven beams, there’ll be three ends off three beams to the top, and four beams to the bottom. And then each of those four beams are split again, and the three beams are split again. Some tapers believed in splitting a top one and a bottom alternately, others with a thick sheet, they put the big rod in and then used to put the rods in as if there were two separate sheets.
Yes.
R- You see? You put your big rod there, and then for your bottom sheet you had the rods here, and then for your top sheet you put the rods there. I found that method were the best because if you had any loose ends, any ends broke coming through, got stuck on the beam or broke and come forward, if you had your big rod in here and rodded them in two halves, they would probably come into the right sheet, either the top or the bottom one. If you were getting your ends all wrong, usually if you put the big rod in it would straighten things up. You could always tell where you wanted the rods in, put a band in for the big rod. And when it came here, you just opened the splitting band, and you could see whether you had any
(300)
(10 min)
ends in the bottom sheet that should be in the top, or in the top sheet that should be in the bottom.
I’ve seen Joe do that while they’re running. Half way through a set they’d go and throw a band in, and watch where it came split, where it came through, just lift it as they are here, because in 62 Joe’s got his rod half way through and you can see that ...
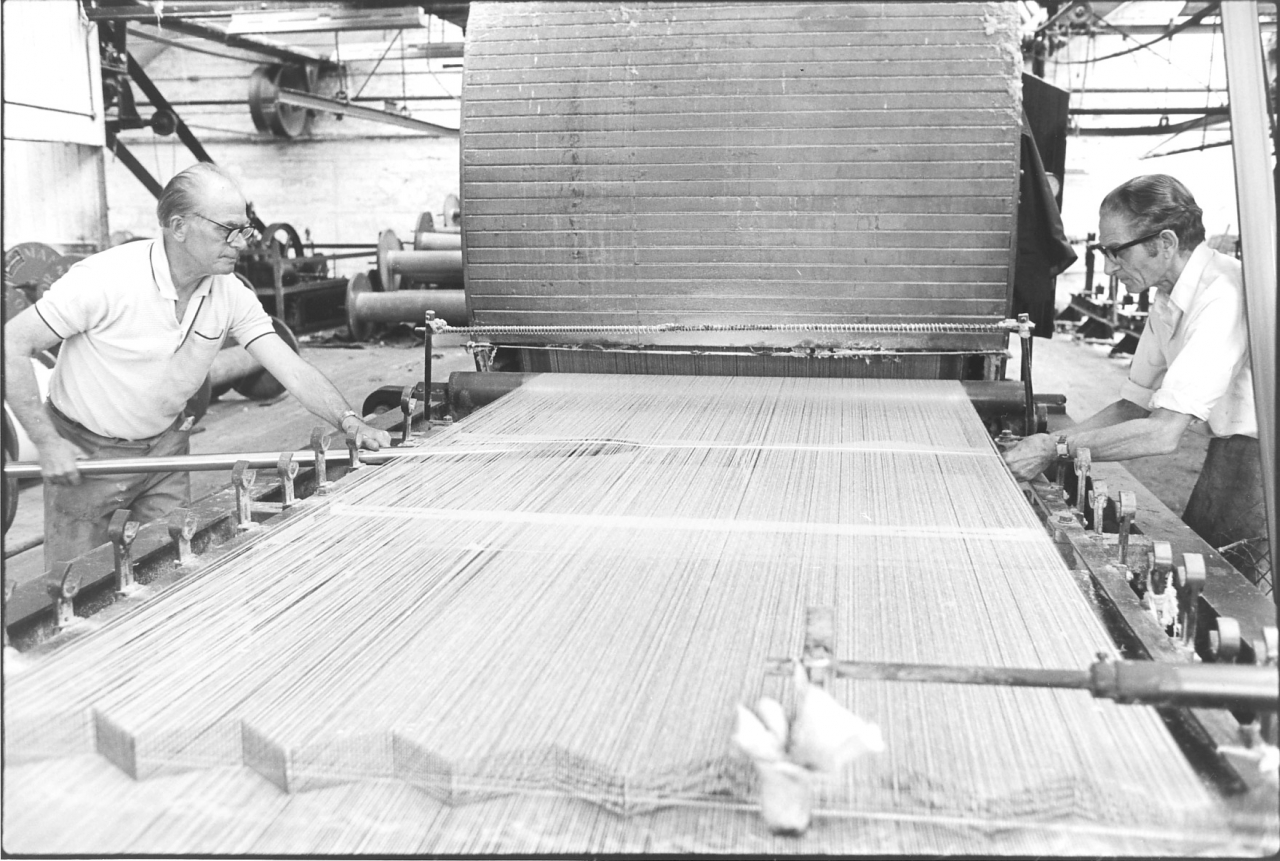
R- There, yes.
Yes. And Jim’s got hold of the two halves and he is holding them, trying to hold them above each other so that Joe can follow through with the rod.
R- Follow through. But a particular taper, he’d rod up every two warps.
Aye.
R- Whether it needed it or not. To make a good job. If you were lazy and didn’t feel like it you didn’t but the proper thing to do were to rod up every two warps, and if it were a thick sheet, at the top of every warp.
I’ve never seen it done at Bancroft.
R- Every warp at a particular place, a coloured place, very particular, every warp. But I used to do every two warps. Very light sorts you didn’t, two or three times in a set, that were all you did because you could tell by the amounts of ends that were coming down. If you were having trouble with a beam you rodded up more but with light sorts the same as we had at Johnsons, and running well, you didn’t bother as much, happen two or three times in a set. But anybody that studied the weaver, they tried to make as good a job as they could because whatever’s wrong, it all ended up with the weaver. If it were bad yarn, or bad winding, or bad beaming or bad
(350)
taping, or bad tackling, it all finished up with the weaver. Because everybody else were on a standing wage. But with the weavers, they were on piece work and the harder they worked and less they had to draw. That were the wrong thing about weaving, about piece work. But they were women, men wouldn’t have stuck it all men, they wouldn't have done the job. But I’ll turn back a bit here. Picture 60. On an old fashioned tape the most intricate thing were the change wheel motion.
[60]
Yes, down in the bottom right-hand corner, yes.
R- Right hand corner, you can see the teeth shining.
I used to watch it working many a time, with the odd teeth in the wheels and the reversing motion for the clock.
You could set it to any length of warp to mark, any time, to an inch. And it were very simple, you had a tee key, it should be about here, it should be here in a slot, here, the same as a [small box key]
Yes, tee key, yes. That’s it, it's down in a slot on the end of the tape.
R- Yes. Now, there a hole there.
Yes, on the clock.
R- Yes. When you had finished a set and you wanted a different length of warp. If it were only a few inches different, if you wanted a hundred yards of cloth, different yarn and different thickness of weft altered the ...
(400)
And different pick on the looms yes.
R- Yes. Gave a different length of finished cloth.
That’s it. Aye.
R- You see you had to alter the clock here. Well you put this key in there [the hole on the clock face] and undo a nut there. And you put this point back to zero, and you twined [turned]your clock back, down here, you twined it back.
Yes. There is a knob on the face of it, to hold on to, yes.
R- Yes. And you turned round and round till you got to zero and then you started off again. 36, you twined it 36 times, and then you
(15 min)
twined it back, you twined it 36 and then twined on to 54, another one. That gave you a 36-54, that were a yard and a half, weren't it. 36 yards and 54 inches.
Yes. That's 36 and 54 ...
R- 37 and a half yards, you see.
Yes, that’s it. Yes.
R- Or 50 yards. 52 yards you see if you wanted a warp length of 52 yards, for a mark, you couldn’t go to above a hundred. If you wanted a cloth length of hundred yards you’d have to have two marks, to mark twice, mark at 50 yards. You couldn’t go above hundred. You couldn’t go hundred yards and 20 inches. You could go 99 yards and 20 inches, but that was it. It wouldn't give you a hundred yard cloth length because all the take
(450)
up of the weft and …
Yes, and most of the pieces we did, they were marked twice, because of course we were on 100 yard cuts.
R- Yes. Well they couldn’t do a full 100 yards. But I considered that were the most intricate thing about the old fashioned tape.
Yes, they were a grand thing.
R- And a fitter from Howard and Bullough’s…
I’m trying to think whose patent it was. It said on it, somebody's patent, not Hitchin’s…..
R- Yes. Well, Hitchin’s patent.
Hitchon, that were it!
R- Hitchon, and he said that the man who patented that went mad eventually. But it were a [wonderful thing].. I used to study and look at it and the hundreds of times I’ve turned them round, you just did it with your eyes shut. Unscrewed here and then put your clock back to zero. And then when you’ve doffed your warp, put it back to zero again, and then turn this back the two or three .. you know ... turned it back to zero.
Aye, that’s Hitchon's patents.
R- Aye, back to zero, but every taper would have them on.
And of course that clock on the front counted the number of cuts that you have on that warp.
R- Yes, that were it you see, what’s it go to, 20?
I think that goes up to twenty, aye.
R- 20 yes. You see? No, it were all right were that and never went wrong.
Aye. It couldn’t go wrong, unless it broke, because it relied on those hunting teeth in those gears and ...
R- No. Never went wrong. But you could set your clock to, well, say a quarter of an inch
Yes.
R- And if there were anybody getten a warp in the shed and they were coming out short and they were all coming out short they’d say “put a bit more length on” you see. They’re taking up more than they’d reckoned on. That’s on page 60, that’s where the marking ink comes, it strikes.
Aye, on that drag roller in front, that [cloth covered hammer], that marks yes.
R- Yes. And the ink, over the years it corroded it and wore it. And you always .. there, it appeared to be a bad sheet. But there were grooves in this roller here and the ends ran together. You could have altered it if you’d moved your marker, it would move, and move your vessels, it were on a long rod, you could put your vessel anywhere.
Yes.
R- For narrow cloth, you could move your vessel near the middle and you struck there.
But under that hammer, where the hammer strikes, there was a vessel underneath with a pad in, with the ink in wasn’t there.
R- Yes, a wheel.
A wheel yes.
R- And when it struck, when you were working here, off here, this belt worked it, you see that belt there, that worked the
(20 min)
striking motion and it were on that cam there, and when it got to the where it should strike it released it here and it whizzed round, it did that. And this belt pulled it round and the wheel spun round in the ink, you’d always a wet roller. And you could move it anywhere, if you were on broad cloth, and you could move it so that the mark was on the selvedge. Everything were well thought out. There were no problems, of course they had been on the go such a long time and ...
Yes. The result of years and years and years of experiences wasn’t it.
R It was.
Anyway, we’ll go back to, well we can go on to 63. Now 63, Joe's got his rod right the way through and Jim’s just grabbing hold of the end of it isn’t he.
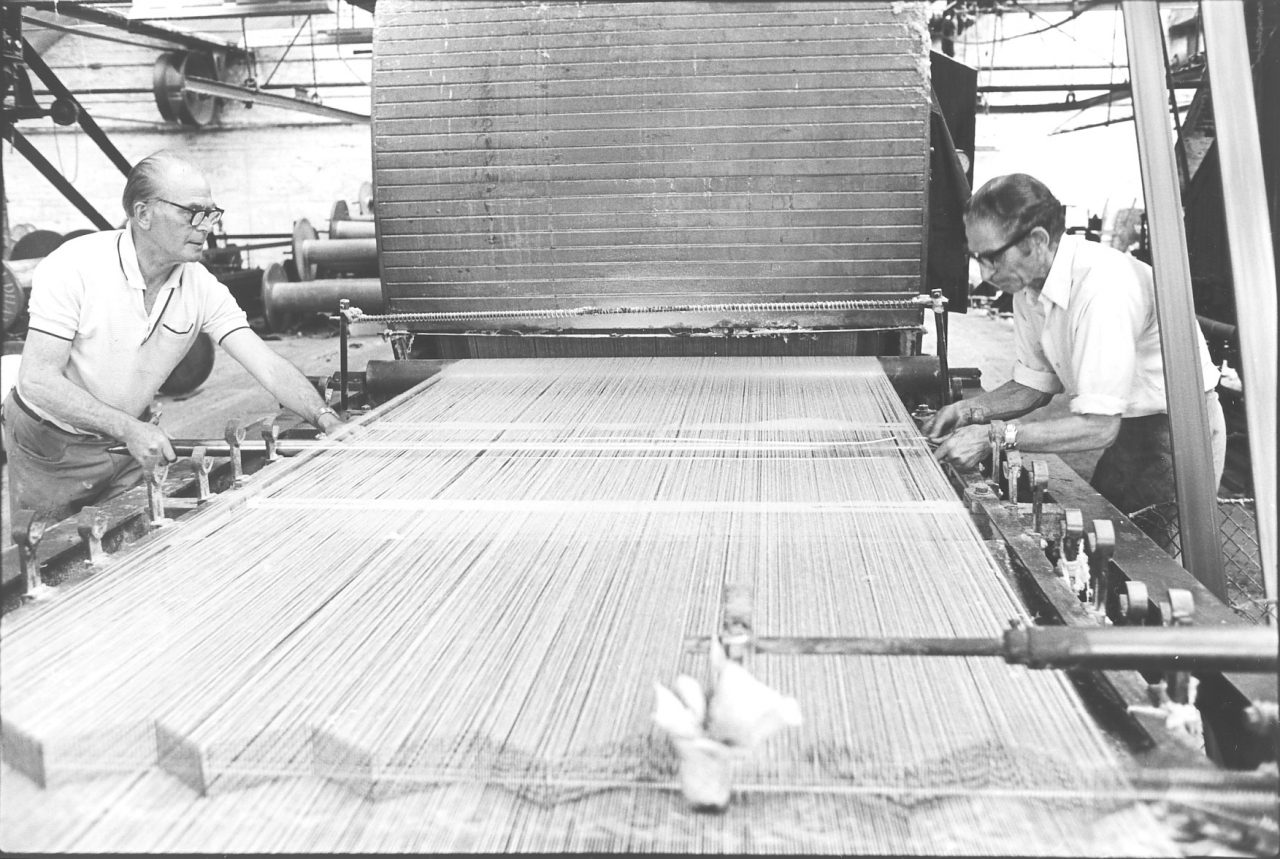
R- Yes. And he puts it into the proper bracket, and pulls the [splitting tape out]
Yes, well, on 64 Joe’s just hooking his end into the bracket, Jim’s got his in and Jim’s just pulling the splitting band out.
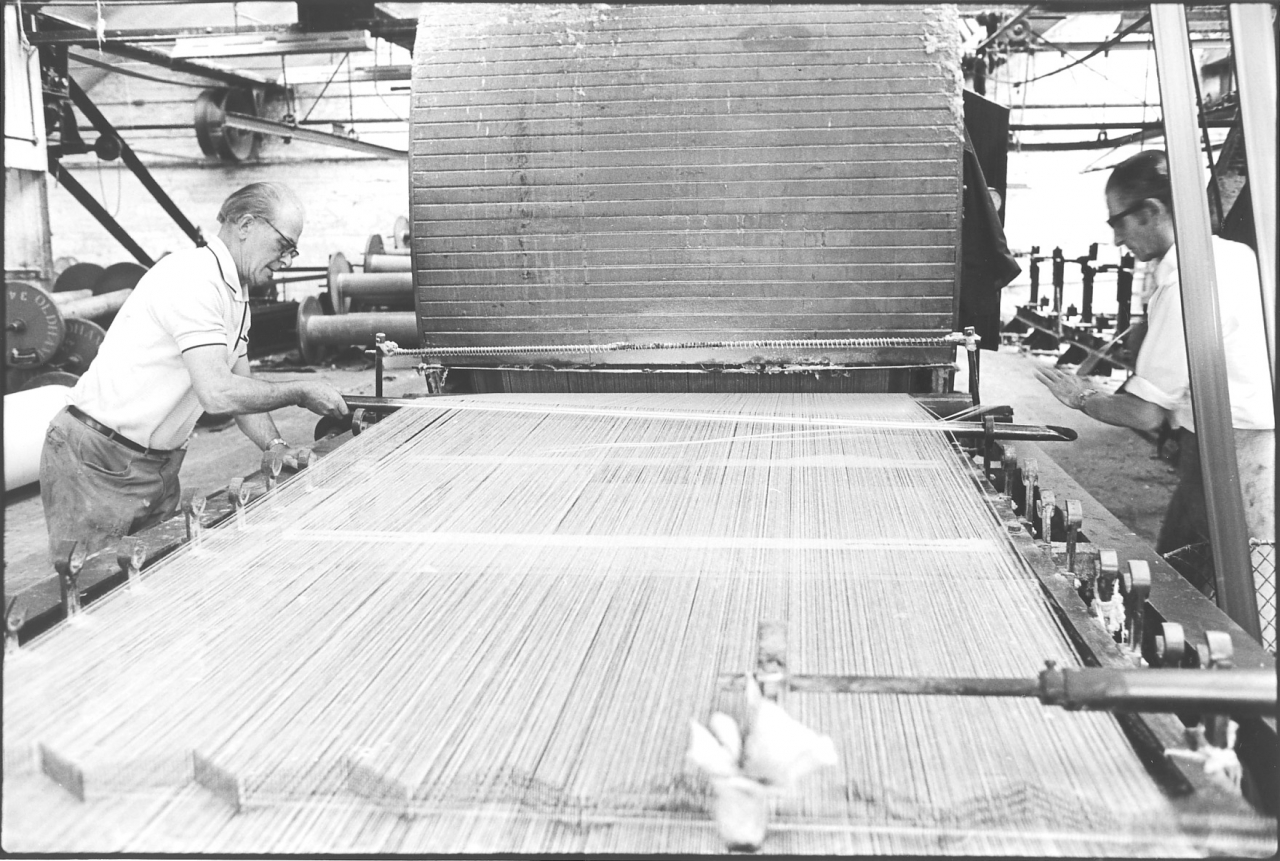
R- Yes, he is. That’s the big rod, that’s the heaviest. And this here is a piece of cotton you tied round the striking hammer so it strikes better. Now we go on to 65.
(550)
Aye, 65.
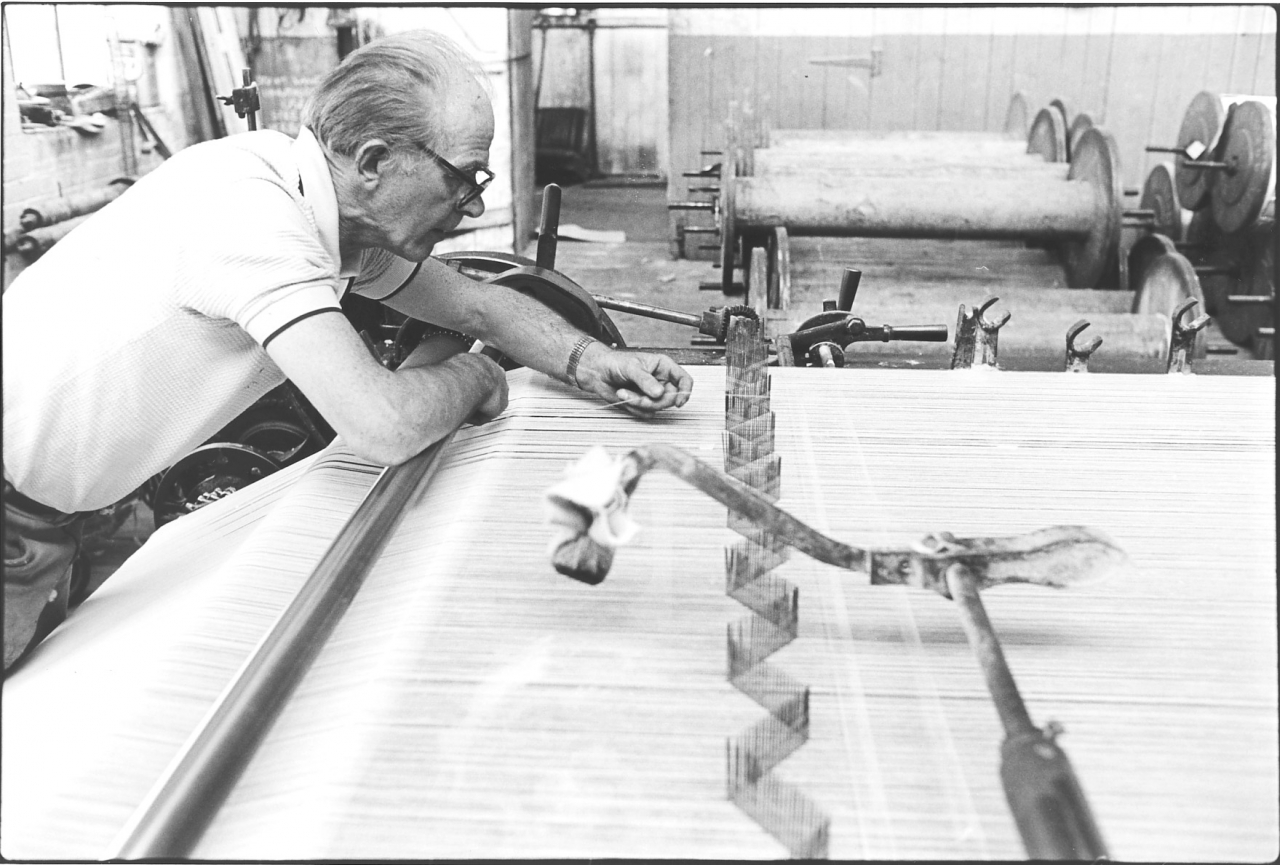
R- And Joe’s just sorting his sheet out. Any thick places he is moving the ends into the thin ends. But it isn’t what I’d call a good sheet isn’t that. A particular manager wouldn’t let you run like that, you’d have to lay them in. And we got paid extra for laying in, they were all extras, counting in, and warps with six and seven thousand ends. You were a few hours you know, counting them all in into one of them.
Yes, well, you wouldn’t have your tape running would you while you were counting them in.
R- You were stopped.
When Joe did that it were running slowly.
R- When it were running slow.
Because if you were going to be on for an hour or two like that, I mean, the amount of cotton that would get wasted would be nobody’s business wouldn’t it. If it were moving.
R- Oh no, that were after you’d gaited up and got your rods in and got all straight. You took your dummy out, cut all this off, or balled it off for tying up band; but this wouldn’t do for a tying band. This was unsized.
That’s it, aye, it’s soft waste that’s coming off there.
R- Yes, unsized that soft waste. But we had to lay everything in, the heavy stuff and the light stuff, it all had to be laid in.
Yes, we’ll come to…
R- Because with bandages, they were all cut off in strips. Well an order might have been cut this way, you’d have thick places and thin places when it were cut off in strips. For instance if you were
(600)
wrapping, if you got bandages that were cut off like that in yard lengths.
Crossing the warp, yes.
R- Crossing the warp. When you came to here and were wrapping somebody’s finger up, there’d be nothing to wrap up with there.
Yes, where there was a bad place in the sheet.
R- And when it was sticking plaster, the plaster would go through there and stick on to the next roll.
Yes. And on 66, he is still laying them in is Joe.
R- Yes, he is straightening his sheet up.
Right.
R- And it shows the hammer for marking the blue marks on the pieces.
Yes. Did they all use blue marks? That were blue at Bancroft.
R- Always. If you had two tapes one had a blue one and one had a red one.
Ah well, at Bancroft there were two tapes, one had a single hammer on and one had a double hammer.
R- Yes. Well the places that I’ve been at, if there were two tapes one’d have red ..
Aye, different colours. Yes.
R- But, and in some place they didn’t mind about the colour, they’d different colour tickets for the warps. One tape would have blue and the other yellow or red.
(25 min)
Yes. Like a warp card.

[67]
R- Yes. Now Joe, on 67, it gives you a close-up here. He is still straightening his sheet. You’ll see these that he has in his fingers, there’s three or four ends together there, well he has to thin them out a bit. And eventually he is satisfied as much as you can be satisfied with doing it like this. But I mean, look here, it’s a horrid sheet. Far better counting in, every one accurate.
[You might get the impression from Horace’s commentary that Joe wasn’t scoring many points here! As far as Horace is concerned this is the case but it’s as well to realise that Horace has been working for the best capitalised weaving firm in the area. In addition, Johnsons were weaving for a very particular market, medical fabrics. Joe on the other hand has been working for a rag shop all his life and everything was done to cut costs and get production. This doesn’t mean he is a bad taper, far from it. What it means is that he has been brainwashed into taking the quickest and cheapest way round the job. The bottom line was that with all the faults in the way Bancroft was run, they produced good cloth under bad conditions. Horace’s comments are valuable because they increase our understanding but don’t take his criticisms too seriously.]
And 68 is just a general view of ...
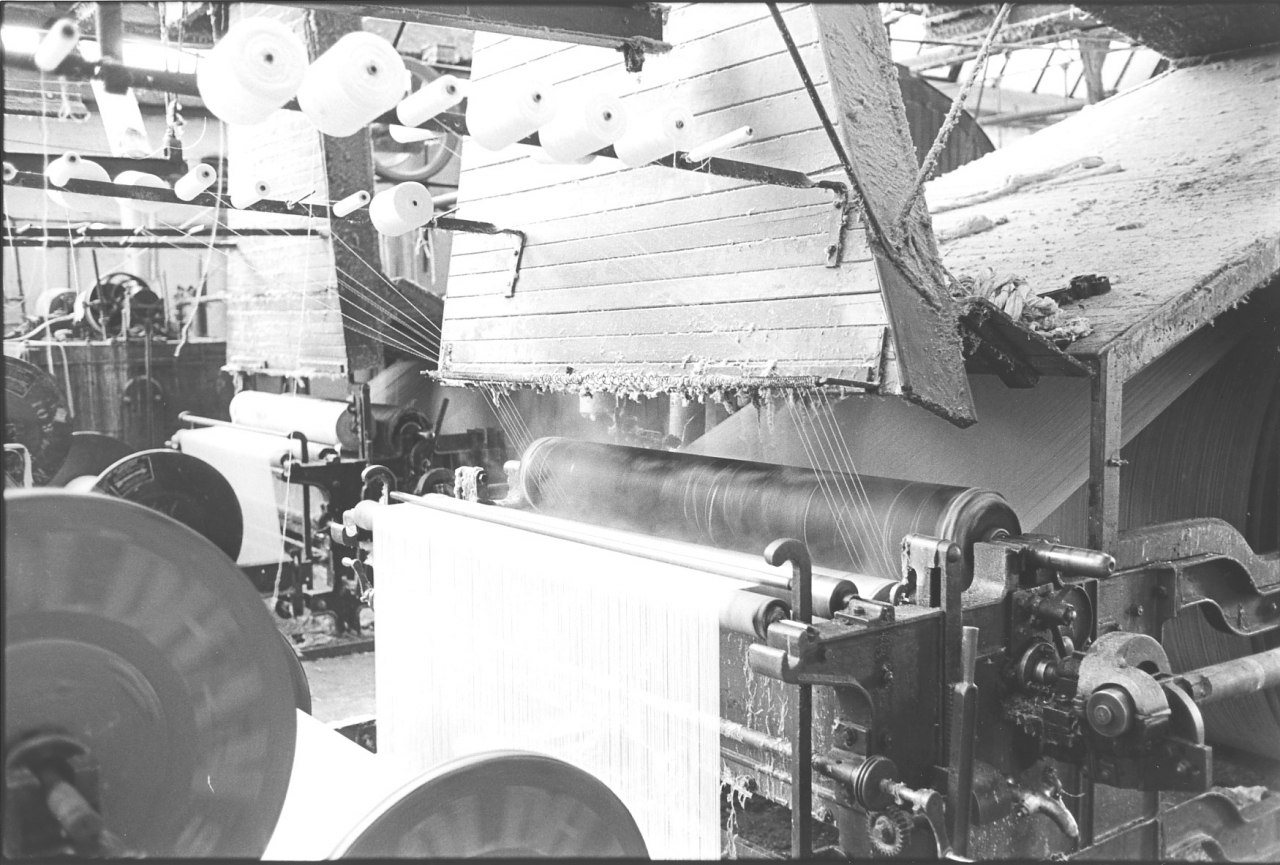
R- The back of the tape, yes.
The sow box when it’s running.
R- When it’s running.
And on there you see, I can’t think why that was, but those are the selvedge ends that are going in there. They’ve got a fair number going in. There’s three, one, two, ah there’s six at each side which is what you were saying before. There’s six going in at each side for the selvedge.
R- Yes. Two, four, six, but I didn’t notice them on the front.
No, well it’s…
(650)
R- It could be a different set.
Well, it could be, that could be a different set. In fact that is a different set, it is a different set.
R- Yes. You see, there’s six running.
Yes. That’s just been put in there because it’s just a nice picture. And it shows all the muck on top of the trunking.
R- Yes, and he’s going at speed there, you can tell, it’s boiling up nicely and the selvedge is going on. When they put a selvedge on, it’s to make the cloth stronger. In the weaving shed, a strong pick cloth, if they hadn’t a selvedge in made of two fold yarn, when it were beating up it would break out you see.
In fact that is definitely earlier, because both those tapes are gaited up, the far tape’s gaited as well. You can see the sheet in the far tape.
R- Yes it is. Yes, you can.
That’s in the days when they were working together, and 69 is an even closer view of the same picture. It's a nice shot is that.
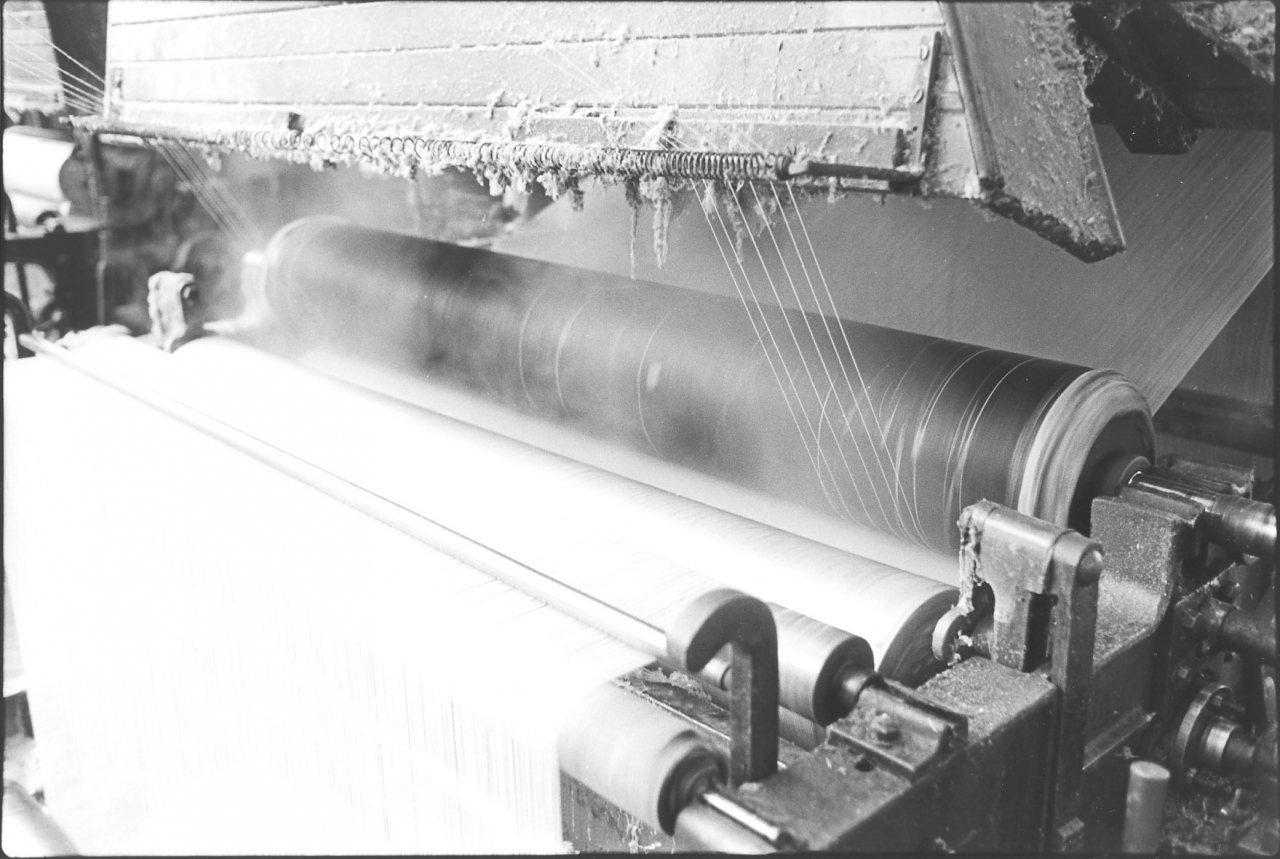
R- This is the size box and it gives you all the details here. The first one’s the drop roller, it keeps your warp tensioned. If you have a beam running slack it keeps them tensioned.
Aye, and then the sheet going under the immersion roller which is fully down.
R- And into the size, and then coming up and through the squeeze roller to squeeze the surplus sizing off.
Now, picture number 70. Oh, picture number 70 is just looking through the door ...

R- Into the small cylinder.
Into the cylinder ... yes.
R- The small cylinder. And then it comes round here, and goes over the top and goes over the big cylinder first, and then round the bottom and on to the little cylinder, round and under the little cylinder, and out to the front.
It comes up to the front there, 71. Now then this, 71 was starting the process of doffing a warp. We’ve got the tape running slow. Yes, that's the tee key at the end there for the clock.

R- Changing the clock, yes. [72]
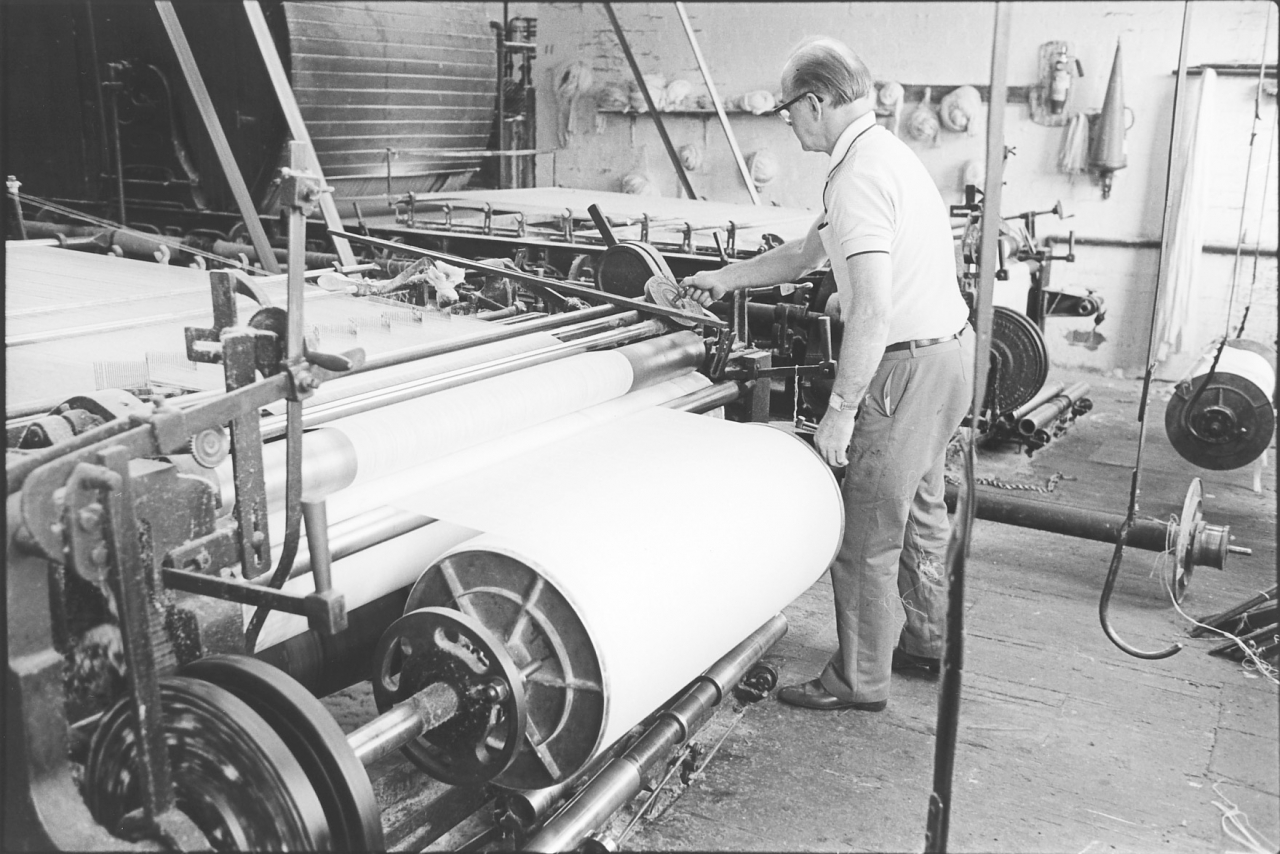
[72]
And Joe there, he is doing something that we were just on about he is…
R - Necking in.
Necking in, he is building it up, isn’t he, to get more on that warp.
(700)
R- Yes. You can get a cut on top after they’re full. And if you let them run above the flanges without necking in they’d all fall off at the sides.
That’s it, yes.
R- But there’s one thing about this building a warp up when you’re running them, putting them on to a floor. If you drop them on to a wood floor that's badly worn they are apt to get broken. At Johnsons you had to run nothing over the flanges, it had to be all below the flanges, they wanted no damaged warps.
I know we were always very careful with the warps, and they always used to be put down on either ...
R- Onto the paper.
Well, paper or lino, or we had old sacks lay about, anything just to keep them off the flour for that reason.
R- Yes, but Johnsons were a stone floor, all stone floors, they couldn't be putting them down on the stone floor for weeks. They’d have mildewed.
[On 73 Joe is knocking the belt over onto the slow pulley]
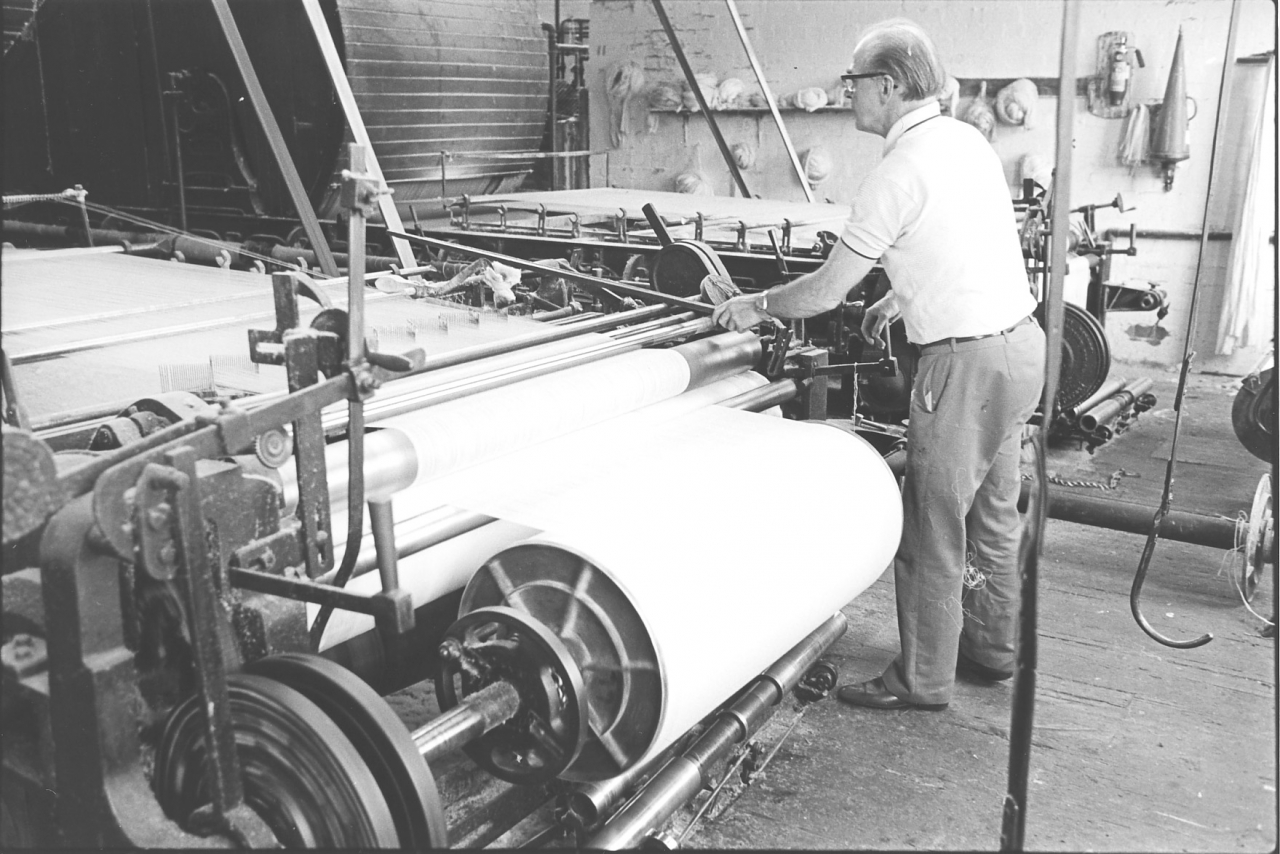
Yes. Now then, in 74 Joe’s getting his empty beam ready and he is putting his bit of thrum on.
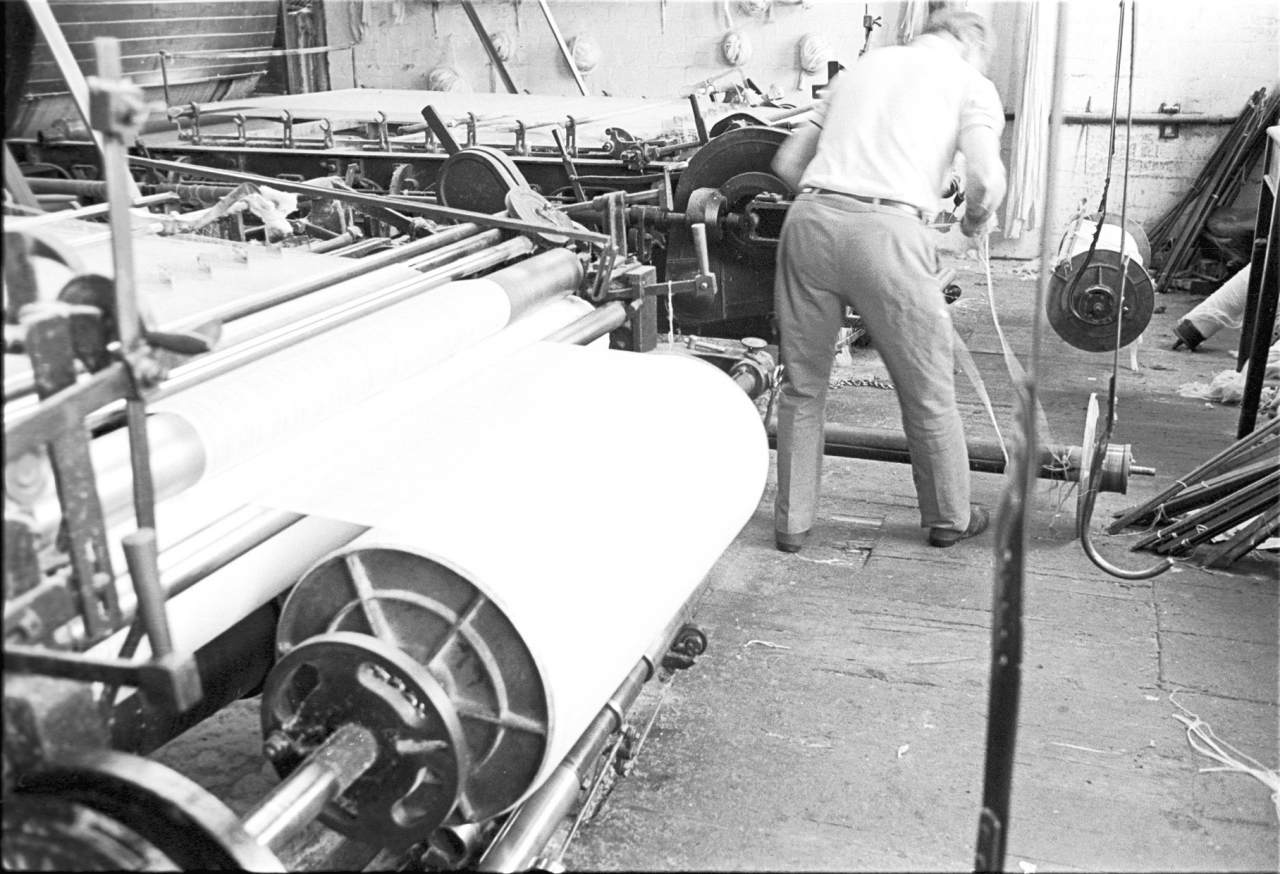
R- He’s putting the band on, we call them, the bands. And this warp’s full, he’s put the press down, you’ve got to put the press down before you start building up or else your press rollers run out at the side which one has done there. That’s why he’s put the press down, but he’ll be still running. And as soon as ever he hears the marker strike, even with his back to it, he’ll turn round and stop the tape and put the comb in.
Well, his striking comb is laid on top of the headstock on 74, it's just laid across there, that’s it there, aye.
R- I always used to stand mine up in that corner there.
Aye, and in 75…
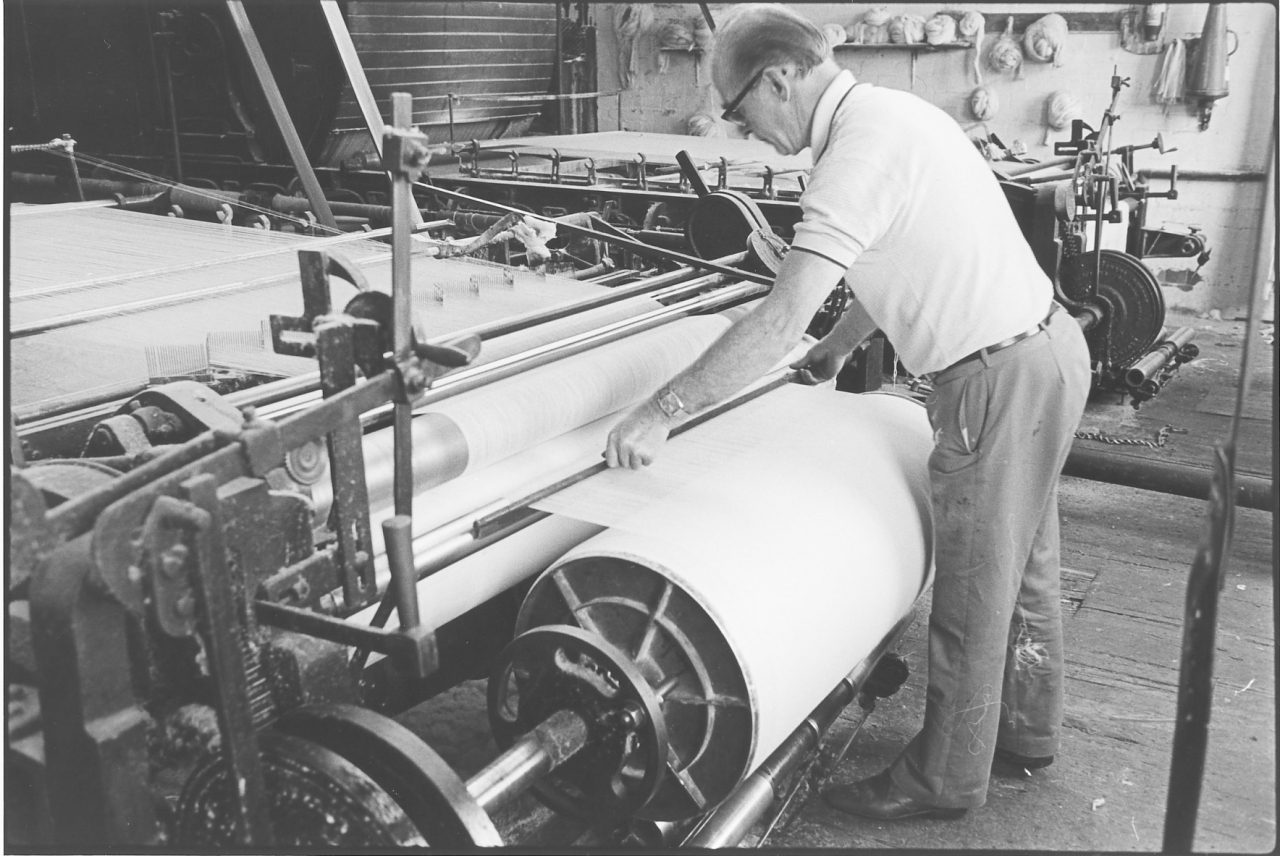
R- Well, in 75 he’s stopped the tape and put the striking comb in.
He never used to actually stop it, he used to leave it running slow all the time, yes?
R- Oh no, leave it going on. Well, if you stop a tape it leaves a line across the warp that’s baked on, where it stops. You should never ever stop a tape, you keep it moving and then it doesn’t bake on. And all
(750)
the time it’s going slow it’s getting burnt is the warp. You’ve to be very quick with the doffing.
He was, was Joe, he was.
R- That's one thing you’ve got to be, you’ve got to strike it and put the guard, that’s a piece of wood with a groove in for the comb..
If we follow on, you see, 75, he just struck it with the comb ... And 76, he’s got his guard underneath.
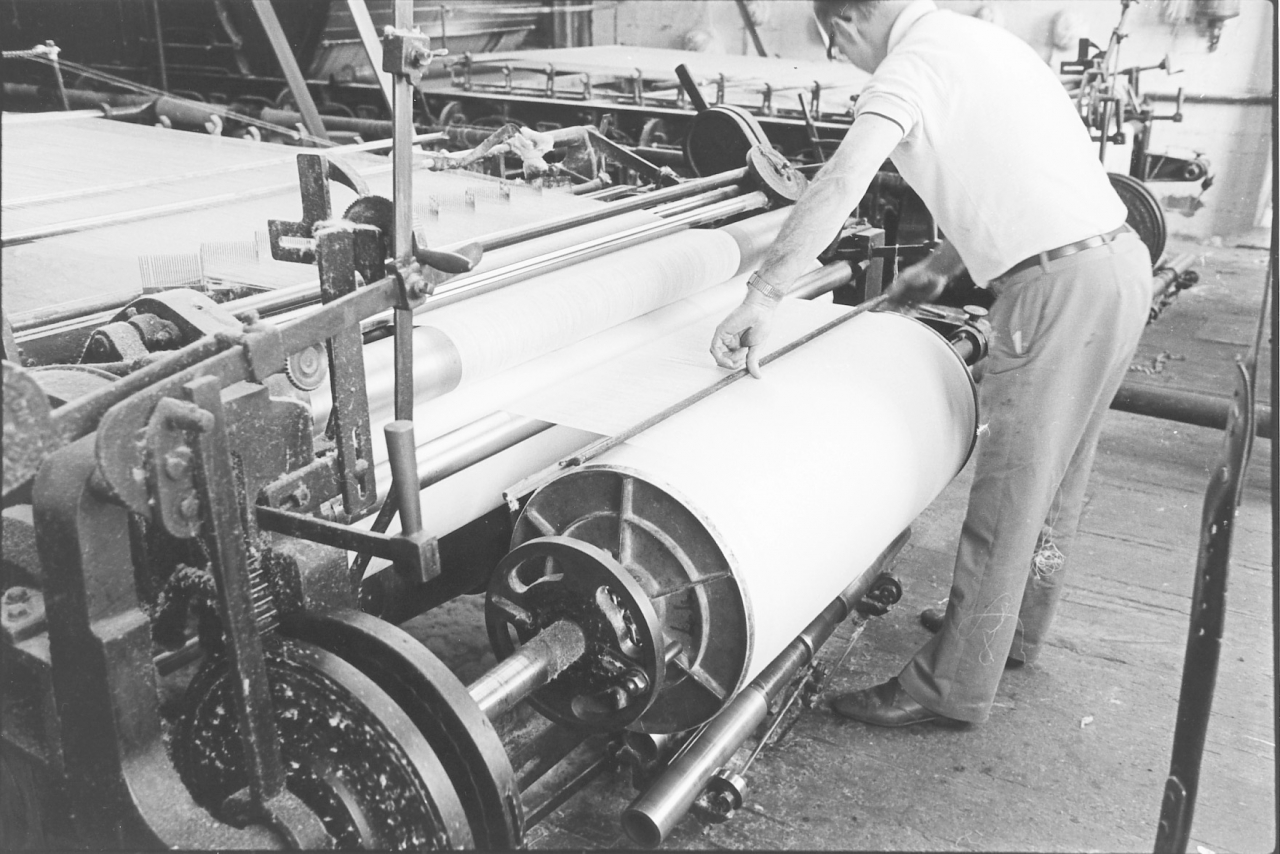
R- Yes, he is just putting it in and he’ll tie a piece ...
Yes, 77 he is tying it at the far end.
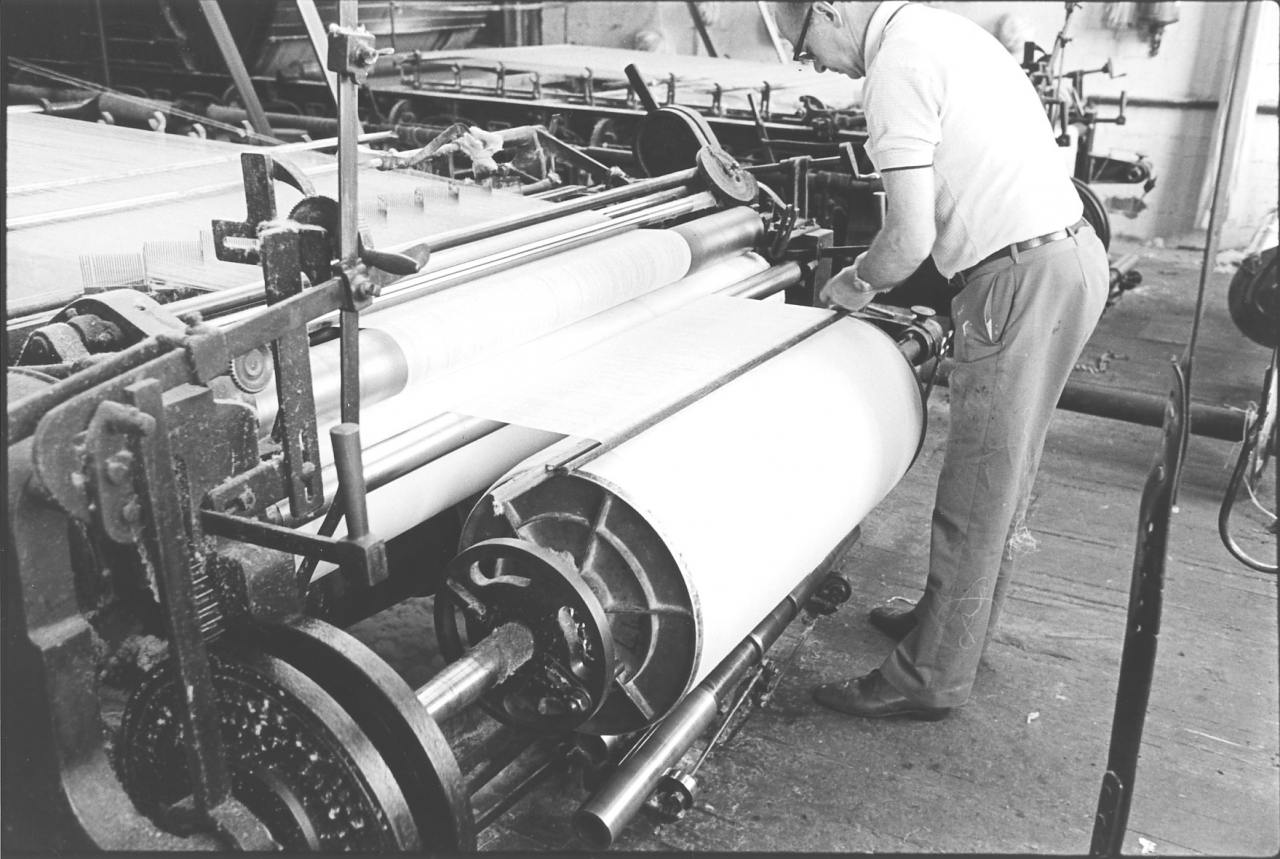
R- Both ends he ties it, and the tape’s running slowly, it's going forward all the time until his comb gets onto they on to the warp.
Yes. On 78 it’s trapped the comb now and he’s…
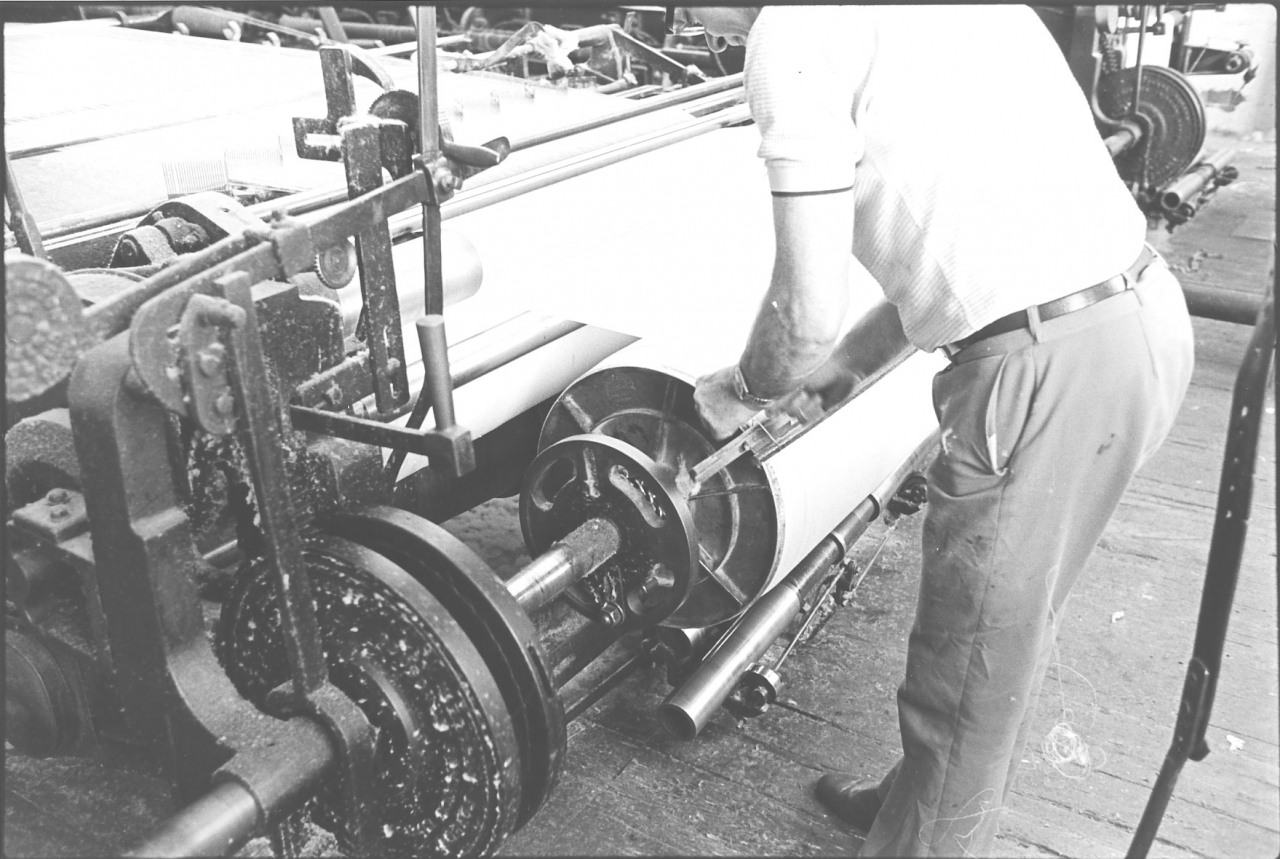
R- And he is tying it up. And then he stops the tape, undoes a screw at that end, gets his hooks on to the warp and takes the chain off.
Well, on 79 he is taking the chain off but he never used to stop it.

R- No, he used to keep going all the time, you keep hold of the beam, if you didn’t keep hold of the beam and move it forward it would d run back and get fast. Sometimes it did happen, he’d beat you to it.
But on 79 he is taking that drag chain off that puts the drive through to the beam, and he’s lifted this motion up here on 79.
R- That’s the weight, that's the weight on the friction here, he’s turned it back.
Yes, on the friction clutch, yes. And that tape’s just quietly grinding away. And on picture 80…
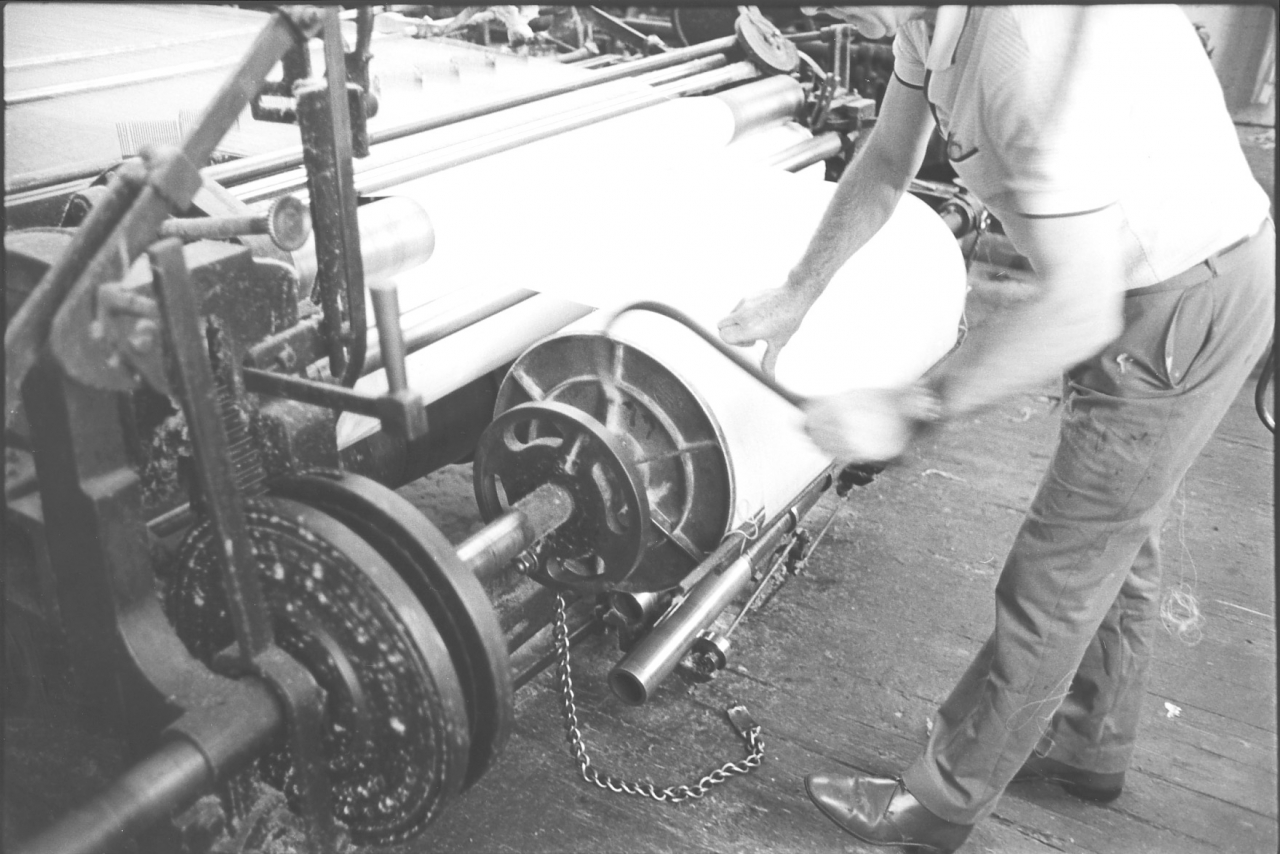
R- He’s putting the hooks on each side to lift the warp out. On 81 he is lifting the warp out and letting it swing back.
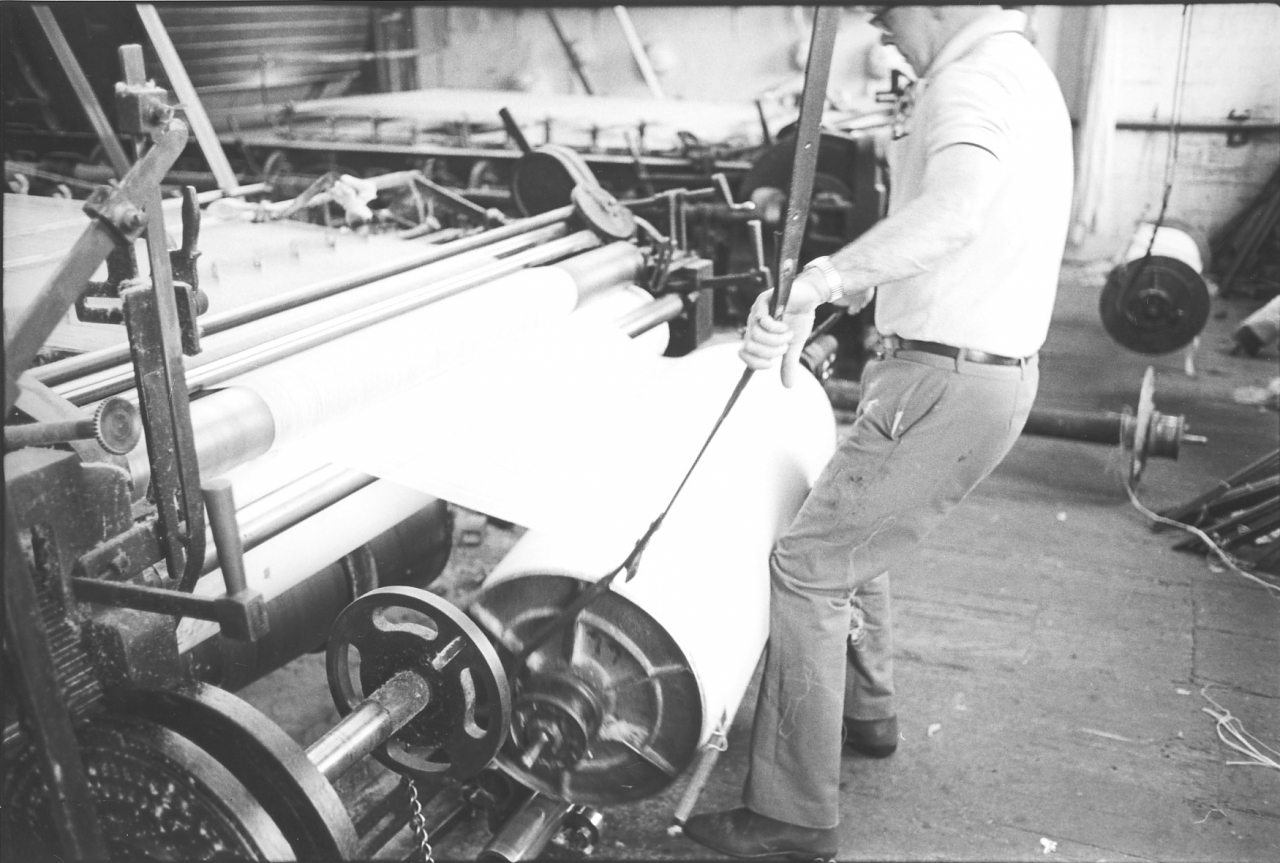
Yes, and as it swings back it rolls over, and it rolls back a little bit, and I think if we look on 82 you'll find that the comb’s come to the top
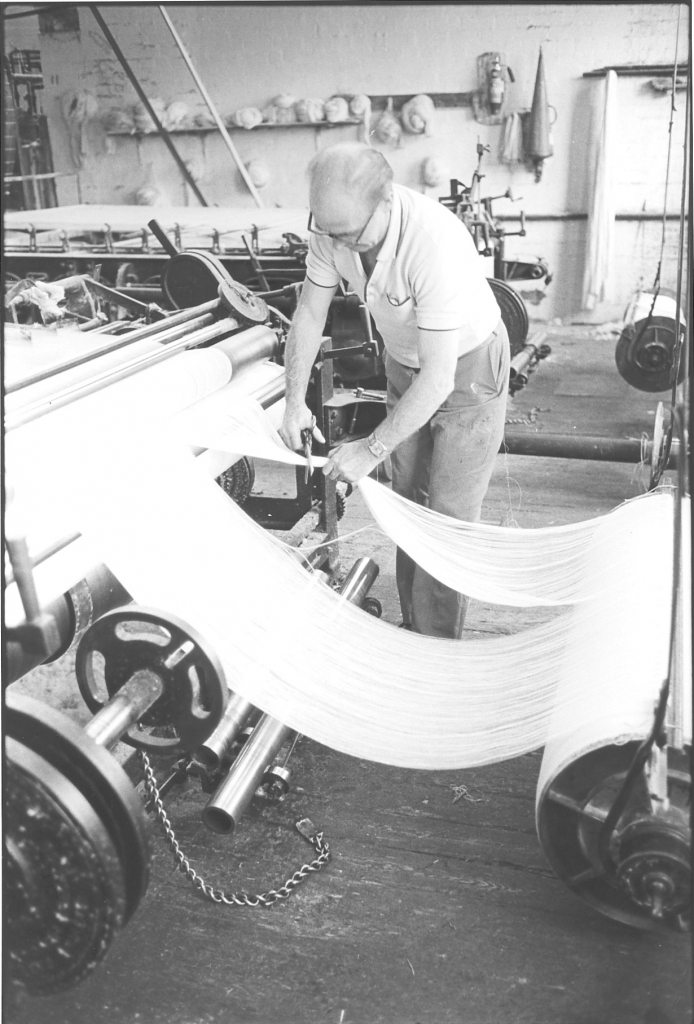
R- Comb's come to the top, yes.
…of the warp, there it has, aye.
R- But you have to be careful not let it come this way when you cut it off. And you cut them off as quickly as you can, get your empty beam, put it in, put the ...
On the following two he’s doing that, Horace.
R- Yes I see, on 83.

83, he is cutting the second bunch.
R- Yes.
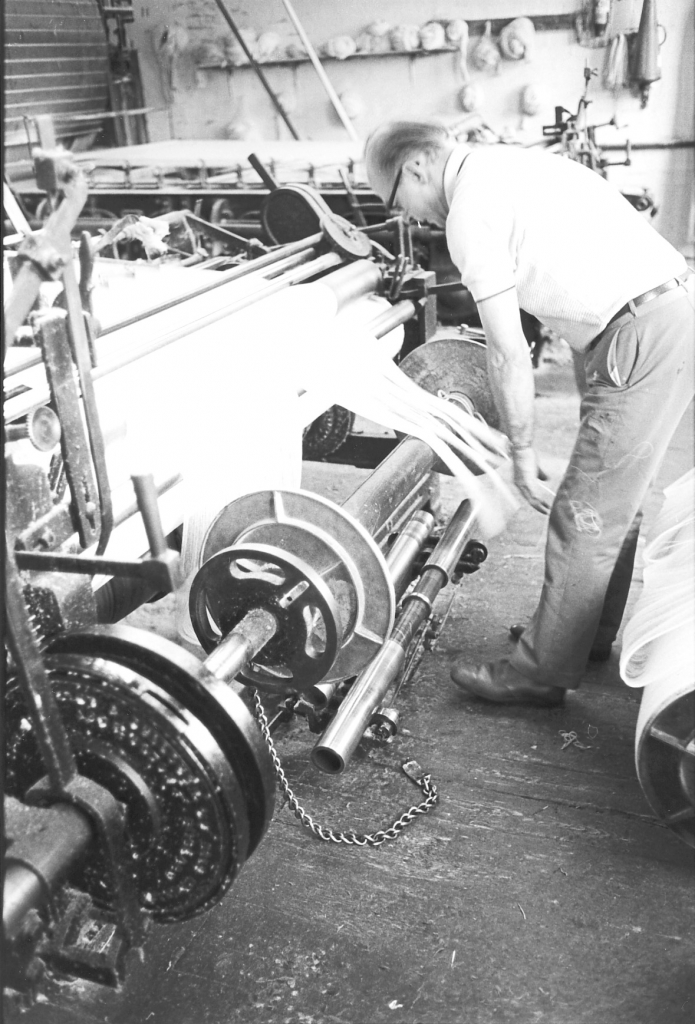
[84]
84, he is just spreading them out, He’s put his empty beam in and he’s just spreading them out on the empty beam, the two bunches. Yes, he is just throwing it on, and throwing it sideways. And then we go forward to 85.
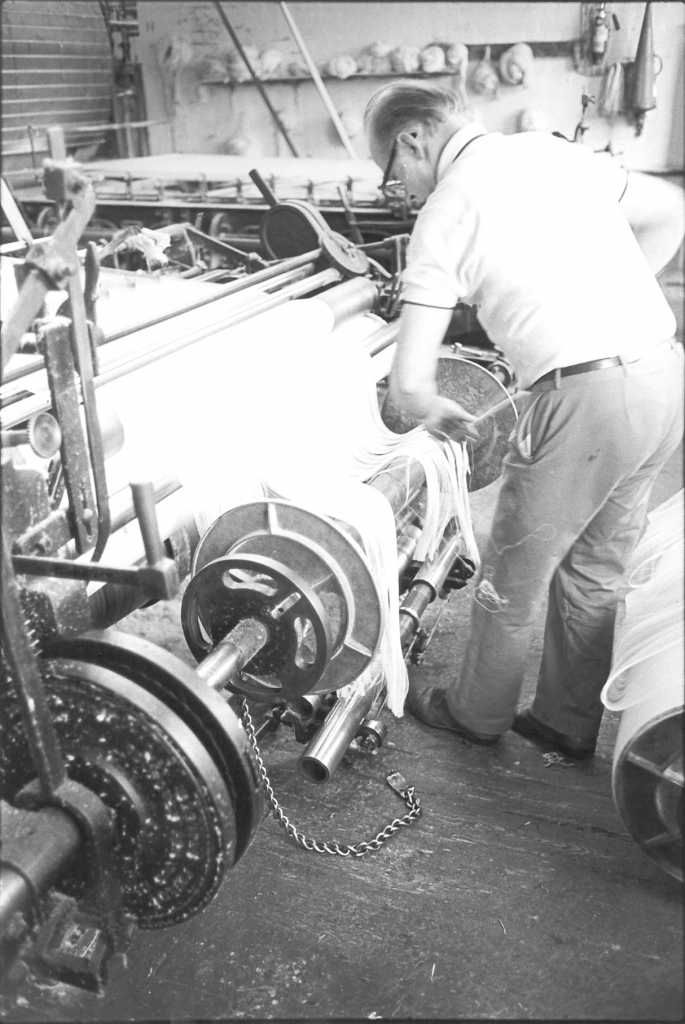
R- Yes, he is just fastening the ends of the next warp on with a
(800)
(35 min)
band, we call them bands. He puts it round, ties it in the middle, and then brings it to the end, ties it around again there and then spins the beam round as he is doing on 86. He puts the chain round, the driving chain, he’s got …
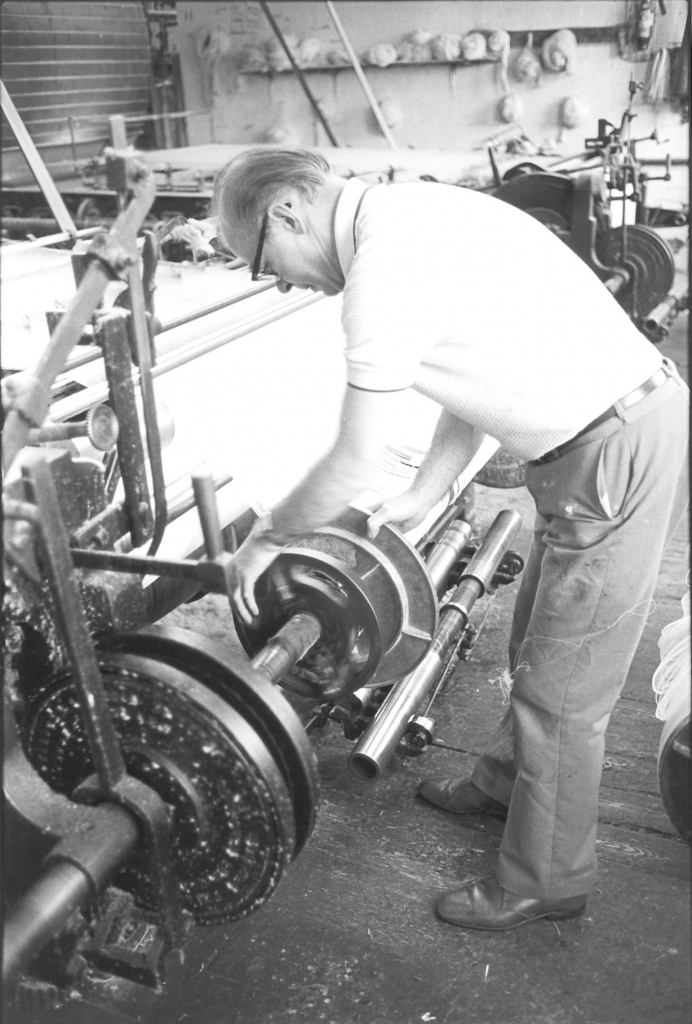
[86]
Now on 87, he’s got his chain round.

R- Aye. He’s put the chain round, he’s tightened it up. He is putting the weight down to put the friction motion into gear. And then he goes to the other side and sets his tape on and he is altering the raddle, he opens it out till it gets to the edge, and he is feeling at the warp at the same time.
Yes, that’s it. Yes. [88]
R- ... to see if it’s hard or brittle or it’s dried too much and it’s all to be done very quickly.
Aye, we should point out that these last happen, eight pictures are all being done in a matter of seconds. And 89 he is ...

R- Yes, he is opening the raddle out to get it to the very edge, if you don’t get it to the edge quickly you have a soft side here. You've got to get it against the flanges, but you see …
Wait a minute now .. 89, he is setting his clock isn’t he. He is just, his hand’s just going out to set the clock I think there. Isn't it just to put the clock back to zero?
R- Yes, ah yes, he will be. He puts the pointer to zero. Now then, he is ready for off, he’s pulling the handle quietly.
On picture 90.
R- Yes. I was just going to make a remark about something. They went on to, these are aluminium flanges by the look of them.
Yes. Some of them were, but there weren’t many aluminium.
R- But the aluminium flanges; where I worked these here press rollers rubbed them, and it came off black did the aluminium, on to the warp. And that were a deadly sin to have any black in bandages, any grease. So we’d got to give over using presses like that, we got hardwood blocks, right hard wood, lignum vitae is it? Blocks put at each end of these press rollers so that when they rubbed against there, the flanges, there’s nothing rubbed off. But you can imagine steel rubbing against aluminium, it powdered off. They always used to being complaining about black sides you see when they went to the finishers. And they couldn’t get the aluminium dust out. And so we got over it, the managers got over it with putting wood blocks in. Aye, that’s how they altered that problem, but these are iron.
(850)
Some were iron and some were aluminium but mostly iron.
R- Some are, that one looks to be iron by the colour. Yes, but it were for lightness and I supposes cheapness. And then we'd another big fault. When they put the automatic looms in they all had these big flanges, 26” flanges, right big heavy beams. They were steel barrels and the flanges had been pressed out.
That’s it.
R- Stamped out. But they were all saucered. You put a rule or straight edge across from here to here.
Yes, and they were dished.
R- They were dished. They were all dished, and you could not get your selvedge up to the side. You had to run with your finger in here to try and get it tight but you couldn’t. They were always complaining about soft sides. And if you wind it out that much to build them up to the edge, open the raddle like that to build them up to the edge, if you weren’t noticing, when you got further up the sides were built up.
That’s it, yes, as the dish came in, yes.
R- Yes. And the warps all had slack sides.
They want to be parallel don’t they. Yes.
R- Yes. So they scrapped all them and got a fresh lot of beams with aluminium barrels, perfect they were, perfect everywhere. There were not no having to flange beams or anything they were perfect them. The flange worked on like a cog affair, you can twine them round and narrow them in and then tighten the lock nut up and they were stuck there positive and a perfect flange, and that cured that job. But they were a firm that would spend money any time if as long as it were to cure a fault. There were no messing about with bits of string and brown paper and that sort of thing.
God, ours were full of beam wedges.
(900)
(40 min)
R- Yes, well (at Johnsons] if you needed anything [to increase production] you got it.
Picture 91.
R- He is running now, he’ll be at full speed and he puts his press down, and them press rollers don’t go out on their own, not always. When they won’t go out on their own, when the beam’s nearly empty you’ve to push them out with the foot and Joe’s doing that. He’s pushing that out and then he'll push that out and these rods underneath, these pulleys will keep them ..
Keep them pushed out, yes.
R- He’ll keep them pushed out all the time.
We’re on 92 he has got his hand in again.
R- Yes. He is feeling if the warp’s all right, you tell whether it’s too harsh or damp or soft, you can all tell by the feel. And the warp’s still here, he hasn’t had time to ...
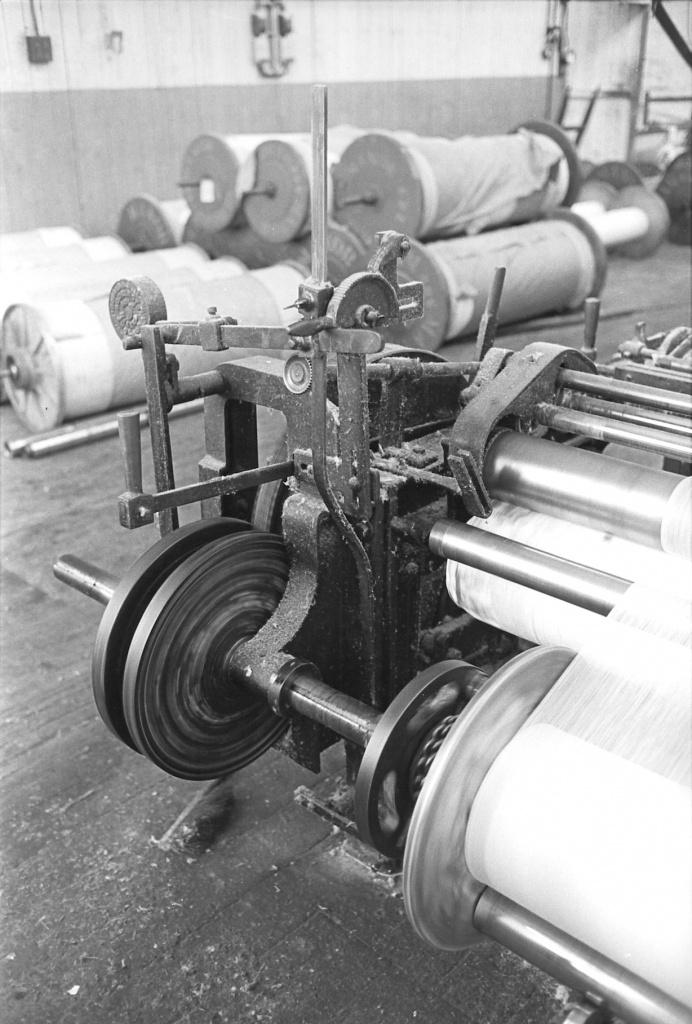
[93]
No, we get on to that in a second. Now, 93 is a picture of the friction side, there. The friction drive to the warp. Because the thing that governs the speed of the tape is the drag roller which is the cotton covered roller, the big cotton covered roller you can see. Obviously, the diameter of the warp’s changing all the time, so that doesn’t drive at, that hasn’t got to drive at a constant speed. It’s actually slowing down all the time.
R- It’s slowing down all the time as they get more weight on here. All the time you’ve got to be digging your fingers at it to feel if your warp’s tight enough. If it isn’t firm enough you have to move this big weight on.
That big weight on the left hand-side of that picture. Yes.
R- Yes, on the left hand-side. You moved it on, this is the least weight on at this end, and you moved it on there till you got more weight on. And when you got to the top of the warp and you had doffed the warp, you pushed that weight back to this end, take all the weight off. And in here there’s thin steel sheets, plates and flannels.
Flannel discs.
R- Flannel discs just the same size.
It’s like a multi-plate clutch, steel and flannel.
R- Yes it is. But there will be the outside plate and a flannel and then a thin steel plate next and then a flannel then another thin steel plate, a flannel and the inside plate. And then it’s the same at that side. But on big tapes they have a double clutch. If you’ve 68” beams you can put another clutch into gear. You turn the handle over and you have a double clutch then. But for light cloth you’ve to run with a single clutch or else if you’ve double clutch it’ll break the warp out. And this roller here…
(950).
The front shiny roller that’s just after the warp?
R- No, that cloth covered roller.
Oh, the drag roller, yes.
R- The drag roller. If you get a heavy sort in, you can make it dry better with putting more cotton round here, it pulls it tighter to the cylinders. If you are not drying so well, build that up two or three rounds of cotton on, and you’ll find out they dry a lot better. But there is a limit to what you can do, the tension you are putting on it. The more tension you’re putting on, you are taking it out of the yarn. But thick stuff, I used to run a lot of fives for lints and I used to put a thick flannel on there to tighten up. It was the only way you could dry them. And there’s a place just down here where you can change your wheels.
Aye, at the far side of the, on the left hand-side of the headstock there. Yes.
R- Yes, just there. You can change the wheels and I used to change on to a wheel, I don’t know, it might have eight teeth on the lowest wheel I’ve had. It was only the same as a ring with teeth on, that were for lints, for going the slowest of all. And your cone rollers, first thing of the morning to be right down at the bottom, and when you get the heat up and everything on, the safety valve blowing off, you might get a foot up the coned roller.
I think it’s a good time to mention that when we are talking about the safety valve blowing off, that didn’t mean that we had 80 or 160 pounds on the cylinders.
R- Ten pounds.
Ten pounds were the maximum. Yes.
R- Ten pounds were the maximum. But they will stand a lot more.
Well, yes.
R- Because I know lots of tapers used to weight them.
Ah well of course, the more modern valves, you couldn’t weight them because they were enclosed weren’t they for that reason ...
R- Yes, they were.
There were too many accidents with tapes, doing this.
R- Yes, they used to weight them.
Picture 94 is probably the last one we’ll do on this tape, and that’s just a nice general shot of Joe after he has got everything running.
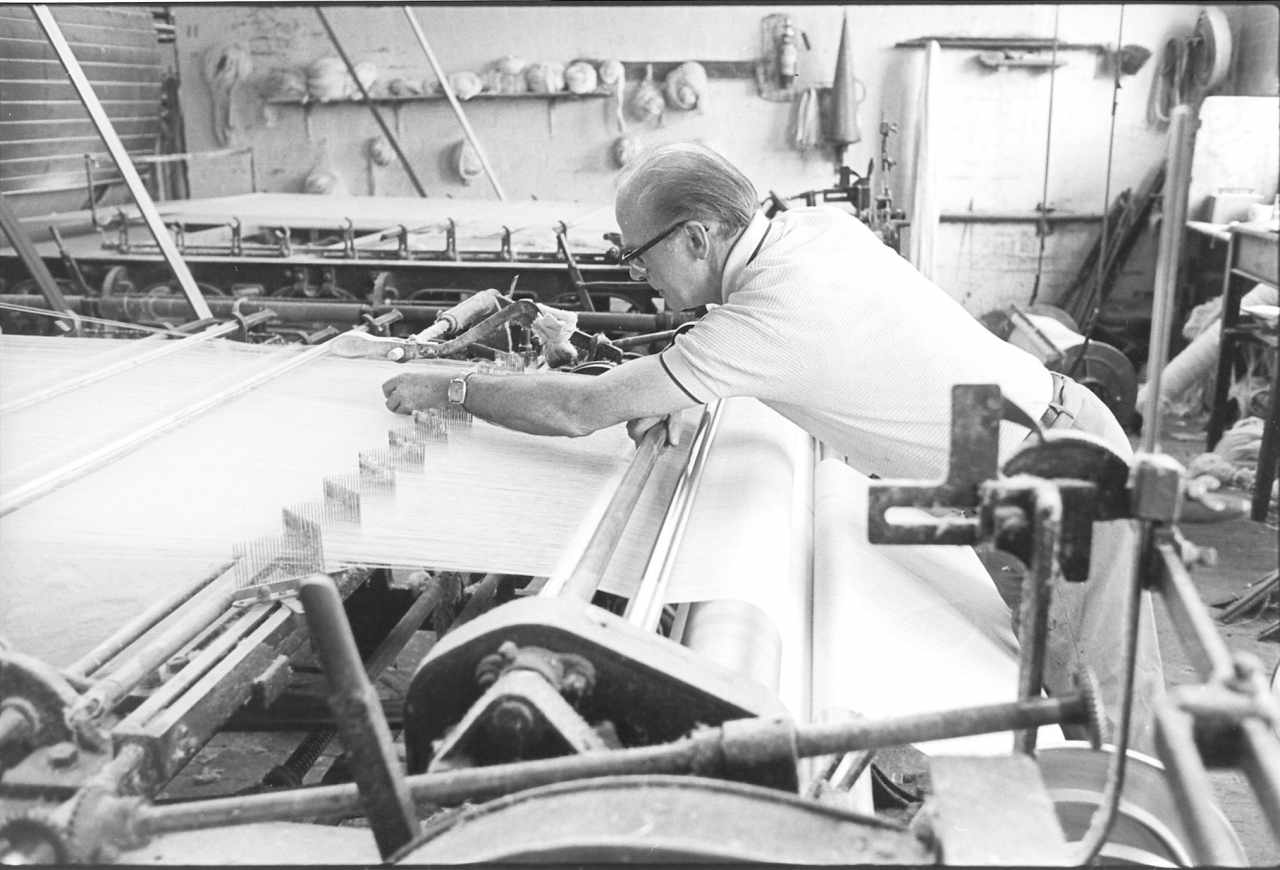
R- Running, yes.
He’s got his new warp going. He is just laying an odd one in that he isn’t quite satisfied about.
R- There’s a knot or dawn or something…
Aye, a bit of dawn coming down. Yes.
R- ... dropped in. It might be a big snarl that’s come through on the warp. And if one of those, if a big snarl gets fast in these pins, if you're not watching, you’ll have a gather up as big as a bird’s nest.
(1000)
(45 min)
Aye, that’s it. Yes.
R- But you don’t get many of those.
Ah, 95, that’s the last picture I wanted to do for this one. It’s just a nice picture of the headstock. You can see the press and the sheet coming over, round the drag roller and the cotton covered drag roller.
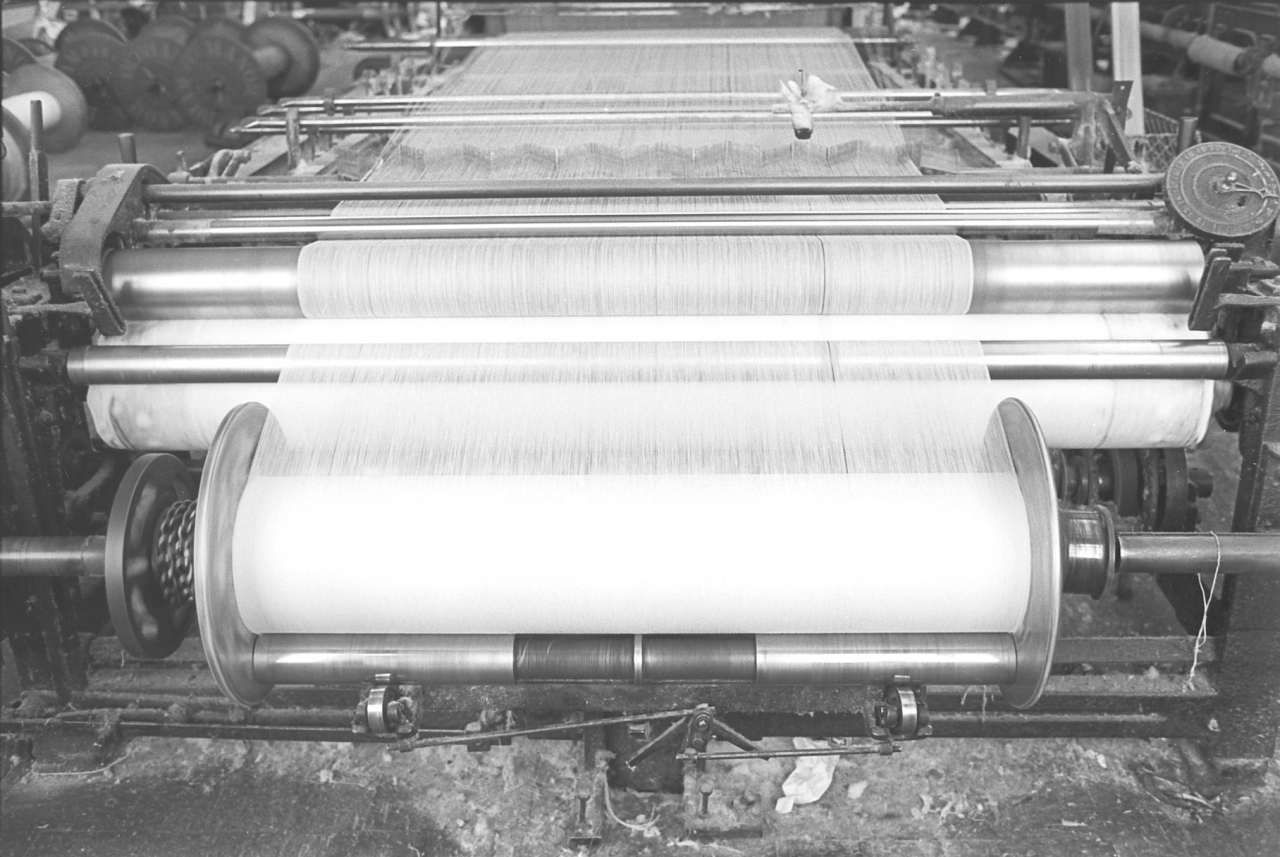
R- But this is the set that has the side ends in. There’s six on each side.
Yes, that’s it.
R- You see they’ve brought them over the top of the spinner back there, and over this big rod, one, two, three, four, five rod. Well, this is a different set.
Yes, that’s it.
R- The one where they were putting seven beams in.
That’s it. It’s just a nice picture of what’s going on.
R- Yes. They are all good photographs. But there’s always this mark where the ink has corroded the roller.
Aye. That black mark down there.
R- Yes, it’s always there.
Like a thin shop on the sheet.
R- Yes, a thin shop. And you can’t get it out. And if you try to rub it with a bit of emery paper, run the tape empty, it only makes a hollow spot and makes it worse. It’s surprising how the ends cut in there, with being wet and the ink on.
Aye. Anyway, that brings us, we’ll stop there with this tape because that brings us on to the last section of the taping where he is just getting rid of the full beam, so I’ll stop this tape here.
R- Yes.
SCG/05 April 2003
7,016 words.
LANCASHIRE TEXTILE PROJECT
TAPE 79/AD/17
THIS TAPE HAS BEEN RECORDED ON THE 21st OF JULY 1979 AT 16 COWGILL STREET, EARBY. THE INFORMANT IS HORACE THORNTON, TAPER AND THE INTERVIEWER IS STANLEY GRAHAM.
This is the fifth and final tape in the description of the taping pictures in the Bancroft Folio. We are just going to describe the pictures where Joe has doffed the warp and he’s just tidying the warp up and tying it up ready for wheeling away to the twisting department.
So now we are on picture number 96 and follow these through Horace.

R - Yes. He's doffed the warp and he is tying it up before he takes it into the storeroom. He lays the comb carefully on the top, and he gets a band, we call them bands or thrums, and ties it round. Page 97. he is tying it round and 98 similar he’s just tied a knot in it there. And there is a truck here ready to put it on. It's shaped, they take the shape of the beam, and it's covered with a piece of old leather belting so as the wood of the truck doesn't damage it. And this picture's similar just finishing tying up.
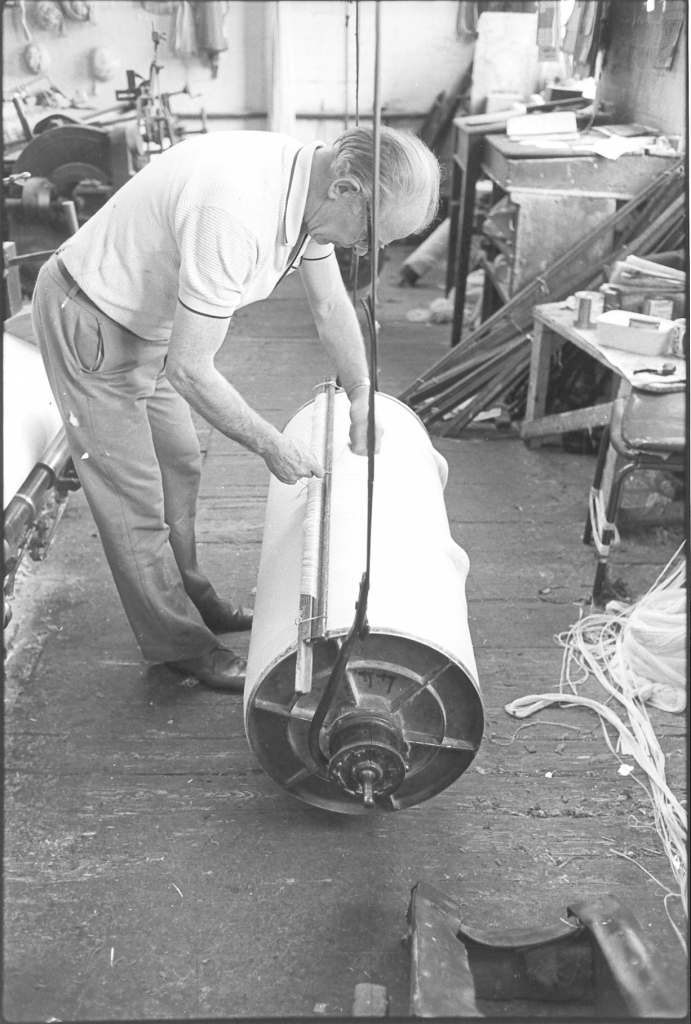
[97]

[98]
(50)
Ninety-nine

R - Ninety-nine he’s doing the same and ... hundred he is ...
Hundred. He is ... Now then 101, picture number 101
R - He's put the warp on the truck and he is wheeling it away into the storeroom. This is a back view of Joe wheeling it away.
One hundred and one.
R – 101, he is wheeling the warp away and 102 he's put it on the floor in the store place.

[102]
And in 102 you can see the warp card that he's shoved in which he had written out in there and it's pushed in under the first sheet of the warp.
R - It gives the quality. and the number of ends and it's a double ticket, one for the weaver and one for the office. And ... number of ends and counts and date, and .. all other particulars. And that ticket goes into the office and they get a card made out for the weaver, with the price and the counts and the wheel, the length of a cloth when it’s woven, all has to be noted by the weaver and the tackler. The tackler has to put the change wheel on to give a certain pick and a certain length of the cloth. And all the other particulars are for the weaver, the wefts that
(l00)
she has to get, and counts and everything.
Yes, and that ticket finishes up it's hung on the loom while she is weaving it.
R -- Yes.
Now then, in effect now .. today's the red letter day, Horace. We've, we've finished off the taping that I wanted to do with you, because we’ve gone right through your life story, and we've gone right through the Bancroft tapes, and it's .. I'd just like to tell you now that you have been a cracker. It's, it's all right is that lot, but we've got best part of a tape left, and so we are not going to waste it, we are going to sit here, and just talk about one or two things that might interest both of us and just see what comes out of it. Now, one of the things that struck me, taping you is that fact that in common with so many other people that I've been and done interviews with, I get the feeling that if you had had the opportunities that children are getting today, that you would probably have gone a lot further than being a taper for Johnsons. Now I don't know whether this is something to do with the way I select people to do tapes with, or not. But I come across this quite regularly and I find that there are certain
(5 min)
people, and they're usually the people that are fairly lucid and can talk, and have evidently done some thinking, and they are usually good subjects for taping and they're people who I feel could have done a lot better for themselves if they'd had more opportunities when they were young.
(150)
So just sit there and just give me your thoughts about that, about what the differences are nowadays to what they were when you were young. And it's not a question of you being arrogant or anything like that you know. Try and tell me honestly what you think you would have done you know, what you would have liked to have done if things had been different and you hadn't been working in a small village where everything was set out for you.
R - Well I suppose as a young lad, with me grandfather and me uncles having a joiner’s shop there, I used to spend a lot of time in the joiner’s shop making bits of things and playing with the tools. And they'd let me have old tools and I'd play with them. Well, if there'd been any opportunity and my uncles had put me to joining, cabinet making, undertaking, I should have probably finished up there. But why they didn't I don't know. He had four lads and he didn't put any of them into the trade. They were older than I was and they were, one worked at Greens wood yard, one worked on the railway, and two were weavers. He didn't put his own lads in so there were no hope of him putting his sister's lads in.
Why do you think he didn't have his own lads to follow him on?
(200)
R - Nobody could ever understand that because the business is still going. When his sons got married he had a boy and he were called Joseph Whiteoak after his grandfather and immediately that lad were old enough, his father put him into joinering and when he came out of his time, he put him into the business and he has the business now. You see there were my grandfather and his brother came from Broughton. Their father used to be the estate joiner at Broughton and he had two boys, Matthew and John, and they grew up and there were no joiner’s shop in Carleton, so they went and opened a business there, joiners and wheelwrights.
Just to refresh my memory your mother would be a Whiteoak?
R - My mother were a Whiteoak. And ...
Is that any relation to Alf Whiteoak up on Whitemoor?
R - Well, I think they'd be all one lot. They'd be all one lot of Whiteoaks..
Right ...
R - .. because there is part up at Lothersdale and there used to be part here. And there were part round Broughton. There were two sons who went to Carleton and started a business there, they built houses and did all the farm work round about, made carts and made cartwheels. I spent that much time in the joiners shop I could make a cartwheel. I know every process in making a cartwheel like fitting the spokes and chopping the spokes out and wheels. But there were one thing they didn't do, hooping the wheels, they went to Skipton to a chap that ...
Aye that's it.
R - But on a farm cart or any small ironwork they did everything, they made the hooks and brackets, they made the brake shoes, the lot, everything about them. All the gear on the cart shafts, they did the lot, painting them, lining them, and the lot. Made coffins, made windows, making a sash window .. there'll
(250)
(10 min)
not be many joiners about that could make a sash window now.
And is that the sort of thing that you would have liked to have done?
R – Well, I've always been interested in it. But when I were twelve, the day I were twelve I went into the mill. The school and this boss of the mill were in with each other. They didn't learn you anything more than reading, writing, arithmetic. Anybody that were good, well they were just wasting their time and I always was good at maths, always. I know for a year or two I just sat and read books.
What do you think of the sort of education that kids get today? Try and contrast it with your own.
R - Well, they've every chance, but they won't take the chance won't a lot of them. They are not all alike, some try and get on, but it's got to the stage now that there isn't jobs even for the brainy ones.
You are saying something there, I'm going to push you a bit on that. I'll just go on a little bit about it and then you'll see what my drift is. We’ve all heard it, heard it time and time again, you know the old thing about 'Things aren't what they used to be' and 'The younger generation isn't what it was' and all the rest of it. And I have a sneaking suspicion that the Romans were saying that when they left Britain, that things weren't what they used to be, and I often wonder whether things are really very much different with say our children and grandchildren than they were with us when we
(300)
were young. And it's very difficult to sort out the wheat from the chaff. I think meself that education in a lot of ways, especially primary school education, which is really what we are talking about, because you never had any chance for anything else but primary school education.
R - Anything else, no.
I really think that in some ways it's better, but it's very patchy. You can get a very small village school where they are running on old fashioned lines and they turn children out who, it seems to me, are better educated than some of the children that I see turned out of some of the schools. I'm not going to mention any names, same of the schools in Barnoldswick at the moment, I don't know, they seem to me to be some very bad results coming out of primary schools. Now, how does it strike you?
R - Well, it all depends on the teacher. It's all the teacher, whether they are interested or not. But when you see that, some of the teachers going to the school, look at them, I wouldn't like them to teach a dog of mine, I wouldn't. Long hair and untidy and how can they expect the children to be anything else?
So you think example's a lot to do with it?
R - Yes it has. And a good teacher makes good scholars. Anybody that has any brains he'll bring it out in them. All children aren't alike but 1 think it depends on the teacher.
I've a lot of sympathy with that point of view, and I'm reminded of something I heard somebody saying not so long since that the best thing we could do to improve the education of our children was to, I think what he actually said was 'Multiply the pay of primary school teachers by ten, and the pay of secondary school teachers by five' and the idea was that that would automatically attract all the best brains to teaching, and that we'd finish up with a better education system.
(350)
Now I know that that isn't feasible, but that sort of attitude, I have a lot of sympathy with that sort of attitude. I think that we should realise that it's the teachers that count. but I mean, in the old days when you think back, I mean the teachers that taught you .. I don't think for one minute that they'd be any more brainy than the teachers that we’ve got now and in many ways they were no more moral. I mean for instance, I think that it's unethical for a headmaster to work in close, you know in company with the manager, the owner of the local mill to make sure that he gets plenty of labour, but those things happened. But what are your views on that?
(15 min)
R - Well .. John Arthur Slingsby, he were chairman of the school governors and they appointed the teachers. They weren't appointed by the council, it were a church provided school, an endowed school. And he were the chairman, and one or two more of the village people were the governors and they appointed the teachers, and if Mr Lilly hadn't gone his way, Mr Lilly would had been out on his neck. They were forced to go that way. I don't think he, I don't suppose he wanted it.
We are getting into the thing now that you mentioned that I thought was very interesting. About the fact that the reason why the mill owners went on so well was that they had a reservoir of cheap labour.
R - Cheap labour.
And that it was very difficult for anybody else to set up any business in a mill town because the mill owners had got the…
R- Land.
The land sewn up.
R- They owned all the land round.
Yes. Now do you think that that was .. do you think that was just a lucky chance or do you think that it was done deliberately. Do you think that they knew what they were doing?
R- They bought the houses as well, they owned the houses so anybody who was sacked at Slingsby's had to get out of their house. And anybody that didn't agree with their methods and the work and pay were too bad, well they went to Barnoldswick, or to Earby, there were lots of Carleton people here.
(400)
What was the sort of notice that they could give somebody to get them out of a house?
R - It'd be a week.
Is that right?
R- Of course it would, it'd be a week. There were any amount left, voluntary or got sacked. And when they owned the housing, they owned the land that .. and they owned the mill, what can people do? And a man and a wife with a family, what can they do? They have you by the throat.
Aye ... And would you say that they took advantage of that in the wages?
R - They did, they did take advantage. They just did as they liked. And my youngest brother, he's fairly brainy. I know he is now, he is a good writer and he is clever. And as time went on me mother sort of could afford to let him try for the grammar school, and he got word that he’d passed. But in those days there were only so many places and there were more people for the vacancies than what there were because it wasn't just Carleton, it were all the Skipton area. So he got notice he had to go to somewhere in Skipton for an interview. And they asked him various questions, he answered them satisfactory, and then sort of passed he thought and that was when the man chimed up and he says what does your father do? He said oh I haven't a father, he's dead. And .. how many were there in the family, and he said how many there were, and Oh all right. And that finished it, he hadn't passed. And the schoolmaster, it were a new schoolmaster when my brother were there, a fellow called Ashworth, he told him he'd passed. And he asked him at after, he says How did you go on? He says Oh I got word 1 haven't passed. But – the teacher says - I'm amazed, you had passed. So what caused it, they didn't think he
(450)
were a suitable person to go to Skipton Grammar School, that were all it were, because he wouldn't had been suitably dressed I suppose, for a start, they had to buy their own sport's equipment and all that sort of thing. And there were shopkeepers sons and all the other people sons that were going to Skipton and I suppose they sort of thought he wouldn't be a suitable person to mix with. And he’s told the tale many a time how it happened ... What does your father do? That were t'last question.
What chance do you think there was for a lad from your background ... I'm going to rephrase that question .. Do you think that the chances now of a lad from a working class background are any better than they were then of rising beyond, you know, the station of just being a worker in life? Are the chances any better now do you think?
(20 min)
R – Well, you can get away from labouring, but not much higher unless you know somebody, it still remains. It's who you know, not what you know that gets you jobs. If my father'd had been living and the chairman of the Conservative Party we'd all have been in better jobs.
Aye, that's a good point, Yes.
R- He was in with them. The school, the postmaster’s son he won one of the best scholarships there were, County Minor, County Major. Immediately he passed, sat for it, and he were a mate of mine and he were no more brainy than any of t'lads, we all played together. But he won this County Minor, got into a bank when he left the grammar school and he got to be the Mayor of Keighley, and of course he's dead. But it just so
(500)
happened that my father died and left me mother a widow with five of us to keep. But if my father had been living we’d have all have been in different jobs.
Would you say that there was any social stigma attached to being, obviously not an orphan, but .. you know, losing your father?
R - Well I don't. In a village you were all alike. It's different living in a village I suppose to being in a town where the toffee nose runs the town as they call it, they think they are superior. But in a village you didn't. You were all going to the village school, and ninety-nine out of the hundred are the working people who were going to the mill, both the father and the mother, mother weaving and father spinner or card room. Because there were no other work only railways and farm work.
Where would the children of the people from the big houses go to school?
R - They went away when they were young, you just used to see them at holidays .
So they wouldn't go to the village school?
R - No, none of them.
So really, the fact that the village seemed such a democratic and egalitarian place, was basically due to the fact that everybody was in the same boat.
R - Yes, we were all poor.
And the ones that weren't in the same ... Yes that's it, aye. So I mean, really you can get a false picture. You see I get the impression from talking to you, and I've no doubt that you'll agree with me, that you regarded.. or, and you still do, you regard village life as .. it was a very happy time for you and it was a very happy thing and a very nice existence. I mean I think you look on it like that don't you?
R - Yes.
But yet when you come to look at it and really examine it, and analyse it, the only thing, the only thing really that made it happy was the fact that nobody was really desperately short because the community was so close that people looked after each other in one way and another .. And the other thing is that everybody was in the same boat so I mean there was…
R – Yes they did. The same level.
There was really nothing to cause anybody dissatisfaction, they couldn't see somebody in the next street who had more than them, everybody was the same. And when you came to think about it .. the level of .. the sort of standard of living that you had, and the standard of expectations that you had in that small village of Carleton, were really very low and probably
(550)
lower than they would have been in a town, a small town even, like Skipton. Do you think that if you'd been living in Skipton, where there was a bigger mix of people, you know, different strata of people, there'd be more opportunity for getting on from school there.
R - Nobody in Skipton had any hold over the people. There were weaving sheds, there were Dewhurst’s Mill, there were the foundry, Skipton Castle owned near all the land, there were no building went on in Skipton as long as Lord Hothfield had hold of it.
Lord .. ?
R - Hothfield. He owned Skipton Castle, he owned Appleby Castle, and he owned ..
How do you spell that, Horace?
R - Hothfield?
Yes.
R - Hothfield. There's streets, Hothfield Terrace in Skipton. But Lord Hothfield owned Skipton Castle and all the land around it down to Silsden. And how far .. well he owned up to the River Aire, Broughton Hall has this side and Lord Hothfield had the other end. And it went down as far as Silsden and then you went up to Embsay and the Duke of Embsay took over, and had all that area, Embsay, Bolton Abbey, Beamsley, Addingham, until Lord Hothfield died, all the estate was sold off Skipton Castle, everything he owned, the lot. And there were no building took place in Skipton until he did die.
But no one man controlled the lot. No.
R – He didn't. And there weren't a certain person waiting for you go to doff at his mill. You had more chance, there were the railways and if you were on the railway there were a better chance of going down to Keighley.
Aye, travel further afield for work.
R - Get on the train and go as an apprentice down there, there were more opportunity, everyway . There were nothing up bank, there were only Gargrave and then Settle. There were nothing up bank, Grassington were just the same, a bit of quarry work at Grassington but Skipton were on a main line and they'd opportunity to get better jobs. And there were more jobs in Skipton, and the schools weren't all church endowed schools, there were more opportunity there, you had more chances.
(600)
Aye, they were board schools, weren't they. Yes.
R - And I know when we talked to lads from Skipton about when we were going to school they were taking altogether different things to what we were doing, you see? All sorts of things that we'd never heard of. Swimming and art classes and there were joinery and metal work, all sorts of things.
That was true in Earby, Alder Hill at Earby. I think they were a very good school in that respect. I've interviewed people that went there, and you know, they had such things as, as you say, joinery and domestic science for the girls, and swimming, sports, cricket. Another thing that I never really asked you much about, and I don't shy away from the subject, 1 do ask people, I remember we got round to underpants but .. When you were, nowadays we are used to children getting sex education at school, and this, that and the other. Well, we think very little about it really but 1 know that the extent of any education in sex 1 had was very limited.
R - A street corner.
Well, I mean, I can tell you a little story about that, I tell this to nearly everybody to show that I was no better than anybody else. I can remember, and I know just exactly whereI1 was at the time, from the place I was in at the time I know exactly how old I was. It was in the cloakroom at Stockport Grammar School, and I didn't go there till I was eleven years old, so I was at least eleven. And I remember arguing with somebody about where babies came from and I was wrong. And I was eleven year old. So .. but mind you, you see I hadn't been reared in the country you see, so I hadn’t the advantage of being amongst animals. I mean, my knowledge of sex was so bloody limited you know, it was unbelievable. But .. you know, you say street corner .. I mean how did you get your education?
R – Well, street corners. And in country places chaps used to walk an entire. [stallion] ...
Yes.
R - And they used to be standing at a certain farm every fortnight, and we knew, we used to be there when the performance took place. We knew what it were all about and then the farmers kept bulls and we knew what were going on and then .. when there were tupping time, we knew all about it. But about girls, well, I tell you it were all out of the street corner.
(650)
Nobody actually took you on one side and said “Now look here Horace ...”
R- No.
No. Well there you are you see, that's another thing that makes me wonder. I mean, I wonder how much better things are now. I'm sure that .. well, I'm absolutely certain that, at their age, these children of mine know far more than I ever did.
R - Yes.
And they are far less inhibited about it as well, which I think is .. well, I think personally it's a good thing. I think that knowledge is always better than ignorance. But it makes you wonder how people of your generation and of course my generation which came later, went on. It makes you wonder how the hell we managed really, doesn't it?
(30 min)
R- Yes. But my daughter got married from Earby and went immediately to live at Chester. Well, that was a big break, dumped down there and knew nobody, and then to Wrexham, from Wrexham back to a place called Llay, and …
Called?
R - Llay, L 1 a y.
Ah, L 1 a y, that's it, yes, Wales. Welsh, yes.
R - Llay, called it Llay, and then from there to Walkden near Manchester. From Walkden to Mansfield, and now they're moving again she is going into a village, “Let me be back into a village!” Soon after she'd left here and gone to Chester she was scoffing at us living in a village, “There is nothing in Earby!” My wife said to her when she were, last time we saw her when she was saying “Get me get back over the border into Yorkshire, into a village.” My wife said “I thought there were nothing in villages.” She whispered “I've changed me mind.” You see? She's got among all sorts of people, they moved on to an estate of big houses, there's bank managers and there's doctors, there's school masters, there's shopkeepers with big shops and accountants, all sorts of people, all with big heads. And it's one thing that my daughter just can't stand, is what she calls stuck up folk.
(700)
Well one of the things I've learned Horace is that there is roughly the same proportion of good folk to bad folk in any class of life you care to move into, and I seem to move about amongst most of them apart from royalty, and, all I can tell you is that if there is any discrepancy it’s the fact that you'll find more good folk, a better ratio of good folk among what for want of a better term we can call the working classes than you will amongst the upper classes. I think so.
R- Yes. She said, when she goes down into Mansfield and get among the ordinary people they are different altogether. When we go they sort of seem frightened of talking or unbending as if they’d something to hide.
Yes well you see, there you’ve put your finger on it you see, because that's it, it's a defence ...
R - They're frightened of one another.
It's a defence.
R - It is.
Yes, they are all watching each other. It's like, you know Eric Morecambe said, somebody asked him once what frightened him most in this world, and he said "The only thing that frightens me is that some day somebody'll come and ask for it all back.” and I know exactly what he meant. And that's what it is, when people have got to a certain standard, and a certain standard of living and standard of expectations .. the thing that starts to worry them more than anything else is the fact that they might lose what they've got. You know, they seem to think that any slippage in the standard of living is a retrograde step because people nowadays seem to confuse their standard of living with the quality of life, and there's a big difference between the two.
R - Yes. And they're swanking about what they are, my daughter says they're swanking about what they are ... And they are going to do this, and going to do that. Well she's just as much money than any of them, but she doesn't swank, and she cannot stand this swanking about what they are.
Yes, but what will her kids be like?
R - Well, they talk same as their mother does, Yorkshire, she hasn't tried to put it on. I were waiting for a bus one day and there were only a woman stood there and I asked what time were the buses. And she says “Are you Kath's father?” And I says '”Yes, why?” Well, she says “There's only one person round here talks like you, that's Kath.” I says “Yes, broad Yorkshire and we are proud of it.”
Well yes but do you think that, what do you think the chances are of the children perhaps getting, you know, leaning more
(750)
(35 min)
towards the .. you know, the doctors and the bank managers and all the rest of it?
R - Oh yes, they speak nicely, but a woman that my daughter's very friendly with, she said something about it one day, she said “I don't want my children to talk like yours.” And Kath then said “And I don't want mine to talk like yours either!”
Aye .. yes, it's a problem in some ways. Anyway, the thing is that I think we are all right, it's the others!
R- Yes. But her children do speak nicely, they do. Because when they come over here people will say to me “Don't they speak nicely?” Well, I don't notice it, I'm used to them. But my daughter can't stand this falseness, and when I'm with them I get on all right, but not the people round there. I get on all right with them but they always act as if they were frightened they were going to let something slip, and they weren't as big as they were pretending to be.
Aye. Another thing about people like that, and one of the reasons why I like living round here Horace is that I would have great difficulty with the class of people that you are talking about, going and making tapes like these.
R - Yes, you would.
I’d have great difficulty, I could do it but…
R - Because all the time they'd be sorting out have 1 to tell, have I to let on that me father, and me mother live in a Council house?
Yes. Well yes, I'd have great difficulty in getting them to what I call 'open up and start trading'
R – Yes.
And I realise this, but still, I mean, that's really beside the point, because I haven't got that trouble because I'm dealing with blokes like you. But anyway we're getting down towards the end of this tape now. I'm glad we got the chance of making these tapes.
R - Yes. Oh yes it were very nice.
And, I think that they'll be very interesting for somebody in the future, and I'm sure that the coverage we've done of the taping .. I'm sure we’ve done a good job there, we've done as good a job as I could have hoped. Well in fact I'm rather. pleased in some ways that I did it with you and not with Joe, because I would have had great difficulty in getting Joe to open up, I know that, and I wasn't really looking forward to it. But anyway, he decided for his own reasons that he didn't want to do these tapes. Now that's quite all right, that's entirely up to him, but I think we've covered the story of your life fairly well, and we've covered the subject of taping, and after all that's what we set out to do.
R - Yes.
So, what we'll do, I'll thank you very much and we'll end this tape here.
SCG/06 April 2003
5,601 words.
